Как автоматизация повышает конкурентоспособность
Целевые ориентиры внедрения автоматизации
Автоматизация — понятие многогранное, формы её проявления охватывают различные аспекты производственной деятельности. Конкретные цели определяют специфику выбора инструментов и методов автоматизации в реальных производственных условиях.
Какие задачи решает автоматизация на практике? Вот основные направления:
- ✔️ Сокращение производственных циклов и ускорение выпуска готовой продукции
- ✔️ Повышение качества изделий и внедрение систем менеджмента качества (ISO 9000, Lean manufacturing, Six Sigma, Theory of Constraints)
- ✔️ Рост фондоотдачи через диспетчеризацию технологических процессов
- ✔️ Снижение зависимости результатов от человеческого фактора и квалификации персонала
- ✔️ Обеспечение прозрачности производственных процессов
- ✔️ Гарантия конкурентоспособности отечественных предприятий
Без современных средств автоматизации технологическое перевооружение просто невозможно. Это аксиома.
Современные тренды модернизации промышленности
Ключевые тенденции развития отечественных предприятий
Модернизация производств происходит с учётом специфических требований российского рынка. Что характерно для текущего этапа?
Быстро меняющаяся номенклатура продукции диктует необходимость создания реконфигурируемых производственных систем. Даже при крупносерийном выпуске (что типично для российской промышленности) требуется гибкость.
Комплексный подход к техническим решениям предполагает замену устаревшего оборудования целыми участками — от 5 до 20 единиц вместо точечных обновлений по 1–3 станка. Разница ощутима, согласитесь.
| Направление модернизации | Характеристика | Ожидаемый эффект |
|---|---|---|
| Реконфигурируемое производство | Адаптация под изменяющуюся номенклатуру | Гибкость производственных линий |
| Комплексная замена оборудования | Участками по 5–20 единиц | Системное обновление вместо «лоскутной» модернизации |
| Внедрение наукоёмких технологий | Оборудование мирового уровня | Гарантированное качество, энергоэффективность |
| Мехатронные станочные системы | Интеллектуализированные комплексы | Многоцелевой функционал, компактность |
Наукоёмкие технологии и интеллектуализация
Широкое внедрение наукоёмких технологий и средств оснащения мирового уровня становится необходимостью. Применение передовых методов обработки материалов и инструмента обеспечивает высокое качество, энергосбережение и ресурсоэффективность.
Востребованность интеллектуализированных мехатронных систем растёт. Такие станочные комплексы обеспечивают многоцелевой функционал при компактности производства.
Расширяется спектр экспертно-инженерных услуг: технологическое обоснование проектов, промышленный маркетинг, оценка инвестиционных рисков. Без этого эффективное использование вложений в реинжиниринг проблематично.
Техническая и информационная автоматизация: два ключевых направления
Hard-аспект: роботизация и мехатронизация
Автоматизация дифференцируется на техническую реализацию (hard-аспект) и информатизацию (soft-аспект). Техническая сторона включает:
- → Роботизацию технологических процессов
- → Мехатронизацию станочных обрабатывающих комплексов
- → Компьютеризацию управления
- → Контроллинг основных и вспомогательных средств производства
Эти инструменты применяются во всех переделах машиностроения: заготовительных, обрабатывающих, сборочных, тестирующих, логистических.
Soft-аспект: информационные системы управления
Информатизация технической подготовки производства и управления бизнес-процессами осуществляется на базе современных IT-технологий: CAD-CAM-PDM-САПР-MES-MRP-ERP. Охватить все аспекты индустрии автоматизации — задача почти невыполнимая, ведь она столь же обширна, как само машиностроение.
Сфокусируемся на проблемах технологического перевооружения, напрямую связанных с автоматизацией.
Планирование перевооружения: от аудита до внедрения
Формирование планов технологического обновления
Одна из ключевых задач, где инструменты информационной автоматизации играют решающую роль — формирование планов техперевооружения предприятий. Именно этот документ определяет выбор инструментов реинжиниринга и поэтапность реновации станочного парка.
План включает несколько аспектов модернизации производственной инфраструктуры:
- ✓ Реструктуризацию инфраструктуры и системы управления
- ✓ Замену и реновацию станочного парка на основе прозрачной модели производства
- ✓ Внедрение адекватных средств управления производственными процессами (АСУПП)
- ✓ Оснащение рабочих мест технологов современными АРМами
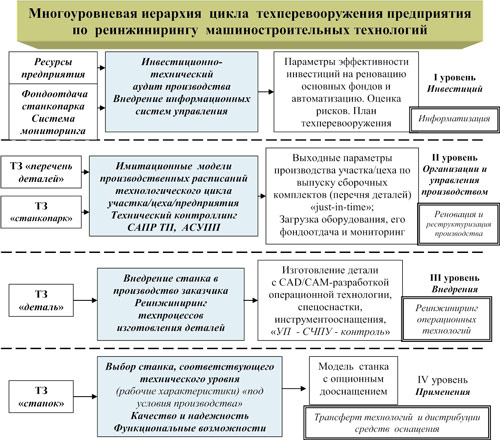
Рис. 1 Структура реинжиниринга машиностроительных технологий предприятия
Уровни модернизации: восходящий и нисходящий подходы
На рисунке 1 показаны уровни модернизации через обновление станкопарка. Традиционно предприятия начинают «снизу» — с технического задания на модернизацию (IV уровень) и внедрения нового оборудования (III уровень).
Разумеется, это должны быть автоматизированные станочные комплексы с современными IT-средствами поддержки и управления. Формирование плана техперевооружения соответствует II уровню, а комплексный бизнес-план с оценкой инвестиционных рисков — I уровню.
Имитационное моделирование позволяет реализовать нисходящий подход (I→IV), формируя прозрачный план техперевооружения. Встречный принцип планирования даёт решение, удовлетворяющее как производственным запросам «снизу», так и интересам инвесторов по прозрачности и минимизации ресурсов.
Сформировать гармоничный план под инвестиции (обычно частно-государственные ресурсы) — дело ответственное. Требуются наукоемкие методики аудита, экспертные оценки, технико-экономическое обоснование и стратегический анализ.
Затраты на стадии планирования относительно невелики, но цена ошибок высока. Именно здесь закладывается структурная основа производства на годы вперёд, её конкурентоспособность и параметры инвестиций.

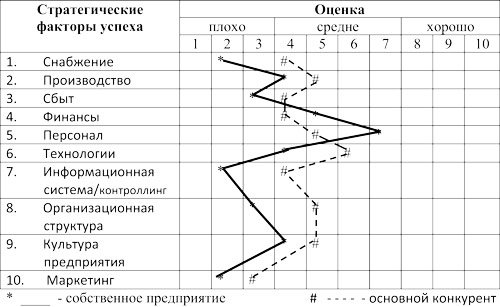
Рис. 2 Перечень направлений деятельности предприятия, определяющих комплексное планирование его технологического перевооружения
Почему нельзя полагаться только на внутренних специалистов
Предприятия обновляют производство «под портфель заказов», зависящий от госзаказов и рыночной конъюнктуры. Теория и опыт подсказывают: нельзя поручать формирование таких планов только своим инженерным службам.
Взгляд «замыливается», стереотипы мышления преодолеть трудно. Недостаток системных знаний и наукоемких практик часто не позволяет найти оптимальное решение. Результат — «лоскутная» модернизация, решающая частные проблемы фрагментарно.
Оправдывать такую философию ограниченностью финансов нельзя. Главное здесь не деньги, а выверенные инженерные решения. Задачи реновации станкопарка наиболее ресурсо- и наукоёмки, поэтому определяют ключевые направления обновления.
Кроме производственных процессов, план должен охватывать иные подразделения и виды деятельности в силу их взаимосвязанности (рис. 2).
Производственный аудит и инженерная экспертиза
Проблема неэффективного использования оборудования
Практика последних десятилетий показала: закупленное российскими предприятиями зарубежное оборудование используется неэффективно. Денежные средства часто затрачиваются впустую или нецеленаправленно.
«Потёмкинские технопарки» — нередкая картина из дорогостоящих «технологических памятников», которые практически не функционируют. Сегодня всем ясно: модернизация должна быть плановой, системной, инновационной и «с внедрением».
Достичь этого можно только на основе современных подходов к подготовке комплексных планов технологического перевооружения. Они включают не только приобретение техники, но и её «оживляющее» внедрение, кадровую поддержку, инженерно-сервисное обеспечение, управление производством, комплексную автоматизацию.
Дефицит экспертно-инжиниринговых компаний
На российском рынке практически отсутствуют компании, способные объективно формировать инновационные планы техперевооружения для высокотехнологичных предприятий.
Дело не только в дефиците инженерных кадров. Нужен опыт, наработка решений, «набитая рука» опытных экспертов-технологов. Кроме того, важен независимый статус экспертизы — ангажированность российской экономики широко известна.
Что важнее: объективность и научная обоснованность решений или их «подгон» под бренд-портфель поставщика техники? Госинвестиции в оборонный комплекс не дают альтернативы. Стране нужны реальные машины и техника, а планы техперевооружения — лишь инструментарий достижения стратегических целей.
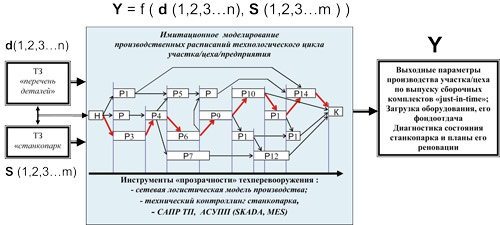
Рис. 3 Один из алгоритмов интеграции наукоемких методов инженерной экспертизы и имитационного моделирования производства «под план техперевооружения» предприятия
Ключевые вопросы производственного аудита
Производственный аудит и инженерная экспертиза, основанные на мониторинге и имитационном моделировании логистических потоков, дают ответы на серьёзнейшие вопросы:
- ✦ Какие станки подлежат замене в первую очередь?
- ✦ Какова значимость конкретного станкоместа в производственных потоках?
- ✦ По каким критериям оценивать приоритетность замены оборудования?
- ✦ Как «расшить» узкое место в производстве?
- ✦ Какой уровень автоматизации применить?
- ✦ Как распланировать замену станков по срокам, чтобы минимизировать потери?
- ✦ Насколько эффективно израсходованы инвестиции?
- ✦ Как составить обоснованный план техперевооружения?
Только специалист-эксперт способен «разглядеть» применяемость инструментов и осуществить нужную интерпретацию результатов на стадии формирования плана для конкретного предприятия.
Инструменты управления производством: MES, MRP, ERP-системы
Автоматизированные системы управления
Эффективно управлять производством — широким комплексом материальных, информационных и человеческих ресурсов, синхронизированных во времени, — невозможно «вручную». Если на выходе нужно прецизионное качество деталей, минимизация сроков поставки по принципу «just-in-time» при низкой себестоимости — это наукоёмкая инженерная задача.
Столь сложную задачу управления многономенклатурным производством нельзя решить эвристическими приёмами. Современные информационные средства автоматизации (САПР ТП, SKADA, MES, MRP-системы) являются инструментами АСУПП и эффективно применяются.
Именно эти программные средства позволяют организовать машиностроительное производство так, чтобы удовлетворять требованиям ISO 9000 и обеспечивать конкурентоспособность на мировом уровне.
| Система | Назначение | Область применения |
|---|---|---|
| CAD/CAM | Проектирование и подготовка производства | Конструкторские и технологические отделы |
| MES | Управление производственными исполнителями | Цеховой уровень управления |
| MRP/ERP | Планирование ресурсов предприятия | Управление запасами, закупками, финансами |
| SCADA | Диспетчеризация и мониторинг | Оперативное управление процессами |
Технический контроллинг
Технический контроллинг производства формирует параметры состояния станочного парка, что даёт объективную основу для его замены или планового ремонта.
Обоснованное формирование планов техперевооружения — наукоёмкая задача, требующая высокой инженерной квалификации и адекватного применения инструментов мониторинга. Часто инструментами решения являются современные информационные средства управления и специализированные программные продукты.
Для создания плана требуется выполнить ряд экспресс-проектов маркетингового, инжинирингового и экспертного характера. Экспертная оценка и объективные параметры инфраструктуры позволяют имитационно смоделировать производственные процессы и выявить влияние входных параметров на выходные показатели (рис. 3).
Сформированные экспресс-модели компактно отражают наиболее важные процессы и взаимосвязи существующего производства. Автоматизация «планирования» техперевооружения закладывает основу для «производственной» автоматизации.
Заказчики получают прозрачную модель будущего производства, познают возможности soft-автоматизации, поддерживающей future hard-технологии, оценивают технико-экономический эффект. Главное достоинство подхода — формируется «прозрачность» инвестиций при организации дискретного многономенклатурного производства малой серийности.
Кадровое обеспечение автоматизированных производств
Проблема подготовки специалистов
Теория и практика управления машиностроительным производством говорят: наиболее важное звено в «автоматизационной проблеме» лежит в сфере правильной организации производственной инфраструктуры и управления предприятием, а затем уже переходит к обновлению станкопарка.
Здесь действует фундаментальный закон технологии машиностроения: «технология первична — средства оснащения вторичны». Взаимосвязь реинжиниринга производственных технологий и реновации станкопарка находится в этой же зависимости, что реализуется через правильно сформированный план техперевооружения.
Проблема подготовки кадров для автоматизированных технологических процессов, для профессиональных дистрибуций оборудования и решения задач модернизации должна решаться принципиально по-новому. Скоро это станет критичным для промышленности.
Наиболее востребованы сейчас инженеры-технологи машиностроительного производства, обучение которых требует креативных образовательных технологий, специализированных практик и тренингов. Таких программ пока нет в отечественных технических вузах.
Автоматизация является эффективной формой интеллектуализации бизнес-процессов российских предприятий. Правильно сформированный «прозрачный» план технологического перевооружения закладывает инновационный базис для достижения конкурентоспособности и определяет оптимальность инвестируемых ресурсов на реинжиниринг и реновацию станочного парка.
Макаров В.М.
д.т.н., профессор кафедры «Станки»
главный научный сотрудник Центра технологического перевооружения машиностроительных предприятий Государственного инжинирингового центра МГТУ «Станкин»
Лукина С.В.
д.т.н., профессор кафедры «Автоматизированные станочные
системы и инструменты» МГТУ «МАМИ»
Литература:
1. Макаров В.М. Комплексированные обрабатывающие системы. — Ритм № 8, 2011 с.20–23.
2. Лукина С.В. Управление стоимостью инновационного обновления парка средств оснащения обрабатывающих производств. Сборник докладов III конференции «МТИ-2010». — М., МГТУ «Станкин», 2010, с. 137–142.
3. Фролов Е.Б., Крюков В.В. Нужна ли директору «прозрачность» производства. — Станочный парк, № 9, 2010, с.56–61.
4. Кондрашов И.В., Чернышов В.Н., Медведева Г.М. Производственные исполнительные MES-системы — необходимое звено в процессах развития отрасли. — Станочный парк, № 6, 2011.
5. Савинов Ю.И. Обслуживание станков по фактическому состоянию. — Ритм, № 4, 2011.
6. Макаров В.М., Лукина С.В., Лебедь П.А. Имитационное моделирование в задачах технологического инжиниринга. — Ритм, № 2, 2012, с. 20–26.

