Плавающие пластины: принцип самоустановки
Наиболее распространенным способом чистового растачивания глубоких отверстий является использование расточных головок с плавающими двухлезвийными пластинами. Почему именно этот метод получил такое распространение? Все просто: пластина сама находит правильное положение в отверстии.
В одном из вариантов конструкций (рис. 1) пластина состоит из двух блоков 3 и 2, которые расположены в пазу корпуса 1. Блоки имеют припаянные твердосплавные режущие элементы и для увеличения диаметра по калибрующим кромкам лезвий раздвигаются с помощью винта 4. В корпусе 1 блоки 2 и 3 крепятся винтами 5.
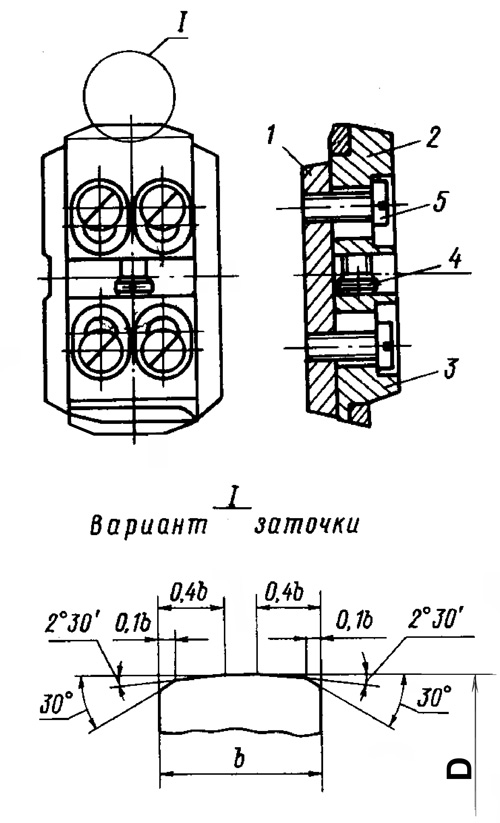
Рис. 1 Сборная расточная плавающая пластина
Данная конструкция пластин позволяет настраивать их на требуемый диаметр обработки и увеличить число переточек. Это серьезно экономит деньги при серийном производстве.
Конструкция пластин: симметричная заточка
Как правило, пластины затачивают в сборе для четкой симметричности расположения элементов лезвий по диаметру и в осевом направлении. В зависимости от технологии использования заточка пластин может быть различной.
В общем случае выделяют заборный участок лезвия пластины, исполненный под углом 20...30'. Резание металла при растачивании выполняется в основном этим участком. Калибрующий участок по центру пластины выполняется цилиндрическим и параллельным оси пластин. Этот участок обеспечивает шероховатость обработанной поверхности, срезая оставшиеся гребешки после прохода заборной части, и окончательно определяет диаметральный размер D обработанного отверстия.
В приведенном варианте заточка пластины исполнена симметричной. Такие пластины предназначены для растачивания как на сжатие, так и на растяжение, то есть работают прямым и обратным ходом. Удобно, не правда ли?
Для работы пластину 1 устанавливают с минимальными зазорами в прямоугольный паз специальной оправки 2 (головки), но с возможностью свободного смещения (плавания) в диаметральном направлении (рис. 2, а).
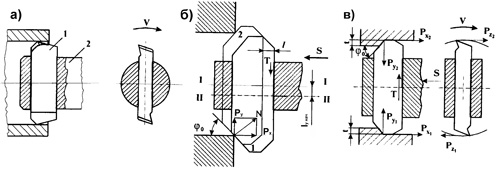
Рис. 2. Схема работы плавающей пластины
Самоустанавливание: три периода работы
Процесс обработки отверстий плавающими пластинами можно определить состоящим из периодов самоустанавливания, врезания и установившегося резания (рис. 2).
Период самоустанавливания. Плавающий блок (пластина) при подходе к заготовке контактирует с ней заборной частью одного из режущих лезвий, например 1, заточенным под углом φ₀ (рис. 2, б). В начальном положении – положении заправки – ось оправки I–I не совпадает с осью пластины II–II на величину ly нач. Срезания стружки не происходит, а имеет место скольжение режущего лезвия по кромке обрабатываемого отверстия.
Если принять нормальную составляющую N, состоящую из радиальной Рх и осевой Ру сил, то получим, что в начальный период расточной блок перемещается составляющей Ру, преодолевающей силу трения Т в пазу оправки (Ру > Т).
Период врезания начинается с момента начала контакта с заготовкой обеих лезвий инструмента, то есть тогда, когда режущее лезвие 2 коснется кромки детали (рис. 2, б). Происходит равномерное деление припуска между обоими режущими лезвиями и условно полная компенсация радиальных составляющих сил резания на каждом лезвии, то есть Ру1 = Ру2 (рис. 2, в).
Исследования схем растачивания плавающим инструментом [1] указывают, что для обеспечения самоустанавливаемости расточного блока необходимо уменьшать угол в плане φ₀ режущих лезвий и коэффициенты трений на заборной части и в пазу оправки, а также свести перекосы пластины в пазу до минимума.
При больших значениях угла φ₀ и силы трения Т может произойти самоторможение блока и, как следствие, срезание стружки одним лезвием. Отсюда в типовых конструкциях пластин в схеме заточки инструмента (рис. 1) угол φ₀ заборной части лезвий принимают равным 20...30' при малой шероховатости контактных поверхностей паза головки и базовых поверхностей пластины при малых зазорах в сопряжении.
Точность обработки: независимость от погрешностей
При расточке отверстий плавающими пластинами вследствие большой их жесткости и наличия плавания (самоустановки) исключается влияние на точность диаметра отверстия таких факторов, как:
- геометрические погрешности станка и оснастки;
- погрешности базирования обрабатываемой заготовки и инструмента;
- податливости технологической системы СПИД;
- нестабильности механических свойств обрабатываемого материала и др.
При соприкосновении заборной части пластины с поверхностью исходного отверстия пластина центрируется относительно него и в процессе резания формирует цилиндрическую поверхность, диаметр которой соответствует диаметру окружности, описанной вокруг вершин режущих кромок пластины. При этом, естественно, положение оси исходного отверстия сохраняется.
Это важный момент: плавающая пластина не исправляет ось отверстия, она лишь повторяет ее. Поэтому качество предварительной обработки критически важно.
Типы расточных головок: четыре варианта
Головки для чистового растачивания глубоких отверстий плавающими пластинами могут быть достаточно сложными по конструкции, поскольку помимо паза для пластины должны иметь определенную систему направляющих, обеспечивающих центрирование головки в обрабатываемом отверстии.
Среди конструкций можно выделить расточные головки:
- с жесткими направляющими с натягом;
- с упругими регулируемыми направляющими с натягом;
- с ограниченно подвижными направляющими;
- с самоустанавливающимися направляющими.
Жесткие направляющие: диаметр 10-50 мм
Расточные головки с плавающей пластиной с жесткими направляющими применяют для чистового растачивания глубоких отверстий ∅10…50 мм [3]. На корпусе 4 головки размещены два ряда направляющих, между рядами в пазу корпуса устанавливается плавающая пластина 2. Направляющие 1 и 3 соответственно одного и другого ряда выполнены из текстолита. В каждом ряду установлено по четыре. Угловое расположение направляющих относительно друг друга и относительно лезвия определенно (рис. 3).

Рис. 3 Головка с жесткими направляющими
В зависимости от обрабатываемого материала и скорости резания режущие части плавающей пластины изготавливают из быстрорежущей стали или твердого сплава. Для растачивания диаметров 10…50 мм пластины, как правило, выполняются монолитными.
Так как растачивание данной головкой ведут на растяжение, то первый ряд направляющих 3 обтачивают на диаметр d1, обеспечивающий гарантированный зазор по диаметру 0,02…0,05 мм между направляющими и поверхностью исходного отверстия, второй же ряд направляющих 1 обтачивают на диаметр d2 = d0 + (0,02…0,04) мм, где d0 — диаметр плавающей пластины.
Прямоугольный паз корпуса расточной головки, в котором устанавливается и должна свободно перемещаться плавающая пластина, изготавливают с высокой точностью, обеспечивающей посадку пластины по H7/g6. Такая точность необходима для исключения перекосов и заклинивания пластины в пазу и для обеспечения взаимозаменяемости пластин. Головка работает с внутренним подводом СОЖ.
Упругие резиновые направляющие: 85-150 мм
Расточные головки с регулируемыми упругими направляющими элементами с натягом могут быть нескольких конструктивных исполнений. Для чистового растачивания глубоких отверстий ∅85…150 мм может быть применена головка, показанная на рис. 4. Она может быть использована при работе как на сжатие, так и на растяжение.
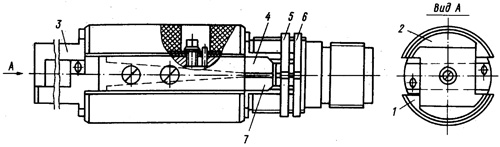
Рис. 4 Головка с упругими (резиновыми) направляющими с натягом для чистового растачивания отверстий ∅85…150 мм
В обрабатываемом отверстии головка базируется двумя направляющими 1 и 2, выполненными в виде колодок с резиновым покрытием. Направляющие своими боковыми краями опираются на клинья 4 и 7, которые в свою очередь перемещаются по скошенным плоскостям корпуса 3 головки с помощью гаек 5 и 6.
Головки перед растачиванием настраивают так, чтобы обеспечить натяг в отверстии по направляющим в зависимости от его диаметра 0,2…0,8 мм. Общий вид головки с резиновыми направляющими показан на рис. 5.
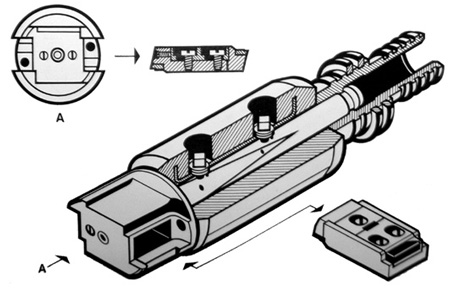
Рис. 5 Общий вид головки с упругими (резиновыми) направляющими
Самоустанавливающиеся шпонки: 50-85 мм
Головки с ограниченно подвижными (самоустанавливающимися) направляющими (рис. 6) используются для растачивания отверстий ∅50…85 мм [2].
На направляющих шпонках исполнены заходные конуса, при введении головки в обрабатываемое отверстие колодки сдвигаются диаметрально на величину натяга, поскольку диаметр обрабатываемого отверстия должен быть меньше диаметра головки по шпонкам.
Рис. 6 Расточная головка с ограниченно подвижными самоустанавливающимися направляющими
Вариант конструкции головки с самоустанавливающимися направляющими (рис. 7) имеет восемь направляющих шпонок 2, расположенных в двух рядах по четыре шпонки в каждом [2]. Паз 10 для плавающей пластины находится между первым и вторым рядом направляющих шпонок и повернут по отношению к плоскости расположения шпонок на 45°, чтобы обеспечить большую механическую прочность корпуса 1.
Рис. 7 Расточная головка с самоустанавливающимися направляющими шпонками для скоростного чистового растачивания
Направляющие шпонки 2 крепятся винтами 3 в соответствующих колодках 6, которые своими внутренними скосами опираются на полые цилиндры 8. В полые цилиндры вставлены цилиндрические пружины 7, под действием которых полые цилиндры раздвигаются, а колодки со шпонками при этом перемещаются в радиальном направлении. Планки 4, 5 и 9 ограничивают перемещение колодок в радиальном направлении.
Естественно, диаметр головки по шпонкам в исходном положении должен быть больше диаметра обрабатываемого отверстия на величину натяга. Этот натяг должен обеспечить надежное базирование головки в отверстии и подбирается в реальных условиях (для данного типоразмера головки) в зависимости от жесткости пружин, раздвигающих колодки с направляющими шпонками.
Регулируемые шпонки: универсальная конструкция
Головка с регулируемыми направляющими шпонками (рис. 8) имеет направляющие шпонки из текстолита 5 и 12, расположенные по окружности впереди и сзади плавающей пластины 8, закрепленные в колодках 6 и 13.
Вращая гайку 2, в кольцевую выточку которой входят концы чеки 3, получают продольное движение валика 4 и радиальное перемещение колодок 6 в пазах корпуса 1. Для прижатия колодок 6 к валику 4 служат пластинчатые пружины 7, которые вставлены в соответствующие пазы колодок и крепятся к корпусу 1 винтами 14, для чего на корпусе 1 сделан соответствующий паз 15.
Радиальное перемещение колодок 13 с закрепленными в них направляющими шпонками 12 осуществляется посредством валика 11, который перемещается в осевом направлении вращением гайки 10. Прижатие колодок 13 к валику 11 обеспечивается пластинчатыми пружинами 9.
В прямоугольный паз корпуса расточной головки вставляется плавающая пластина 8. Пластина должна свободно перемещаться в пазу без перекосов и заеданий, что обеспечивается посадкой H7/g6 и шероховатостью сопрягаемых поверхностей не более Ra = 0,32…0,64 мкм.
а)
б)
Рис. 8 Головка с регулируемыми направляющими шпонками
Sandvik Coromant: режущедеформирующий инструмент
Конструкция инструмента для обработки отверстий диаметром 40...380 мм и глубиной до 4000 мм в гильзах пневмо- и гидроцилиндров представляется фирмой Sandvik Coromant (Швеция). Этот комбинированный режущедеформирующий инструмент работает следующим образом (рис. 9).
При прямом ходе инструмента (рис. 9, а) осуществляется растачивание отверстия плавающим двухлезвийным расточным блоком 1, оснащенным твердым сплавом. При этом обойма роликовой раскатной головки 2 сдвинута вправо на некоторое расстояние от опорного кольца 5, а ролики головки не касаются поверхности обработанного отверстия.
После окончания растачивания резцы плавающего блока 1 с помощью пневматического нажимного устройства с упором 4 утапливаются (рис. 9, б). Затем включается обратная подача инструмента, обойма раскатной головки 2 отодвигается влево и упирается в опорное кольцо 3. Ролики выдвигаются и начинают пластически деформировать поверхность обработанного отверстия.
После обработки указанным инструментом шероховатость поверхности отверстия может быть достигнута до Ra=0,05...0,20 мкм, а ее твердость в результате наклепа увеличивается на 50%. Обработка ведется с использованием СОЖ на масляной основе с противозадирными присадками [4].
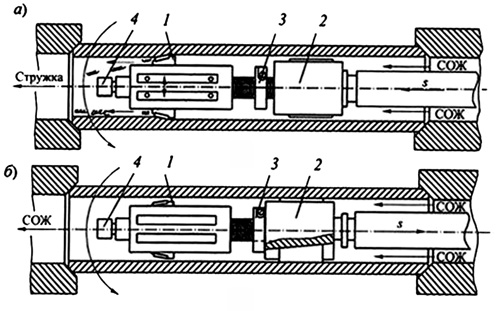
Рис. 9 Комбинированный режущедеформирующий инструмент фирмы «Sandvik Coromant»: а) растачивание; б) раскатывание
Технология скоростного растачивания: пошагово
Технология чистового растачивания головками с плавающими пластинами имеет определенные особенности. Чистовому скоростному растачиванию предшествует предварительное растачивание, при котором удаляется основной припуск по диаметру и выпрямляется ось отверстия.
Детали с отверстиями ∅ менее 70 мм и длиной до 6000 мм могут передаваться сразу на операцию чистового растачивания при условии, что прямолинейность просверленного отверстия соответствует техническим требованиям.
Оставляемый под чистовое растачивание припуск должен обеспечить удаление конусообразности, эллиптичности и неровностей поверхности.
При достаточной величине припуска можно понизить требования к операции предварительного растачивания и тем самым повысить ее производительность. При этом незначительное увеличение припуска не уменьшает производительность чистового скоростного растачивания. В общем случае в зависимости от диаметра и длины заготовки припуск может быть 0,9…2 мм на диаметр. Если операция чистового растачивания производится после сверления, то указанные выше припуски должны быть увеличены примерно на 50%.
При чистовом растачивании рекомендуется отдавать предпочтение процессу, при котором стебель работает на растяжение, так как в этом случае легче избежать его вибраций при больших скоростях резания и обеспечить более надежный отвод стружки.
Рассмотрим схему чистового скоростного растачивания при работе стебля на растяжение головкой с регулируемыми направляющими (рис. 10).

Рис. 10 Схема чистового растачивания на растяжение: а) введение головки в отверстие; б) начало процесса растачивания
Шаг 1. Обрабатываемая деталь 4 (рис. 10, а) устанавливается и выверяется на станке. Расточная головка 3 (без пластины), жестко закрепленная в стебле, вводится на всю длину задних направляющих шпонок 5.
Шаг 2. При вращении микрометрической гайки 6 обеспечивается радиальное перемещение направляющих шпонок 5 головки до их плотного соприкосновения с поверхностью отверстия. Осуществляется базирование головки, после чего головка проводится через отверстие детали до выхода за противоположный конец детали передних направляющих 2 с пазом под пластину.
Шаг 3. В паз корпуса вставляется пластина 7, головка перемещается вправо до положения, в котором между режущей кромкой пластины и образующей отверстия был бы зазор в 0,3…0,4 мм (рис. 10, б).
Шаг 4. Включается подача СОЖ, вращение детали и подача головки для захода пластины в отверстие. Выполняется растачивание заправочного отверстия до положения полного захода в отверстие передних направляющих 2 (рис. 10, в). Подача головки (и СОЖ) и вращение детали отключаются.
Шаг 5. Далее вращением микрометрической гайки 1 производится разжим передних направляющих 2 до их плотного соприкосновения с поверхностью отверстия, выполняется процесс растачивания, при этом головка базируется в обрабатываемом отверстии и передними, и задними направляющими.
При соответствующем опыте растачивание заправочного отверстия можно не производить. Для этого в крайнем правом положении головки (рис. 10, б) вращением микрометрической гайки 1 производится разжим передних направляющих на размер, превышающий размер пластины на 0,02…0,03 мм, что определит некоторый натяг по направляющим.
В случае растачивания отверстия за несколько проходов в конце прохода за передний торец детали выходят только задние направляющие шпонки и пластина. Передние направляющие шпонки остаются в расточенном отверстии. Пластина вынимается из паза расточной головки, а вращением микрометрической гайки 6 задние направляющие раздвигаются до размера расточенного отверстия. Далее расточная головка (без пластины) вновь проталкивается через расточенное отверстие за противоположный торец детали, в паз головки вставляется пластина со следующим размером и процесс повторяется.
Рассмотренный технологический процесс скоростного чистового растачивания предполагает работу стебля на растяжение при его обратном рабочем ходе. Прямой ход стебля остается холостым.
Растачивание глубоких отверстий расточными головками с самоустанавливающимися направляющими шпонками (рис. 7) отличается лишь тем, что отпадает надобность в установке направляющих шпонок на требуемый размер перед началом каждого прохода. А, главное, растачивание ведется и на сжатие, и на растяжение, то есть без потери времени на холостые ходы. Это существенно!
Режимы резания: скорость и подача
Режимы резания при чистовом растачивании зависят от разных факторов: обрабатываемый материал и его характеристики, диаметр и глубина отверстия, материал режущих элементов, оборудование и его возможности, используемые технологические схемы.
Так, например, при растачивании отверстий в стальных термообработанных трубах режимы для предварительных проходов могут быть:
- скорость резания 80…120 м/мин;
- подача от 2 до 5 мм/об;
- глубина резания 0,1…0,2 мм.
Для чистовых проходов соответственно:
- скорость резания 100…140 м/мин;
- подача от 2 до 8 мм/об;
- глубина резания 0,025 мм.
Указанные режимы резания демонстрируют высокую производительность чистового скоростного растачивания. Так, например, при растачивании отверстия ∅80…100 мм перемещение стебля с расточной головкой может быть от 2 до 6 м/мин.
Впечатляет, не правда ли?
СОЖ: требования к смазке
В качестве смазочно-охлаждающей жидкости при чистовом скоростном растачивании глубоких отверстий плавающими пластинками применяют либо специальные эмульсии, либо маловязкие СОЖ на масляной основе.
Необходимо обеспечить непрерывный подвод СОЖ в достаточном количестве к режущим кромкам пластины. Работа без СОЖ приводит к понижению стойкости плавающих пластин, скоплению стружки у режущих кромок и выкрашиванию пластинок твердого сплава.
Это критически важно: экономия на СОЖ может привести к серьезным потерям на замене инструмента и браке деталей.
Зенкерование: альтернатива растачиванию
Зенкерование цилиндрических отверстий в ряде случаев заменяет чистовое растачивание пластинами при обработке отверстий диаметром 7…50 мм. Это объясняется прежде всего простотой инструмента и его применения.
Зенкера, обычно, проектируют для работы на растяжение с передним или задним направлением, а, в ряде случаев, одновременно и с передним, и с задним направлением с наружным отводом стружки назад в сторону, противоположную подаче.
Естественно, что зенкерование (как и растачивание плавающими пластинами) не исправляет положение оси исходного отверстия и применяется лишь с целью исправления погрешностей формы отверстия в поперечном и продольном сечении. Эту функцию зенкера исполняют производительно, так как применяется многолезвийный инструмент с делением толщины среза.
Зенкерование повышает диаметральную точность отверстия до Н7…Н9 при получении шероховатости поверхности до Ra=12,5…0,4 мкм. В зависимости от требований, предъявляемых к отверстию, эта операция является либо финишной, либо подготовительной для последующего хонингования.
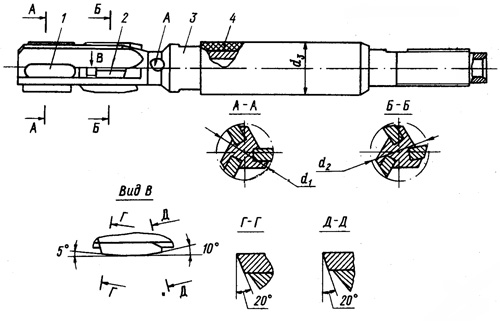
Рис. 11 Конструкция и геометрия заточки зенкера с передним и задним направлением и внутренним подводом СОЖ
Трехзубые зенкеры (рис. 11), работающие на растяжение, с передним и задним направлением рекомендуются [3] для обработки отверстий ∅8…30 мм после операции глубокого сверления. Зенкеры отвечают требованиям ОСТ 3–5869–85.
Переднее направление зенкера (рис. 11) выполнено в виде текстолитовой втулки 4 и заднее — как короткие текстолитовые направляющие шпонки 1. Твердосплавные режущие элементы 2 впаяны (или вклеены) в пазы корпуса 3 между передней и задней направляющими.
Зенкер направляется текстолитовой втулкой по просверленному отверстию (или по отверстию после прохода зенкером меньшего диаметра) с зазором 0,02…0,04 мм на диаметр. Длина втулки составляет (2…3)d для обеспечения определенности положения оси зенкера в процессе врезания режущих лезвий в начале обработки.
Задние направляющие шлифуются относительно диаметра по зубьям в плюс с целью обеспечения натяга 0,02…0,04 мм на диаметр. Благодаря наличию переднего и заднего направлений отверстие получается практически без погрешностей формы на всей его длине, в том числе и на выходе зенкера из отверстия, когда передняя направляющая уже вышла из отверстия.
Стружка из зоны резания отводится струей СОЖ, подаваемой под давлением через внутреннюю полость стебля и зенкера. При данной конструкции зенкера СОЖ от насосной станции может подаваться к зенкеру либо по отверстию в стебле, либо по кольцевому зазору между наружной поверхностью стебля и поверхностью отверстия в заготовке. В последнем случае необходимо применять маслоприемник и переходник, устанавливаемый между стеблем и зенкером.
При зенкеровании заготовок из стали используют зенкеры с пластинками твердого сплава. Скорость резания выбирается в зависимости от группы обрабатываемой стали [3] и может быть равной 120…70 м/мин при подачах (для диаметров 8…30 мм) от 0,3 до 0,6 мм/об.
| Параметр | Плавающие пластины | Зенкерование | Режущедеформирующий инструмент |
|---|---|---|---|
| Диаметр обработки, мм | 10-150 | 7-50 | 40-380 |
| Точность | Высокая | H7-H9 | Высокая |
| Шероховатость Ra, мкм | 0,4-1,6 | 0,4-12,5 | 0,05-0,20 |
| Скорость резания, м/мин | 100-140 | 70-120 | 80-120 |
| Подача, мм/об | 2-8 | 0,3-0,6 | 2-5 |
| Исправление оси | Нет | Нет | Нет |
| Упрочнение поверхности | Нет | Нет | Да, на 50% |
П.П. Серебреницкий
Литература:
- Кирсанов С.В., Гречишников В.А., Схиртладзе А.Г., Кокарев В.И. «Инструменты для обработки точных отверстий». – М., Машиностроение, 2003. 330 с.
- Минков М.А. «Технология изготовления глубоких точных отверстий». М., Л.: Машиностроение, 1965. 176 с.
- Уткин Н.Ф., Кижняев Ю.И., Плужников С.К. и др. «Обработка глубоких отверстий», (под общ. ред. Н.Ф. Уткина) Л.: Машиностроение., Л.О. 1988 г. – 269 с.
- Каталог фирмы Sandvik Coromant, 2010, (http://www.coromant.sandvik.com).

