Введение: задачи модернизации промышленности
В настоящее время в России стоят задачи модернизации и дальнейшего развития ключевых отраслей промышленности: авиастроения, судостроения, трубопроводного транспорта. Что для этого нужно? Создание оборудования и технологий, обеспечивающих сварку металлов больших толщин с минимальными сварочными деформациями, высоким качеством формирования сварного шва и обеспечением требуемых механических свойств соединения.
В этой области сварки ключевыми вопросами являются обеспечение качества (отсутствие дефектов, равнопрочность) сварных соединений новых материалов, повышение эффективности и производительности процесса сварки.
Принцип гибридной сварки: сочетание лазера и дуги
Чрезвычайно перспективной для решения этих задач является технология гибридной лазерно-дуговой сварки (ГЛДС), предложенная в 80-х годах прошлого века [1-4]. При данном способе сварки на обрабатываемое изделие направляют лазерный луч и одновременно в зоне теплового воздействия лазерного излучения возбуждают дугу между электродом и изделием (рис. 1).
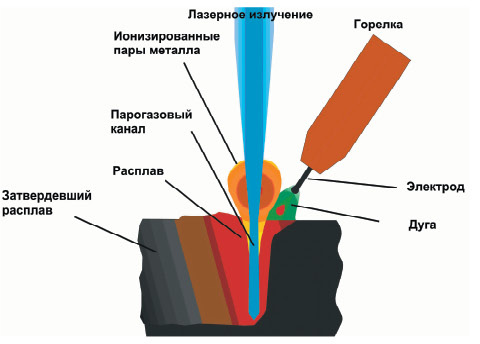
Рис. 1 Схема процесса гибридной лазерно-дуговой сварки
Сочетание дуговой и лазерной сварки взаимно дополняет друг друга своими преимуществами и взаимно нивелирует недостатки. При этом процесс гибридной сварки не является простым сложением дугового и лазерного процессов. Он характеризуется:
- существенным сжатием дугового столба;
- значительно более высокой стабильностью сварочной ванны;
- более высоким КПД по сравнению с дуговой сваркой;
- значительно более мягким термическим циклом;
- существенным снижением требований к зазорам и точности сборки по сравнению с лазерной сваркой.
До недавнего времени в качестве лазерного источника применялись мощные СО₂ лазеры, генерирующие излучение с длиной волны 10,6 мкм. Взаимодействие излучения данной длины волны с металлами сопровождается возникновением оптического разряда, что оказывает существенное влияние на параметры сфокусированного луча, долю поглощенной энергии в мишени и плазме в зоне взаимодействия.
Волоконные лазеры: прорыв в технологии
Существенно по иному происходит взаимодействие с мишенью лазерного излучения с длиной волны 1,06 мкм. При воздействии излучения с такой длиной волны порог интенсивного плазмообразования лежит существенно выше технологически необходимых значений интенсивности лазерного излучения.
Однако мощные лазерные установки с такой длиной волны отличались низким качеством излучения и малой надежностью. Лишь в последние годы появились технологические твердотельные лазеры, волоконные и дисковые, обеспечивающие непрерывное излучение мощностью до 30 кВт, обладающие высоким качеством луча и высокой надежностью. Это открывает перспективы промышленного внедрения технологий лазерно-дуговой сварки.
Использование гибридной лазерно-дуговой сварки осложняется тем, что этот процесс часто сопровождается появлением пористости и формированием корневых пиков в сварных швах [5]. В соответствии с современными представлениями о физической природе процессов гибридной сварки, причиной этого является развитие автоколебаний парогазового канала и сварочной ванны при сварке с глубоким проплавлением [6], что подтверждается многочисленными экспериментальными результатами [7-21].
Проблема пористости: колебания парогазового канала
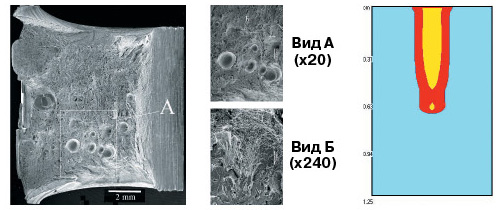
Рис. 2 Моделирование появления пористости, связанной с периодическими коллапсами парогазового канала (справа), и экспериментально наблюдаемые поры при лазерной сварке трубных сталей (слева)
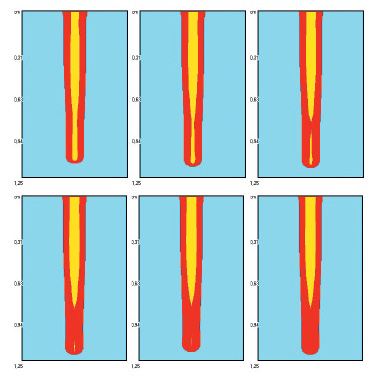
Рис. 3 Результаты моделирования динамического поведения сварочной ванны при лазерной сварке с глубоким проплавлением с использованием LaserCAD. Коллапс парогазового канала в нижней части. Результаты расчетов через 1 мс. Мощность излучения 15 кВт, скорость сварки 4 см/с, фокальный радиус 0,2 мм, фокусное расстояние 400 мм, материал – высокопрочная легированная сталь
Вычислительные эксперименты, проведенные с помощью системы инженерного компьютерного анализа LaserCAD [22], подтвердили, что процесс гибридной сварки с глубоким проплавлением является существенно нестационарным. При этом наиболее нестабильны прикорневые части парогазового канала и канала проплавления.
Застабилизировать сварочную ванну возможно введением сканирования лазерного луча с небольшой (до 0,5 мм) амплитудой и высокой (свыше 300 Гц) частотой сканирования. При отсутствии такой стабилизации в результате коллапса парогазового канала возможно формирование пор большого диаметра и корневых пиков, хорошо заметных на шлифах, изломах сварных образцов и результатах моделирования динамического поведения сварочной ванны (рис. 2 и 3).
Оборудование: комплексы мощностью до 15 кВт
Технологические эксперименты проводились на базе гибридных лазерно-дуговых сварочных установок, созданных в ходе выполнения государственных контрактов № 02.527.11.9001 и № 02.527.11.0010 Министерства образования и науки РФ (рис. 4 и 5).
В качестве источника лазерного излучения использовались иттербиевые волоконные лазеры ЛС5 и ЛС15 с максимальной выходной мощностью 5 и 15 кВт. Излучение транспортировалось по волоконному кабелю к оптической сварочной головке лазерно-дугового модуля. Для фокусировки излучения использовались сварочные головки YW50 фирмы Precitec и HighYAG BIMO с фокусными расстояниями 250 и 400 мм и фокальным диаметром 0,4 мм.
Головка YW50 была снабжена однокоординатным сканатором, позволяющим достигать амплитуды сканирования луча на поверхности изделия до 2 мм при частотах сканирования до 600 Гц.
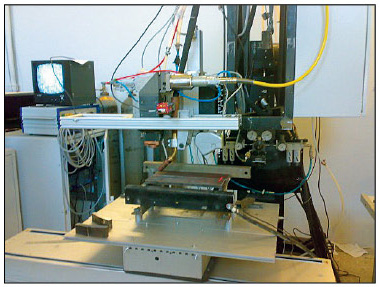
Рис. 4 Лазерно-дуговой гибридный технологический комплекс
Экспериментальные установки также укомплектованы источниками питания дуги ВДУ-506ДК и ВДУ-1500, производства фирмы «ИТС», лицензированными для сварки трубопроводов. Данные источники питания обеспечивают в режиме MIG/MAG (плавящийся электрод в среде инертного или активного защитного газа) требуемые значения наклона внешней характеристики.
Для подачи присадочного материала использовался подающий механизм ПДГО-601, входящий в комплект дугового модуля.
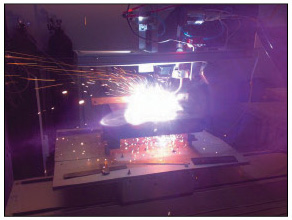
Рис. 5 Процесс лазерно-дуговой сварки
Материалы: стали и присадочные проволоки
В ходе экспериментов проплавлялись и сваривались в стык плоские образцы толщиной 2, 4, 6, 8, 10, 12 и 15 мм из сталей:
- Ст3;
- 25Г2С;
- 10Г2ФБЮ;
- 12Х18Н9Т.
Сварка осуществлялась прямолинейными стыковыми швами в нижнем пространственном положении. Для защиты сварочной ванны и металла шва использовались аргон, двуокись углерода сварочная и их смеси.
В качестве присадочного материала в экспериментах использовались:
- порошковые проволоки с повышенным содержанием раскислителей и флюсующими материалами, способными создавать на поверхности сварочной ванны жидкие пленки, препятствующие проникновению газов (кислорода и азота) в расплавленный металл;
- сплошные проволоки из алюминиевых сплавов.
Качество всех сварных швов оценивалось визуально по их внешнему виду и на основании металлографических исследований поперечных шлифов. Определялись глубины проплавления и другие параметры геометрии шва.
Результаты экспериментов: проплавление до 15 мм
Проведенные испытания экспериментального комплекса показали его высокие технологические возможности. При совместном использовании лазера мощностью до 5 кВт и дугового модуля с плавящимся электродом получено проплавление в стыковом соединении стали толщиной не менее 8 мм и заполнение зазора 0,5 мм и более при высокой плотности шва.
| Режим № | Мощность лазера, Вт | Vсв, мм/с | Ток дуги, А | Напряжение, В | Vпп, мм/с | Площадь шва, мм² | Глубина проплавления, мм | Зазор, мм | Наплавленный металл, % |
|---|---|---|---|---|---|---|---|---|---|
| 3 | 4500 | 20 | 0 | 0 | 0 | 7,8 | 6,65 | 0 | 0 |
| 4 | 4500 | 14 | 0 | 0 | 0 | 11,28 | 7,0 | 0 | 0 |
| 7 | 4500 | 15 | 80 | 22 | 68,33 | 13,95 | 7,05 | 0,5 | 29,5 |
| 8 | 4500 | 8,5 | 80 | 19 | 68,33 | 23,4 | 8 | 0,75 | 31,1 |
В проведенных опытах объем наплавленного присадочного металла составлял около 30% от общего объема металла сварочной ванны.
С помощью проведенных экспериментов при более высокой мощности лазерного излучения было установлено влияние скорости сварки, энергии дуги и присадочного материала на сварочный процесс и соответственно формирование шва в условиях лазерно-дугового сварочного процесса.
Микроструктура шва: мелкозернистая структура
Проведенные металлографические исследования сварных швов на трубных сталях, полученных с помощью разработанного гибридного лазерно-дугового технологического процесса, показали, что при правильном выборе параметров технологического процесса можно получить мелкозернистую структуру металла сварного шва и узкую зону термического влияния (рис. 6).
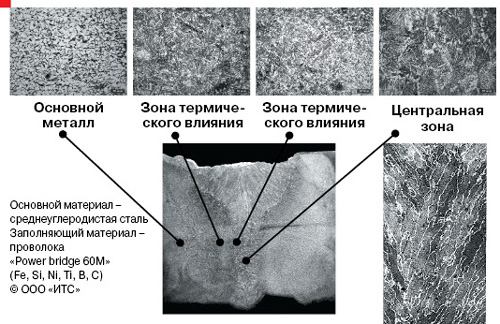
Рис. 6 Микроструктура сварного соединения
Подбор присадочного материала при сварке среднелегированных сталей позволяет получить значения механических свойств металла сварного соединения, не уступающие свойствам основного металла.
Проведенные технологические исследования показали, что проплавляющая способность созданного технологического комплекса позволяет сваривать за один проход металл толщиной до 15 мм при скорости сварки 3 м/мин.
Сварка с зазором: до 2 мм без дефектов
Проведенные технологические исследования показали, что с помощью гибридной технологии можно вести сварку по зазору до 2 мм, что открывает возможности практического использования разработанной технологии (рис. 7).

Рис. 7 Сварка трубной стали 15 мм толщиной на скорости 3 м/мин, мощность лазерного излучения 14,5 кВт, мощность электрической дуги 7 кВт, скорость подачи проволоки 14,5 м/мин, при различных величинах зазора: а – 0,5 мм, б – 1 мм, в – 2 мм
Высокое качество формирования сварного шва возможно в широком диапазоне скоростей сварки (рис. 8).

Рис. 8 Сварка трубной стали 15 мм толщиной, мощность лазерного излучения 14,5 кВт, мощность электрической дуги 7 кВт, скорость подачи проволоки 14,5 м/мин, величина зазора 0,5 мм при разных скоростях: а – 1,2 м/мин, б – 2,0 м/мин, в – 3,0 м/мин
Применение: трубопроводы большого диаметра
Использование гибридной сварки для сварки встык прямошовных труб большого диаметра для газо- и нефтепроводов позволяет получить первый, «корневой» шов за один проход глубиной до 15 мм (рис. 9). Это позволяет, при использовании сварки под флюсом для заполнения остающейся разделки, получать швы, показанные на рис. 10.
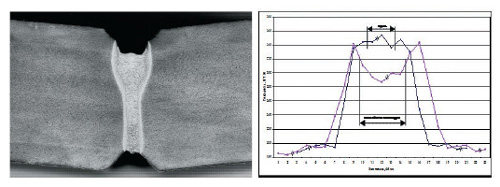
Рис. 9 Сварные соединения трубных сталей толщиной 24 мм. Корневой шов глубиной 15 мм. Материал – сталь класса X80. Заполняющий материал – металлопорошковая проволока Powerbridge. Скорость сварки 3 м/мин. Мощность лазерного излучения 12,5 кВт, мощность дуги 7 кВт. Ударная вязкость (-40°C) 200 Дж
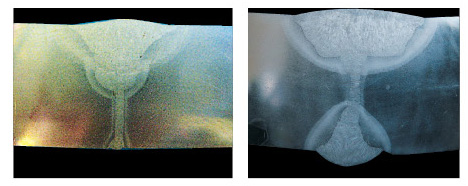
Рис. 10 Сварные соединения трубных сталей толщиной 24 мм. Выполнение корневого шва лазерно-дуговой сваркой, последующие заполняющие проходы выполнены автоматической сваркой под слоем флюса. Слева – заполнение V-образной разделки, справа – заполнение X-образной разделки
Сканирование луча: стабилизация процесса
Проведенные исследования показали, что нестабильное поведение парогазового канала при сварке волоконным лазером связано с величиной радиуса луча и распределением интенсивности по его сечению. Выбор параметров режима сварки и сканирования луча может стабилизировать поведение ванны расплава при гибридной сварке, а влияние лазерного излучения стабилизирует поведение ванны расплава по сравнению с MAG-сваркой.
Использование в качестве заполняющего материала металлопорошковой проволоки и сканирование луча позволяет сваривать трубную сталь толщиной до 15 мм с зазором до 2 мм и без потери качества.
Заключение: перспективы технологии
Лазерно-дуговая сварка является сложным многопараметрическим процессом, характеризующимся параметрами, присущими не только лазерной (длина волны, мощность и качество лазерного излучения, размеры и положение сфокусированного луча) и дуговой сварки (ток и напряжение на дуге, вылет электрода, длина дуги, скорость подачи проволоки), но и специфическими параметрами, характерными именно для их совместного воздействия, например, положение лазерного луча относительно дугового пятна на поверхности изделия.
Кроме того, важным является состав газовой защитной атмосферы, химический состав присадочного материала, подготовка свариваемых кромок под сварку.
В ходе данной работы были проведены исследования влияния некоторых из вышеперечисленных параметров на геометрию зоны проплавления. Установлено, что в изученных диапазонах параметров возможно получение зон проплавления, обеспечивающих малый удельный энерговклад, достаточный для образования монолитного сварного соединения. При этом зона термического влияния, которая может являться источником зарождения таких дефектов как трещины, достаточно узка и при толщине сваренных образцов 8 мм не превышает 1,0…1,5 мм.
Показана возможность формирования однопроходного сварного шва, при котором присадочный материал проникает на всю глубину провара.
Фактором, способствующим проникновению присадочного материала в корень шва, может являться сканирование лазерного луча внутри сварочной ванны. С целью выявления оптимальных частот сканирования в ходе данной работы с помощью системы инженерного компьютерного анализа LaserCAD были изучены амплитудно-частотные характеристики колебаний пароплазменного факела, истекающего из зоны взаимодействия луча со свариваемым материалом.
Показано наличие характерных частот колебаний в диапазоне десятков, сотен и тысяч герц, совпадающих с частотами перемещения жидкой фазы внутри сварочной ванны и зоны взаимодействия лазерного луча по передней стенке парогазового канала.
Возможность формирования металла шва за счет присадочного материала в сочетании с возможностью регулируемого за счет сканирования участия в этом процессе основного металла обеспечивает получение требуемых механических свойств сварного соединения.
С целью предотвращения формирования пор и растворения газов (азот, кислород) в жидком металле, уменьшения разбрызгивания металла и, в конечном счете, обеспечения качества сварного соединения, процесс сварки следует вести в среде защитных газов. В качестве таких газов целесообразно использовать аргон или смеси аргона с небольшими добавками углекислого газа (5…10%).
| Параметр | Гибридная сварка | Лазерная сварка | Дуговая сварка |
|---|---|---|---|
| Глубина проплавления за проход | До 15 мм | До 10 мм | 3-5 мм |
| Скорость сварки | До 3 м/мин | До 5 м/мин | 0,5-1 м/мин |
| Допустимый зазор | До 2 мм | До 0,1 мм | До 3 мм |
| Зона термического влияния | Узкая | Очень узкая | Широкая |
| Стабильность процесса | Высокая | Средняя | Высокая |
| КПД процесса | Высокий | Средний | Низкий |
Данная работа выполнена при поддержке Министерства образования и науки РФ (ГК от «02» июля 2009 г. № 02.527.11.0010)
Г.А. Туричин, И.А. Цибульский,
М.В. Кузнецов, В.В. Сомонов
Институт лазерных и сварочных технологий
Санкт-Петербургского университета,
Российско-Германский центр лазерных технологий
СПИСОК ЛИТЕРАТУРЫ:
- Пат. 1547172 Великобритания, МКИ B23K 26/00, 9/00. Methods and apparatus for cutting, welding, drilling and surface treating / W. M. Steen. Опубл. 06.06.79.
- Пат. 1600796 (доп. к пат. 1547172) Великобритания, МКИ B23K 26/00, 9/00. Improvements in methods and apparatus for cutting, welding and surface treating / W. M. Steen. Опубл. 21.10.81.
- Пат. 4167662 США, МКИ B23K 9/00. Methods and apparatus for cutting and welding / W. M. Steen. Опубл. 11.09.79.
- Пат. 2813642 Германия, МКИ B23K 26/00. Verfahren und vorrichtung zur bearbeitung von werkstucken mittels eines laserstrahls / W. M. Steen. Опубл. 04.10.79.
- Matsunawa A., Mizutani M., Katayama S. and Seto N., Porosity formation mechanism and its prevention in laser welding, Welding International 2003 17 (6) 431–437.
- V. Lopota, G. Turichin, I. Tzibulsky, E. Valdaytzeva, E.W. Kreutz, W. Schulz, Theoretical description of the dynamic phenomena in laser welding with deep penetration, Bellingham/Wash.: SPIE, 1999 (SPIE Proceedings Series 3688), pp.98-107.
- T. Forsman, J. Powell, C. Magnusson, Process instability in laser welding of aluminum alloys at the boundary of complete penetration, Journal of Laser Applications, October 2001, V. 13, Issue 5, pp. 193-198.
- Bashenko V.V., Mitkevich E.A., Lopota V.A., Peculiarities of heat and mass transfer in welding using high energy density power sources. 3d Int. Coll. on EBW. Lion. 1983. p.61-70.
- В.А. Лопота, В.С. Смирнов, Структура материала и его параметры в зоне действия луча при лазерной сварке с глубоким проплавлением, ФиХОМ, 1989, № 2, стр. 104-115.
- Akira Matsunawa, Jong-Do Kim, Naoki Seto, Masami Mizutani, and Seiji Katayama Dynamics of keyhole and molten pool in laser welding, Journal of Laser Applications, December 1998, V. 10, Issue 6, pp. 247-254.
- I.V. Zuev, S.V. Selischev, V.I. Skobelkin, Self-oscillations under action of high density energy source on materials, Physics and Chemistry of Material Treatment, 1980. N 6. p. 3-7.
- А.А. Углов, С.В. Селищев, Автоколебательные процессы при воздействии концентрированных потоков энергии, Москва: Наука, 1987, 152 с.
- Ф.Х. Мирзоев, Испарительно-капиллярная неустойчивость в глубокой парогазовой каверне, Квантовая электроника, 1994, 21 (2), 147-150.
- Туричин Г.А., Гидродинамические аспекты устойчивости парогазового канала при лучевых видах сварки, ФиХОМ, 1996, №4, с. 74-81.
- V. V. Semak, J.A. Hopkins, M.H. McCay, T.D. McCay, Melt pool dynamics during laser welding, 1995, J. Phys. D: Appl. Phys., V. 28 p. 2443-2450.
- Lee Jae Y., Ko Sung H., Farson Dave F., Yoo Choong D., Mechanism of keyhole formation and stability in stationary laser welding, 2002 J. Phys. D: Appl. Phys. 35 1570-1576.
- A. Kaplan. A model of deep penetration laser welding based on calculation of the keyhole profile. J. Phys. D: Appl. Phys. 27 (1994), p. 1805-1814.
- Beyer E., Dahmen M., Fuerst B., Kreutz E. W., Nitchs H., Schulz W., A Tool for Efficient Laser Processing, Proceedings of 14 Int. Congress on application of lasers ICALEO'95, San Diego, USA. p. 1035-1039.
- Schulz, B. Fuerst, S. Kaierly, G. Turichin, E.W. Kreutz, R. Poprawe, Powerful Features for LBW Including Theoretical Aspects, ICALEO'96, Detroit, USA, Orlando, Fla.: LIA, 1996 (LIA 81), p.19.
- Г.А. Туричин. Теоретические основы и моделирование лучевой сварки металлов с глубоким проплавлением, дисс. д.т.н., СПб, 2000, 299 c.
- Модель лазерной сварки с глубоким проплавлением для применения в технологии. Лопота В.А., Сухов Ю.Т., Туричин Г.А., Известия академии наук, сер. Физическая, т. 61, № 8, 1997, стр. 1613-1618.
- Г. А. Туричин, Е. А. Валдайцева, Е. Ю. Поздеева, Е. В. Земляков, А. В. Гуменюк. Моделирование динамического поведения сварочной ванны при лазерной и гибридной сварке с глубоким проплавлением // Автоматическая сварка. 2008, № 7.

