Как удаляют внутренний грат
Удаление внутреннего грата происходит по определенной схеме. При перемещении трубы в направлении, показанном стрелкой А, происходит срезание внутреннего (и наружного) грата.
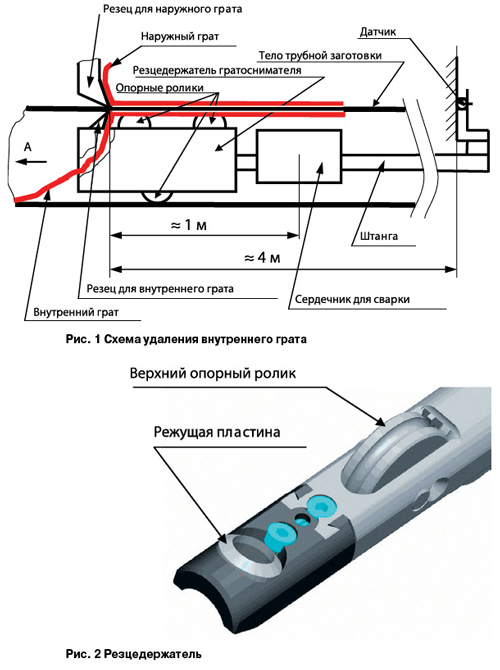
Рис. 1. Схема процесса удаления внутреннего грата
Удаление внутреннего грата осуществляется кольцевым резцом, закрепленным в резцедержателе гратоснимателя. Гратосниматель крепится на штанге, проходящей через сердечник. Сердечник необходим для разогрева тела трубной заготовки в месте сварки.
Штанга с помощью жесткой механической системы прикреплена к клети. Гратосниматель крепится к штанге ферритового сердечника посредством специальной адаптерной плиты. Через штангу осуществляется питание гидросистемы гратоснимателя, позволяющей производить опускание и подъем резца при помощи опорных роликов.
Конструкция гратоснимателя
Общий вид резцедержателя представлен на рисунке. Необходимо отметить: верхние опорные ролики имеют кольцевую канавку, выполненную в соответствии с конфигурацией и размерами внутреннего грата.

Рис. 2. Общий вид резцедержателя гратоснимателя
Кроме того, через штангу подается жидкость, необходимая для охлаждения ферритового сердечника. В месте заделки штанги к клети установлен датчик.
Удаление грата осуществляется кольцевой режущей пластиной, форма которой показана на рисунке.
Типичные проблемы при удалении
При удалении грата может возникнуть ряд проблем. И их нужно знать.
- ✖️ Увеличение толщины стенки в месте сварного шва в результате недоснятия грата
- ✖️ Уменьшение толщины стенки, если толщина срезаемого слоя превышает толщину грата
- ✖️ Изменение размера толщины стенки трубы, превышающее допустимое значение (0,1 мм), приводит к выбраковке готового изделия
- ✖️ При удалении внутреннего грата возможно образование рисок на внутренней поверхности трубы из-за заклинивания роликов вследствие нарушений питания гидросистемы
- ✖️ В ряде случаев осмотр состояния гратоснимателя проводится после остановки линии и вырезании окна в трубе

Рис. 4. Осмотр состояния гратоснимателя после остановки линии
Нередки случаи, когда недостатки при удалении внутреннего грата обнаруживаются только на заключительной стадии отделки труб. Это приводит к понижению сортности большого количества готовых изделий.
Почему так происходит? Обнаружение этих недостатков осуществляется не сразу, а через некоторое время (около 2–3 часов). За это время изготавливается множество труб с таким браком.
Следует отметить: удаление внутреннего грата происходит в тяжелых, стесненных условиях. Кроме того, большие трудности вызывает наблюдение за ходом процесса.
Системы контроля и диагностики
Для обнаружения неполадок при удалении внутреннего грата применяются системы контроля. В большинстве случаев используются датчики, устанавливаемые на резцедержателе.
Однако в этом случае практически невозможно проконтролировать состояние самого гратоснимателя. Кроме того, повышение температуры в замкнутом объеме внутри трубы приводит к значительным погрешностям.
Более точная диагностика осуществляется при закреплении датчика в «заделке» гратоснимателя на станине клети. В этом случае можно получить данные о состоянии:
- ✓ Режущей кромки резца (износ, выкрашивание, поломка)
- ✓ Гратоснимателя (заклинивание опорных роликов, падение давления в гидросистеме)
Усилие, измеряемое датчиком, зависит от усилия резания (Fрез.), усилий трения в верхнем и нижнем опорных роликах (Fтр.в и Fтр.н) и момента от этих сил, передаваемого гратоснимателем.
Таким образом, по измеряемому усилию в процессе изготовления трубы и удаления грата можно производить оценку системы. Система контроля включает датчик С9В, преобразователь сигналов и осциллограф.
Анализ осциллограмм
На рисунке приведены осциллограммы в различных случаях работы линии по изготовлению труб.
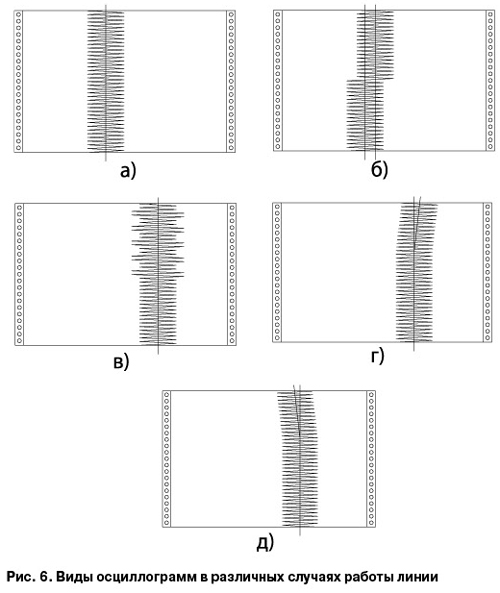
Рис. 6. Осциллограммы при различных режимах работы линии
Разберем каждый случай:
| Ситуация | Характеристики осциллограммы | Что означает |
|---|---|---|
| Остановка линии | Гратосниматель опускается | Усилие определяет предварительное натяжение |
| Стан запущен, гратосниматель не работает | Смещение оси колебаний | Характеризует усилия трения |
| Заклинивание ролика | Увеличенная амплитуда колебаний | Потеря смазки, риск образования рисок |
| Износ режущей пластины | Отклонение оси колебаний | Необходима замена пластины |
| Падение давления | Отклонение оси в противоположную сторону | Проблемы с гидросистемой |
На рис. 6а представлена осциллограмма при остановке линии. Гратосниматель в данном случае опускается. Усилие определяет предварительное натяжение.
Смещение оси колебаний характеризует усилия трения. В этом случае стан запущен, но гратосниматель еще не работает (см. рис. 6б).
Заклинивание ролика в результате потери смазки можно обнаружить по увеличенной амплитуде колебаний, показанной на рис. 6в.
Следует отметить: заклинивание ролика приводит к появлению рисок на внутренней поверхности трубы. Величина их ограничена стандартом в пределах 0,1 мм. Кроме того, происходит неравномерное удаление внутреннего грата. А поскольку допуски на остаточную величину составляют 0,1 мм, из-за ухудшения качества увеличивается вероятность понижения сорта труб.
По отклонению оси колебаний можно судить об износе режущей пластины (см. рис. 6г). В случае повышенного износа следует дать команду на останов линии и замену пластины.
Если давление в гратоснимателе падает, ось отклоняется в противоположную сторону, что иллюстрировано рис. 6д.
Преимущества ранней диагностики
Таким образом, по данным осциллограмм можно оперативно подавать команду на останов линии, предупреждая на ранней стадии значительную выбраковку труб.
Можно также рекомендовать автоматизированный останов по оцифровке показаний измерений.
Ранняя диагностика неполадок при удалении внутреннего грата позволяет повысить эффективность производства труб. При отсутствии такой диагностики обнаружение дефектов возможно лишь на участке отделки труб, что приводит к увеличению количества труб низкой сортности.
2–3 часа — это много. За это время можно произвести сотни метров бракованной трубы. Раннее обнаружение проблемы экономит деньги и время.
Логично?
В.А. Садов, Д.В. Транкин, С.А. Шитиков
Костромской государственный технологический университет
email: tm@kstu.edu.ru
Литература:
1. С.В. Михайлов, В.А. Садов. Новый резец для удаления грата сварных труб. // РИТМ – М., 2010. №50. С.44–45.

