Скорость прокладки трубопроводов напрямую влияет на сроки освоения нефтегазовых месторождений. Это аксиома. Но что определяет эту скорость? Производительность сварочных процессов. И вот здесь начинаются проблемы.
Сегодня наиболее широко применяется ручная и автоматическая дуговая электрическая сварка. Она требует большого расхода сварочных материалов, высокой квалификации сварщиков и тщательного контроля качества. Особенно критичны эти требования при сварке толстостенных труб, толщина которых непрерывно растет и вскоре может превысить 50 мм.
По мнению многих российских и зарубежных специалистов, большинство способов дуговой сварки практически достигли предела по производительности, экономичности и качеству. Что дальше? Искать новые технологии. И они есть.
| Параметр | Дуговая сварка | Традиционная сварка трением | Новая сварка трением |
|---|---|---|---|
| Удельное давление при нагреве | Не применимо | 5 МПа | 0,05 МПа |
| Давление проковки | Не применимо | 10 МПа | Не требуется |
| Время сварки стыка | 10-15 мин | 5-30 сек | 5-30 сек |
| Расходные материалы | Требуются | Не требуются | Не требуются |
| Потеря устойчивости | Нет | Высокий риск | Исключена |
Проблемы традиционной сварки: почему дуговые методы исчерпали резервы
Ограничения существующих технологий
Дуговая сварка, будь то в среде защитных газов или без них, сталкивается с фундаментальными ограничениями. Нужны квалифицированные кадры, которые становятся все дороже. Требуется постоянный контроль качества, что увеличивает время и стоимость работ. Расходные материалы — это постоянные затраты и логистика.
А теперь представьте: вы прокладываете трубопровод в отдаленном районе. Каждый килограмм электродов, каждый баллон с газом — это дополнительные расходы на доставку. И это не считая риска брака, который может проявиться уже после укладки трубы.
Проблема толстостенных труб
Особенно сложна ситуация с толстостенными трубами. Чем толще стенка, тем сложнее обеспечить качественное проплавление по всему сечению. Требуется больше проходов, больше времени, больше материалов. И выше вероятность дефектов.
Толщина стенок труб непрерывно увеличивается. В ближайшем будущем она может превысить 50 мм. Справится ли с этим традиционная дуговая сварка? Вопрос риторический.
Сварка трением: перспективная технология с критическим недостатком
Преимущества метода
Сварка трением получила широкое применение в машиностроении и аэрокосмической промышленности. И не случайно. Процесс обеспечивает высокое качество сварного соединения при высокой производительности. Конструкции сварочных машин просты. Технология экономична и не требует расходных материалов.
Звучит идеально, правда? Но есть нюанс.
Почему технология не прижилась в трубопроводном строительстве
Несмотря на неоспоримые достоинства и попытки иностранных компаний применить сварку трением для трубопроводов, технология не получила распространения. Причина — в фундаментальных недостатках самого процесса.
Главная проблема — необходимость высокого удельного давления. На стадии нагрева требуется 5 МПа. На стадии проковки в конце сварки — до 10 МПа. При таких давлениях и относительно малой толщине стенок труб происходит потеря устойчивости сварного соединения.
Что это значит на практике? Стенки одной трубы начинают «наползать» на стенки другой. Кольцевое сварное соединение не образуется. Процесс идет насмарку.
Это серьезное препятствие. Именно оно ставило крест на применении традиционной сварки трением для строительства трубопроводов.
Принципиально новый процесс: давление в 100 раз ниже традиционного
Суть инновации
На основе значительного объема экспериментальных и теоретических исследований был разработан принципиально новый процесс сварки трением. Его ключевая особенность — торцу одной из свариваемых деталей сообщается движение по определенному закону.
Результаты превзошли ожидания. Сварке были подвергнуты образцы сплошного и трубчатого сечения диаметром 40–114 мм при толщине стенок от 3 до 16 мм.
И вот что важно: ни на одном из опытов по сварке тонкостенных труб (толщина стенки 3 мм) не наблюдалось потери устойчивости сварного стыка.
Промышленные испытания
Это позволило успешно сварить на полупромышленной установке полноразмерные нефтепромысловые трубы длиной 12 м, диаметром 114 мм и толщиной стенки 4,5 мм в трехтрубные плети (рис. 1).
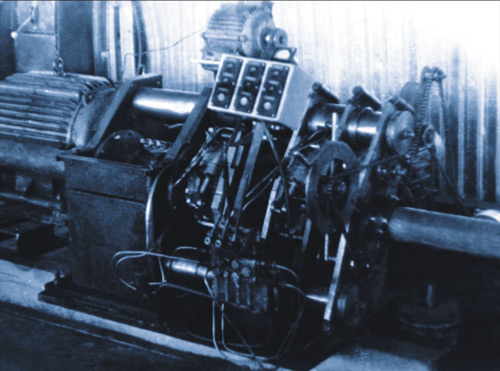
Рис. 1 Машина сварки трением полноразмерных труб диаметром 114 мм
Впечатляет? Безусловно. Но это еще не все.
Оборудование для сварки труб диаметром до 350 мм
Конструкция машин
Машины для сварки труб трением представляют собой относительно простые механические устройства. Они имеют небольшой вес и габариты, несложны в обслуживании и надежны при эксплуатации.
Одно из основных преимуществ перед оборудованием электродуговой, электроконтактной или гибридно-лучевой сварки — возможность работы привода от двигателя внутреннего сгорания. Это актуально как при сварке на стендах, так и в полевых условиях.
Представьте: вы работаете в отдаленном районе, где нет электросетей. Для традиционного оборудования нужны передвижные электростанции. Это дополнительные расходы, логистика, топливо. Машины для сварки трением могут работать автономно.
Технические возможности
На основе полученных результатов научно-производственная компания «НСТ» имеет возможность изготавливать сварочные машины для трубопроводов различного назначения диаметром до 350 мм при толщине стенки до 24 мм.
Это покрывает большинство потребностей нефтегазовой отрасли — от промысловых до магистральных трубопроводов.
Параметры процесса: 30 секунд на стык независимо от толщины
Минимальное давление
В процессе экспериментов определили, что минимальное удельное давление при нагреве составляет всего 0,05 МПа. Это в несколько десятков раз меньше, чем при обычной сварке трением (5 МПа против 0,05 МПа — разница в 100 раз!).
Почему это так важно? Именно низкое давление исключает потерю устойчивости тонкостенных труб. Стенки не «наползают» друг на друга. Сварное соединение формируется корректно.
Отсутствие стадии проковки
Была выявлена и другая особенность нового процесса: высокое качество сварного соединения достигается без применения стадии проковки. Это упрощает технологию и снижает требования к оборудованию.
Время сварки одного стыка составляло от 5 до 30 секунд и не зависело ни от диаметра свариваемого образца, ни от толщины его стенок.
На практике это означает следующее: на сварку одного стыка трубопровода требуется около 30 секунд независимо от диаметра и толщины стенок. При условии подведения удельной мощности 0,7 кВт/кв.см свариваемой поверхности.
Расчетное время производственного цикла — в пределах 10–15 минут на один стык (включая подготовку, установку, сварку, контроль). Таким образом, производительность за 8-часовую рабочую смену составит не менее 32 сварок.
Сравните с дуговой сваркой, где на один стык может уходить несколько часов. Разница очевидна.
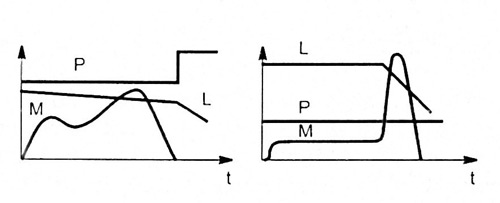
Рис. 2 Осциллограммы традиционного (а) и разработанного (б) процессов сварки трением (t – время, Р – усилие сжатия, L – осадка, М – крутящий момент)
Качество сварных соединений: результаты механических испытаний
Испытания на изгиб и разрыв
Рентгеноструктурный анализ и прочностные испытания показали высокое качество сварных соединений. При механических испытаниях образцов разрушение всегда происходило вне зоны сварного стыка (рис. 3).

Рис. 3 Проба на изгиб (а), на разрыв (б)
Что это значит? Сварной шов прочнее основного металла. Разрушение происходит не по шву, а рядом с ним. Это высший показатель качества.
При испытаниях на изгиб в зоне стыка не было отмечено даже признаков начала разрушения. Все основные механические показатели металла стыка находятся на уровне соответствующих показателей основного металла или очень близки к ним.
Стабильность процесса
Осциллографирование процесса подтвердило существенное различие его параметров от параметров известных способов сварки трением. Это видно из сопоставительного анализа осциллограмм на рис. 2.
Были разработаны теоретические основы технологии, которые хорошо согласуются с экспериментами. А эксперименты, в свою очередь, подтверждают теоретические выводы.
Это факт. Когда теория и практика сходятся — технология готова к внедрению.
Микроструктура шва: отсутствие пор, раковин и включений
Металлографические исследования
Проведенные металлографические исследования (рис. 4) показали, что дефектов типа пор, раковин, шлаковых включений, непроваров в микроструктуре сварного соединения и околошовной зоне всех исследуемых образцов нет.
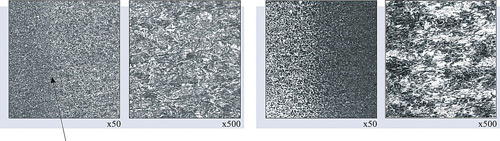
Сварное соединение (центр) Зона термического влияния (ЗТВ)
Рис. 4 Микроструктура сварного шва и ЗТВ
Ширина сварных швов — в пределах 0,1–0,15 мм. Ширина зоны термического влияния (ЗТВ) у разных образцов по обе стороны от сварного шва составляет 0,5–3 мм.
Твердость в зоне сварного соединения близка к зоне основного металла. Это важно: нет резких переходов твердости, которые могли бы стать концентраторами напряжений.
Почему качество такое высокое
Высокое качество сварки достигается за счет того, что металл в зоне стыка не доводится до температуры плавления. Это исключает выгорание легирующих элементов из зоны сварного соединения. Химический состав металла в этой зоне остается неизменным по отношению к основному металлу.
Полностью исключено появление газовых пузырей, пор и шлаковых включений в сварном шве. Нагрев по стыку происходит одновременно по всей окружности, что исключает появление температурных напряжений.
Логично? Вполне. Нет плавления — нет связанных с ним проблем.
Нечувствительность к загрязнениям
В ходе проведения работ было установлено: новая технология практически нечувствительна к наличию загрязнений на торцах свариваемых труб.
Успешно были сварены полноразмерные нефтепромысловые трубы без зачистки торцов после их резки газом. В другом случае — после смазки торцов труб машинным маслом. В обоих случаях было получено качественное сварное соединение.
Это серьезное преимущество. В полевых условиях идеальная подготовка торцов — это проблема. А здесь можно работать с минимальной подготовкой.
Работа с фасками и гратом
Технология позволяет производить сварку труб как с подготовленными на торцах фасками, так и без них. Сварочный грат, образующийся в процессе сварки, имеет компактную форму и в зависимости от технических условий может удаляться полностью непосредственно в процессе сварки либо формироваться в заданных размерах.
Проработаны механизмы снятия грата в зоне стыка с внутренней поверхности труб.
Неразрушающий контроль: вихревые токи вместо рентгена
Ограничения традиционных методов
Неразрушающие методы контроля, применяемые для оценки качества сварных стыков (магнитная и ультразвуковая дефектоскопии, гамма- и рентгеноскопия), недостаточно эффективны при оценке качества сварных соединений, полученных трением.
Почему? Потому что в шве просто нет дефектов, которые эти методы призваны обнаруживать. Нет пор, нет трещин, нет непроваров. Что искать?
Пассивный и активный контроль
Высокое качество сварки деталей методом трения и стабильная повторяемость параметров процесса позволяют существенно сократить затраты, применяя пассивный контроль.
Параметры режима сварки трением регистрируются на основе шаблонных диаграмм процесса путем сравнения их с запрограммированными величинами. Если параметры в норме — соединение качественное.
При активном контроле наряду с регистрацией параметров сварочного процесса наиболее эффективным является метод контроля сварных соединений вихревыми токами.
Метод бесконтактный, имеет достаточное быстродействие и может встраиваться в сварочные машины для стопроцентного контроля всех сварных стыков.


Рис. 5 Сварные соединения различных образцов
Сварные соединения различных образцов, выполненных по новой технологии, показаны на рис. 5.
16 преимуществ технологии для нефтегазовой отрасли
Комплексное превосходство
В полной мере определены основные параметры сварочного процесса. Созданы основы расчетов и конструирования сварочных машин для его реализации. Разработаны различные кинематические схемы машин для сварки деталей различных форм и назначения.
Неоспоримое преимущество метода сварки трением указывает на перспективность предложенной технологии и оборудования для ее реализации применительно к сварке труб и трубопроводов различного назначения.
Вот ключевые преимущества:
✓ Процесс сварки трением высокопроизводителен: время сварки одного стыка труб составляет около 30 сек и не зависит ни от диаметра, ни от толщины стенок
✓ Не требуются расходные сварочные материалы
✓ Высокое качество сварки при стабильной повторяемости процесса позволяет существенно сократить затраты на контроль качества
✓ В сварном стыке отсутствует даже вероятность появления газовых пузырей, шлаковых включений, пористости металла шва и иных включений
✓ Химический состав металла шва остается неизменным в сравнении с основным металлом, так как металл стыка не доводится до температуры плавления
✓ Образующийся сварочный грат имеет компактную форму и может удаляться полностью в процессе сварки либо формироваться в заданных размерах
✓ Процесс легко поддается автоматизации и программированию. Влияние человеческого фактора сведено к минимуму
✓ Процесс нечувствителен к намагничиванию зоны стыка и не требует размагничивания
✓ Свариваемые торцы труб нагреваются по окружности равномерно, что полностью исключает появление местных температурных напряжений
✓ Технология позволяет получать заданную структуру металла в сварном шве
✓ Для работы и техобслуживания не требуется персонал высокой квалификации
✓ Технология позволяет производить сварку труб как с фасками, так и без них
✓ Процесс не чувствителен к влиянию климатических условий и имеет широкий температурный диапазон применения
✓ За счет высокой производительности и качества — высокие технико-экономические показатели
✓ Сварочные машины несложной конструкции, надежные в эксплуатации
✓ Возможность работы привода от двигателя внутреннего сгорания
| Преимущество | Экономический эффект |
|---|---|
| Время сварки 30 сек | Производительность до 32 стыков в смену |
| Нет расходных материалов | Экономия на электродах, газе, флюсах |
| Стабильное качество | Снижение затрат на контроль и переделки |
| Работа от ДВС | Не нужны электростанции в полевых условиях |
| Простая квалификация | Снижение расходов на персонал |
Партнерство: создание стационарных и самоходных машин
Открытость к сотрудничеству
Компания открыта для сотрудничества и заинтересована в партнерских отношениях с нефтегазовыми компаниями, инвестиционными фондами и исследовательскими институтами.
Цель — создание стационарных и самоходных сварочных машин с отработкой технологических режимов сварки трением промысловых и магистральных трубопроводов.
Технология готова к внедрению. Осталось масштабировать ее под конкретные задачи отрасли.
Г.В. Белошапкин
Р.Б. Ильиных
ООО «Научно-производственная компания «НСТ» г. Томск
Тел. 8(3822) 53-00-42, 8(903)913-40-65
Email: nsttomsk@bk.ru

