История развития: от 60-х до наших дней
Данные технологии интенсивно развивались в России в 60-80 годы прошлого века как в научном, так и в прикладном плане, в основном в оборонных отраслях промышленности. Что это дало? Высокие показатели в ракетно-космической отрасли, военном авиастроении, создании турбин различного назначения.
Научный потенциал, достигнутый в тот период, до настоящего времени во многом не реализован. Это серьезная проблема, требующая решения.
В 90-е годы это перспективное направление военно-промышленного комплекса серьезно пострадало. Так, понесли значительный урон ведомственные лаборатории и научные школы, занимавшиеся прикладными задачами по внедрению покрытий в производство; практически остановилось развитие материальной базы данных технологий и, прежде всего, создание современного оборудования и материалов; был значительно утерян кадровый потенциал работавших по данной проблематике специалистов.
Вынужденная ориентация на применение зарубежных разработок (оборудования, материалов и технологий) в этом вопросе противоречит национальным интересам, так как данные технологии имеют двойное применение и используются в оборонных отраслях промышленности, а значит, поступают на внешний рынок только после серьезного устаревания в научном и прикладном плане.
Основы технологии: температура до 30 000°C
Наиболее перспективной в гамме газотермических технологий является технология плазменного напыления.
Сущность технологии заключается в получении низкотемпературной плазмы на основе электродугового разряда в среде различных газов или их комбинаций. Плазма (поток ионизированного газа с температурой 20 000°C…30 000°C) образуется в специальном генераторе плазмы – плазмотроне (рис. 1).
Для сравнения: газотермические методы, основанные на создании струи за счет сгорания газов дают возможность получения температуры струи до 3 000°C, что ограничивает технологические возможности метода.
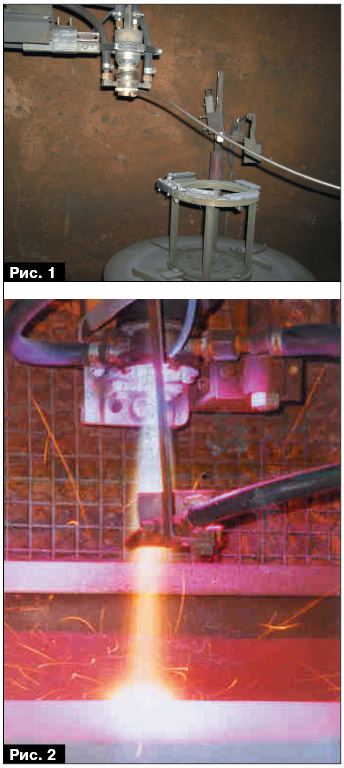
Рис. 1 Плазмотрон - генератор плазмы для напыления покрытий
В полученный в плазмотроне поток плазмы вводится в определенном месте порошок металла, металлокерамики или керамики, который практически мгновенно оплавляется, разгоняется до скорости 100…500 м/сек и выше и наносится на деталь (рис. 2). При этом деталь не нагревается более чем до 100–150°C.
В результате на поверхности детали формируется сравнительно тонкое покрытие (как правило в пределах 0,2 – 1 мм) с высокими эксплуатационными показателями.
Оборудование: сверхзвуковая плазменная струя
На установке, созданной в ООО «Техплазма», получена сверхзвуковая компактная плазменная струя, которая дает возможность формирования покрытий с более высокими эксплуатационными показателями (рис. 3).

Рис. 3 Сверхзвуковая плазменная струя для формирования покрытий с высокими эксплуатационными показателями
За счет изменения параметров процесса и состава наносимого материала появляется возможность создавать поверхностный слой на детали с различными свойствами.
Типы покрытий: от 0,01 до 10 мм
Технология плазменного напыления позволяет создавать широкий спектр покрытий:
- Износостойкие и антифрикционные покрытия – толщина покрытия 0,2…1,5 мм;
- Электроконтактные и электроизоляционные покрытия – толщина покрытия 0,01…0,3 мм;
- Теплозащитные и жаростойкие покрытия – толщина 0,2…10 мм;
- Коррозионностойкие и декоративные покрытия из любых термопластичных полимеров – толщина покрытия 0,1…5 мм.
Впечатляет, не правда ли?
Износостойкие покрытия: цилиндропоршневая группа
Наиболее весомым узлом, обеспечивающим надежность двигателя, является цилиндропоршневая группа, а важнейшую роль в этом играет правильный выбор материалов сопряжения трущейся пары «втулка-кольцо».
Мировой опыт показывает, что процесс плазменного напыления является эффективным методом решения указанных проблем. Так, фирма Sulzer Metco ввела в эксплуатацию линию по производству дизельного двигателя VW's V10 TDI для моделей Touareg и Phaeton с плазменно напыленным покрытием на внутренней стенке цилиндра.
Польза от реализации высокой технологии плазменного напыления заключается в повышении времени жизни и экономичности двигателя за счет снижения износа, коэффициента трения и защиты от коррозии.
В России двигатели с подобным решением отсутствуют. Это отставание нужно преодолевать.
ООО «Техплазма» разработало технологию создания износостойкого покрытия применительно к двигателям повышенной мощности, начиная с диаметра поршня 130 мм до 360 мм, предусматривающую нанесение на внутреннюю поверхность чугунных втулок (гильз) смеси металлических порошков, создающих покрытие с повышенными эксплуатационными показателями.
Отработка и испытания технологии производилась применительно к задаче восстановления цилиндровых втулок дизельных двигателей для тепловозов, судовых дизелей и дизель-генераторов.
Восстановление втулок: 6500+ деталей
Технология нанесения покрытия на внутреннюю поверхность втулок заключается в следующем:
- в качестве заготовки используется изношенная по внутреннему диаметру втулка, которая растачивается по внутреннему диаметру в единый размер;
- на подготовленную поверхность методом плазменного напыления наносится состав на основе металлических порошков, подобранный с учетом обеспечения оптимальной работы пары: поршень – втулка.
Нанесенный на внутреннюю поверхность втулки новый слой имеет более высокие, чем основной металл втулки, показатели по твердости и износостойкости. Существенному повышению износостойкости может способствовать и переход на металлокерамические порошки.
Кроме эффекта повышения износостойкости, нанесенный слой имеет пористую структуру, что обеспечивает высокие показатели по маслоудерживающей способности стенок втулки и создает лучшие условия для работы цилиндропоршневой группы.
Оценка прочности сцепления, проведенная по методике определения прочности хромовых покрытий, принятой на заводе-изготовителе (по состоянию границы излома кольцевых образцов), показала отсутствие сколов по границе покрытие-основа, что свидетельствует о достаточной прочности сцепления покрытия с чугуном цилиндровой втулки (рис. 4).
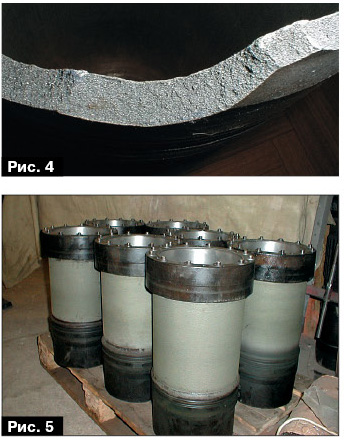
Рис. 4 Границы излома кольцевых образцов - проверка прочности сцепления покрытия
На основании полученных результатов была спроектирована технологическая линия, и с 2003 года начат выпуск восстановленных втулок для различных заказчиков в системе ППЖТ, речного транспорта и дизель-электростанций.
Линия позволяет восстанавливать чугунные втулки цилиндров дизельных двигателей диаметром от 130 до 360 мм и длиной до 1100 мм. На созданной линии выпущено по состоянию на 01.01.2010 года более 6500 втулок для различных двигателей. За период применения восстановленных втулок с 2002 года случаев отслоения нанесенных покрытий не было.
С учетом накопленного опыта совместно с ВНИИЖТ была откорректирована и согласована с ОАО «РЖД» технология восстановления цилиндровых втулок для дизелей Д49. Для втулок отдельных дизелей Д49, кроме восстановления внутреннего размера втулки и посадочных мест, актуальной задачей является нанесение противокавитационных покрытий в зоне водяного охлаждаемого контура, которая успешно решается нанесением противокавитационного покрытия на внешнюю сторону втулки (рис. 5).
Созданная технология восстановления втулок цилиндров дизельных двигателей при определенной доработке может стать основой для создания универсальной цилиндро-поршневой группы повышенного ресурса, а также отечественных дизелей с повышенным ресурсом на уровне мировых показателей. Данное решение используется и для повышения износостойкости цилиндров компрессоров (рис. 6).

Рис. 6 Повышение износостойкости цилиндров компрессоров
Кольца синхронизаторов: молибденовые покрытия
Применение износостойких покрытий на основе молибдена решает задачу повышения ресурса колец синхронизаторов для коробок передач (рис. 7, 8).

Рис. 7, 8 Покрытие на основе молибдена для колец синхронизаторов
Керамика и металлокерамика: рост ресурса в 8-10 раз
Существенный рост ресурса работы узла происходит при переходе на применение в качестве покрытий керамики и металлокерамики. Как и при переходе на керамическое покрытие для ните-транспортирующих валов в легкой промышленности, стойкость последних повышается в 8–10 раз по сравнению с покрытием из гальванического хрома.
Эффективно применение керамики и для упрочнения валов насосов в зоне сальникового уплотнения, которое является более дешевым, чем применяемое в настоящее время торцевое уплотнение (рис. 9).
Нанесение покрытий на основе как металлокерамики, так и металлических покрытий, особенно в сочетании с высокоскоростным напылением, дает реальное повышение ресурса работы бурового оборудования (рис. 10) либо задвижек (рис. 11).
Электроизоляционные покрытия: защита подшипников
Надежность работы соединений электротехнических групп, особенно с применением разнородных металлов алюминий – медь, зависит от надежности зоны контакта в долговременном плане. Возникновение в течение времени в зоне контакта окисных пленок может приводить к термическому разрушению контактного соединения.
Создание покрытий на поверхности деталей на основе металлов может достаточно эффективно осуществляться с помощью технологии плазменного напыления. В качестве примера, на рис. 12, 13 показано покрытие на основе Ni, которое обеспечивает долговременную защиту от коррозии соединения меди и алюминия.
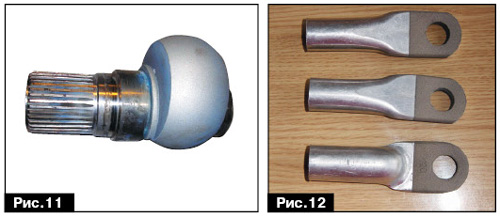
Рис. 12, 13 Покрытие на основе Ni для защиты соединения меди и алюминия
Покрытие является коррозионно- и химически стойким, обладает более высокой стойкостью при долговременном контакте как с алюминием, так и с медью, способно сохранять свои свойства в более широком температурном диапазоне – до 600°C, устойчиво к механическим воздействиям и является более надежным и долговечным.
В ряде случаев в электродвигателях возникают условия, при которых через подшипники проходит электрический ток. Особенно часто это явление встречается в тяговых электродвигателях рельсового транспорта, в промышленных энергоэффективных двигателях переменного тока повышенной мощности при применении частотных преобразователей, в генераторах.
В результате прохождения тока на телах качения и беговых дорожках подшипников возникают явления микросварки, которые перерастают в видимые повреждения, имеющие характерный вид рифленых канавок различной глубины. Это приводит к снижению срока службы подшипника и необходимости переборки двигателя с заменой подшипников.
Реальным методом борьбы с данным явлением является выполнение надежной электроизоляции между корпусом электродвигателя и подшипником или подшипником и валом двигателя.
Мировыми лидерами в подшипниковой отрасли принято решение, связанное с нанесением электроизолирующего керамического слоя на наружное или внутреннее кольца подшипников. В России до настоящего времени подобных подшипников не выпускалось.
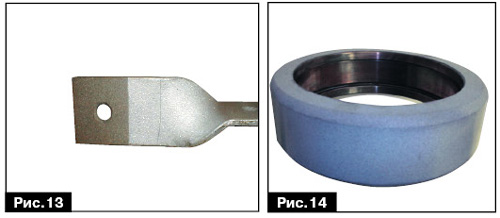
Рис. 14, 15 Электроизоляционное покрытие на кольцах подшипников
На основе проведенных работ ООО «Техплазма» разработало технологию нанесения электроизоляционного слоя на закаленное кольцо подшипника (рис. 14). Кольца с покрытием после механической обработки могут быть использованы на подшипниковых заводах для сборки электроизолированных подшипников. По данной технологии выпущены опытные партии подшипников (рис. 15).
Антикоррозионная защита: цинк и полимеры
Согласно ГОСТ 28302-89 слой цинка толщиной до 300 мкм может обеспечить защиту металлоконструкций от атмосферной коррозии на срок более 50 лет.
Применение горячего или термодиффузионного цинкования ограничено размерами ванны или камеры. В тоже время нанесение цинкового или алюминиевого покрытия методом плазменного напыления можно осуществлять на конструкции любого размера – в том числе в построечных условиях (рис. 16, 17).

Рис. 16, 17 Нанесение цинкового покрытия на металлоконструкции
Вместе с тем проведенные работы показывают, что с применением плазменного напыления возможно нанесение на металлоконструкции порошковых полимерных материалов, включая порошковые краски (рис. 18), что способствует формированию комплексных покрытий для защиты металлоконструкций и технологического оборудования от коррозии.
Применение смеси порошков на основе цинка и керамики может повысить стойкость нанесенного слоя в условиях атмосферного абразивного воздействия (пыль).
Таким образом, развитие технологии плазменного нанесения покрытий призвано решить широкий круг актуальных проблем отечественной промышленности.
Преимущества технологии: таблица сравнения
| Параметр | Плазменное напыление | Гальваническое покрытие | Горячее цинкование |
|---|---|---|---|
| Температура процесса | 20 000-30 000°C | 20-100°C | 450-470°C |
| Нагрев детали | 100-150°C | Не нагревается | До 450°C |
| Толщина покрытия | 0,01-10 мм | 0,01-0,3 мм | 0,05-0,3 мм |
| Размер деталей | Не ограничен | Ограничен ванной | Ограничен ванной |
| Прочность сцепления | Высокая | Средняя | Высокая |
| Шероховатость | Контролируемая | Низкая | Средняя |
| Экологичность | Высокая | Низкая | Средняя |
| Отрасль | Деталь | Тип покрытия | Эффект |
|---|---|---|---|
| Дизелестроение | Цилиндровые втулки | Металлическое | Рост ресурса в 2-3 раза |
| Автотранспорт | Кольца синхронизаторов | Молибденовое | Повышение износостойкости |
| Легкая промышленность | Ните-транспортирующие валы | Керамическое | Рост стойкости в 8-10 раз |
| Электротехника | Подшипники | Электроизоляционное | Защита от токов |
| Строительство | Металлоконструкции | Цинковое | Защита 50+ лет |
| Нефтегаз | Буровое оборудование | Металлокерамическое | Повышение ресурса |
к.т.н. Демидов Владимир Дмитриевич
Директор СКТБ «Техплазма»
Тел: +7 (985) 210-26-76
E-mail: texplazma@mail.ru

