Принципы метода деформирующего резания
Высокая производительность без охлаждающих жидкостей
Метод ДР (деформирующего резания) реализуется на стандартном металлорежущем оборудовании, в том числе с ЧПУ, является высокопроизводительным, обработка ведется простым инструментом, смазочно-охлаждающие жидкости не требуются.
Представьте: никакой СОЖ, никакой сложной оснастки, а результат превосходит традиционные методы. Это не фантастика, это реальность.
Метод позволяет управлять всеми геометрическими характеристиками получаемого макрорельефа. Возможно получение межреберных зазоров от единиц микрометров до единиц миллиметров.
Широкий диапазон, не правда ли? От микрон до миллиметров — это охватывает большинство практических задач.
Влияние пластичности материала на обработку
Относительное удлинение — ключевой показатель
На осуществимость процесса в наибольшей степени влияют пластичность обрабатываемого материала и соотношение глубины резания и подачи.
Показателем, в наибольшей степени характеризующим пластичность, является относительное удлинение.
| Относительное удлинение | Материалы | Максимальная высота ребер | Возможность обработки |
|---|---|---|---|
| Более 30% | Большинство цветных металлов | До 7 шагов (но не более 4 мм) | Отличная |
| 20-30% | Большинство сталей | 3-5 шагов оребрения | Хорошая |
| Менее 18% | Хрупкие материалы | — | Не поддается |
Для цветных сплавов площадь поверхности после обработки по методу ДР может быть увеличена в 14 раз.
14 раз! Это не опечатка. Представьте, насколько это увеличивает эффективность теплообмена или других процессов, где важна площадь поверхности.
Области применения технологии ДР
Многофункциональность — сильная сторона метода
Технология деформирующего резания многофункциональна и имеет несколько областей использования:
- ✓ получение высокоэффективного оребрения на трубах теплообменных аппаратов, использующих фазовые (кипение, конденсация) переходы
- ✓ изготовление капиллярно-транспортных структур с высотой капиллярного поднятия до 0,7 метра (для фитилей тепловых труб)
- ✓ создание износостойких, в том числе самосмазывающихся композиционных покрытий большой толщины
- ✓ восстановление исходных размеров и характеристик поверхности изношенных валов
- ✓ подготовка поверхностей под плазменное напыление, склеивание и диффузионную сварку
- ✓ получение качественных резьб на пластичных металлах за один проход
- ✓ изготовление щелевых металлических сеток с плотностью до 1000 отверстий/мм²
- ✓ производство трубчатых щелевых фильтров с тонкостью фильтрации от 10 мкм
Впечатляющий список, согласитесь. От теплообменников до фильтров — технология покрывает множество отраслей.
Оребрение труб теплообменников: эффективность на 50% выше
Мелкошаговые поверхности для фазовых переходов
Наиболее целесообразным является использование метода ДР для получения мелкошаговых поверхностей теплообмена.
Узкий межреберный зазор при высокой степени развития поверхности необходим для теплообменных устройств, реализующих фазовые переходы.
Установлено, что макрорельеф, получаемый методом ДР, изменяет как механизм парообразования, так и механизм конденсации.
Как это работает при кипении
При кипении происходит деформация парового пузыря в узком межреберном зазоре. Тепловой поток передается уже не только через ножку пузыря, но и через его боковые поверхности.
Это принципиально иной механизм теплопередачи. Более эффективный.
Особенности конденсации
При конденсации важным является такая особенность макрорельефа, как заострение вершин ребер.
Острые вершины ребер, получаемые ДР с радиусом заострения 10-20 мкм, растягивают и утончают пленку конденсата, значительно снижая ее термическое сопротивление и повышая коэффициент теплоотдачи.
| Параметр | ДР метод | Накатка роликами | Улучшение |
|---|---|---|---|
| Коэффициент тепловой эффективности | На 35-50% выше | Базовый | Существенное |
| Снижение веса | 28% | — | Значительное |
| Снижение габаритов | 13% | — | Заметное |
| Радиус заострения ребер | 10-20 мкм | Больше | Острее |
Как в режиме кипения, так и конденсации выявлено увеличение коэффициента тепловой эффективности на 35-50% для труб, оребренных по методу ДР, по сравнению с трубами, оребренными методом накатки.
Доказана возможность снижения веса теплообменников на 28% и одновременно их габаритов на 13% по сравнению с накатными трубами.
Это факт. Меньше вес, меньше габариты, выше эффективность. Что еще нужно?
Внутреннее оребрение труб диаметром от 14 мм
Новое направление разработок
В настоящее время ведутся работы по реализации метода ДР при получении развитых макрорельефов на внутренней поверхности теплообменных труб.
Получены образцы на трубах диаметром 14 мм и более и длиной более 3 м.
Внутреннее оребрение — это следующий шаг. Еще более сложная задача, но и потенциал роста эффективности выше.
Специализированная установка: производительность 4 м/мин
Решение для крупнотоннажного производства
Для промышленного использования предлагаемого метода при крупнотоннажном производстве оребренных труб теплообменного назначения необходимо обеспечение большой производительности.
Теплообменные трубы имеют длину до 6 м. Оребрение труб по методу ДР на обычных токарных станках не обеспечивает производительности более 1 м оребренной трубы в минуту, поскольку существуют ограничения на скорость вращения длинной трубной заготовки.
Для оребрения длинномерных труб разработана специализированная установка оребрения труб.
Была использована кинематическая схема с перемещающейся вдоль оси трубной заготовкой и тремя инструментами для ДР, вращающимися вокруг нее.
Производительность установки при шаге оребрения 0,75 мм составила 4 погонных метра оребренной трубы в минуту.
| Параметр | Обычный токарный станок | Специализированная установка | Рост |
|---|---|---|---|
| Производительность, м/мин | До 1 | 4 | В 4 раза |
| Количество инструментов | 1 | 3 | Параллельная обработка |
| Кинематика | Вращается заготовка | Вращаются инструменты | Эффективнее |
4 метра в минуту — это серьезно. Для производства тысяч труб это означает колоссальную экономию времени.
Упрочняющие композиционные покрытия булатного типа
Химико-термическая обработка после ДР
Перспективным направлением использования метода деформирующего резания является создание упрочняющих композиционных слоев на поверхности деталей на основе обработки методом ДР и последующей химико-термической обработки.
Наличие глубоких узких каналов между ребрами в поверхностном слое заготовки качественно меняет механизм формирования диффузионного покрытия.
Насыщение легирующими элементами происходит не с поверхности детали, а через боковые стороны ребер одновременно по всей толщине формируемого покрытия.
Изменяя соотношения между толщиной ребер, шириной каналов, глубиной структуры и параметрами диффузионного насыщения, возможно получение четырех типов поверхностных структур.
Покрытия булатного типа
Структуры с наличием тонкой прослойки исходного пластичного материала в сердцевине ребра способны работать как упрочняющие даже при ударных нагрузках.
Такие структуры, по сути, являются покрытиями булатного типа.
Остаточная пористость в виде щелей, выходящих на поверхность детали в случае пар трения, может служить объемом для удержания жидкой или твердой смазки и сбора продуктов износа.
Такие поверхности являются самосмазывающимися, поскольку смазка находится в объеме самого поверхностного слоя.
Исследованиями установлено равномерное распределение легирующих элементов и твердости по всей толщине легированного слоя, что не характерно для традиционных методов химико-термической обработки.
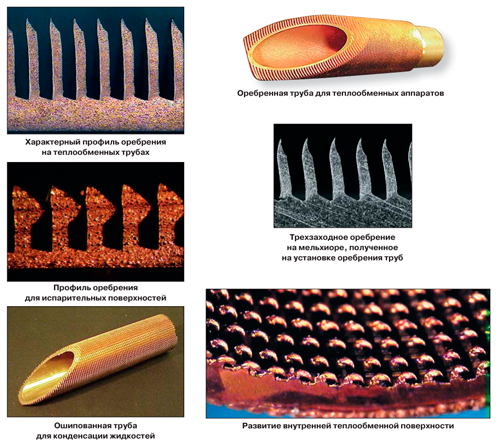
Рис. 1. Микроструктура композиционного покрытия булатного типа
Восстановление изношенных валов: увеличение на 0,8 мм
Перераспределение материала поверхностного слоя
Другим направлением применения метода деформирующего резания является его использование для восстановления размеров и характеристик поверхности изношенных деталей машин.
Увеличение линейных размеров происходит за счет перераспределения материала поверхностного слоя детали при формировании оребренной структуры.
Неизбежное при восстановлении методом ДР уменьшение площади несущей поверхности на 20-30% компенсируется повышением твердости новой поверхности по сравнению с исходным материалом, поскольку ребра представляют собой неотделившуюся нагартованную стружку.
При необходимости поверхностная пористость может устраняться путем заполнения межреберных зазоров ремонтными составами, плазменным или газопламенным напылением.
Метод ДР был успешно применен при восстановлении размеров изношенных посадочных мест крупногабаритных валов теплоэнергетического оборудования на ряде московских ТЭЦ, при этом увеличение диаметральных размеров составляло до 0,8 мм.
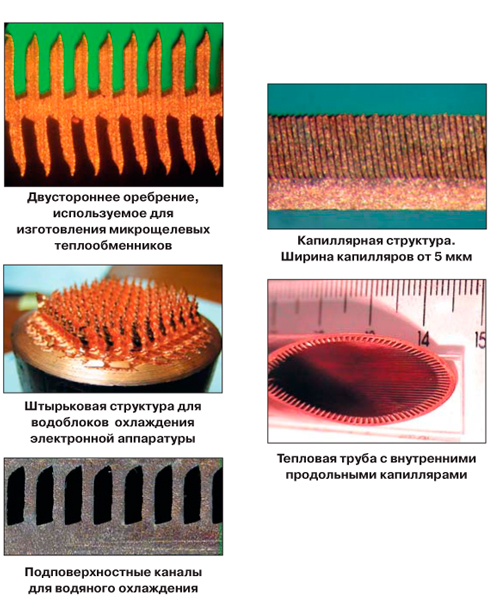
Рис. 2. Восстановление изношенных валов на ТЭЦ
| Параметр восстановления | Значение |
|---|---|
| Увеличение диаметра | До 0,8 мм |
| Уменьшение несущей поверхности | 20-30% |
| Повышение твердости | За счет нагартовки |
| Применение | Крупногабаритные валы ТЭЦ |
Щелевые металлические сетки: 1000 отверстий/мм²
Двусторонняя обработка в перпендикулярных направлениях
Получение сеток основано на двусторонней обработке методом ДР металлического листа в перпендикулярных направлениях.
Дно канавок, получаемых на одной стороне листа, пересекается с дном канавок, полученных на другой стороне листа с формированием квадратных или прямоугольных отверстий.
Получены сетки из титана, алюминия, серебра и других материалов.
Предельное количество отверстий составляет до 1000 на квадратный миллиметр с производительностью получения отверстий на токарном станке — 5000 отверстий в секунду.
5000 отверстий в секунду! Это не опечатка. Такая производительность открывает возможности для массового производства.
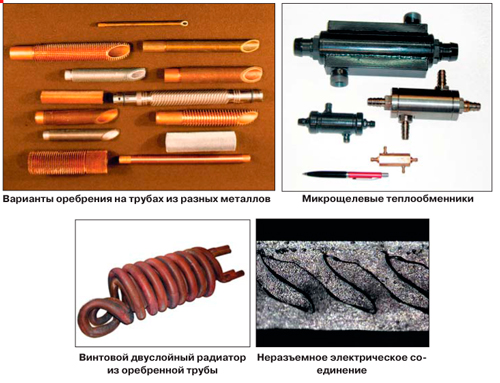
Рис. 3. Металлическая сетка высокой плотности

Рис. 4. Микроструктура сетки из цветных металлов
Трубчатые фильтры с регулируемой щелью от 10 мкм
Фильтроэлементы из полимерных и металлических труб
Из трубчатых полимерных или металлических трубчатых заготовок возможно получение щелевых фильтроэлементов.
Используются заготовки специального профиля (с внутренними продольными пазами или продольно-гофрированные) или стандартные заготовки кольцевого сечения.
При использовании стандартных труб синхронное вращение заготовки и инструмента позволяет получить сквозное прорезание стенки трубы не по всей длине окружности, а участками, с формированием рядов щелей.
Фильтры с винтовыми рядами щелей
Особый интерес представляет фильтрующая труба с винтовыми рядами сквозных щелей.
Такая труба, как аналог пружины, имеет возможность значительных упругих деформаций вдоль своей оси.
При растяжении или сжатии трубы, которое легко организовать в конструкции фильтра, сквозные щели будут увеличивать или уменьшать свою ширину вплоть до нулевой.
Раскрытие фильтра можно использовать при его промывке.
Это гениально просто. Нужно промыть фильтр? Растяни трубу, щели расширятся, грязь выйдет. Сожми обратно — фильтр снова готов к работе.
| Параметр | Полимерные фильтры | Металлические фильтры |
|---|---|---|
| Наружный диаметр | 6-160 мм | До 160 мм |
| Толщина стенки | 1-6 мм | До 1 мм |
| Ширина щели | 0,01-1 мм | 0,01-1 мм |
| Тонкость фильтрации | От 10 мкм | От 10 мкм |
Использование метода ДР позволяет получать полимерные фильтрующие трубы с наружным диаметром от 6 до 160 мм, с толщиной стенки от 1 до 6 мм, получая сквозные щели с шириной от 0,01 до 1 мм.
Для металлических фильтров толщина стенки составляет до 1 мм.
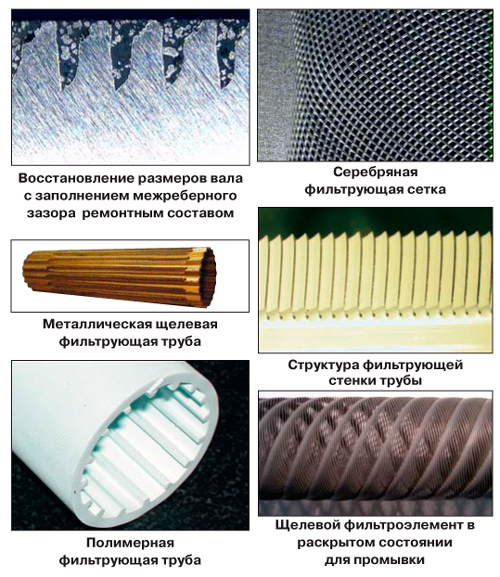
Рис. 5. Трубчатый фильтр с регулируемой шириной щели
Метод деформирующего резания — это не просто еще одна технология. Это инструмент, который открывает новые возможности там, где традиционные методы бессильны.
От теплообменников до фильтров, от восстановления деталей до создания сверхпрочных покрытий — ДР находит применение в самых разных областях.
И это только начало.
Д.т.н., проф. Н.Н. Зубков
МГТУ им. Н.Э. Баумана
http://www.defrez.ru/

