Повышение производительности: приоритетная задача
Президент Владимир Путин назвал повышение производительности труда в РФ в разы одной из приоритетных задач на долгосрочную перспективу.
Россия ставит перед собой амбициозную цель — войти к 2020 году в пятерку ведущих экономик мира.
Чтобы быть конкурентоспособными на глобальном рынке, отечественные производители должны:
- ✓ Увеличивать инвестиции
- ✓ Развивать инновации
- ✓ Как минимум, в два раза увеличить среднюю производительность труда
OEE: коэффициент эффективности оборудования
Следует заметить, что в промышленно развитых странах с конца 70-х годов прошлого века уже больше не используется термин «производительность труда» в качестве меры эффективности работы предприятия.
Скорость исполнения производственных заказов и уровень организации труда оценивается величиной OEE (Overall Equipment Effectiveness) — коэффициента, характеризующего работу всей станочной системы в целом, включая и организацию труда работающих на этих станках рабочих.
Бенчмарки OEE
| Уровень OEE | Характеристика | Тип производства |
|---|---|---|
| 65% | Неэффективное использование оборудования | — |
| 70-75% | Амбициозная, но достижимая цель | Мелкосерийное |
| 80-85% | Показатель мировых лидеров | Массовое |
На отечественных предприятиях станочный парк используется крайне неэффективно по сравнению с развитыми промышленными странами.
Геометрическая интерпретация
Численное значение OEE характеризует фактическую «пропускную способность» станочной системы, обеспеченную за счет надлежащего управления производством.
Это отношение площади светлой ограниченной области к общей площади круговой диаграммы.
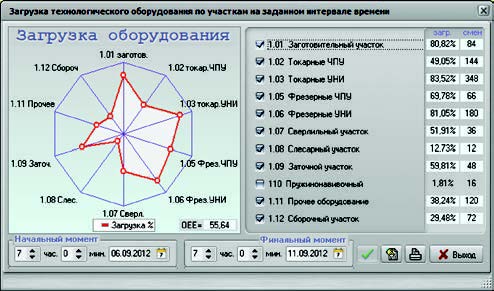
Рис. 1. Геометрическая интерпретация коэффициента OEE (MES-система «Фобос»)
Показатель доступности оборудования в формуле OEE тесно связан с показателем эффективности его работы. И тот и другой в значительной степени влияют на общее значение OEE.
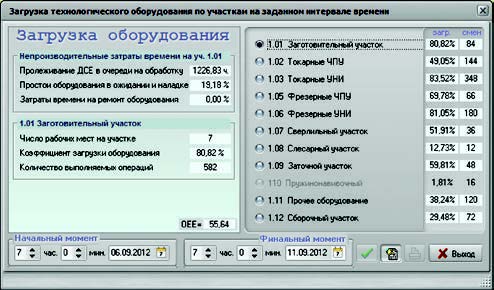
Рис. 2. Влияние различных показателей производства на общее значение OEE
MES-системы: управление производством
Рабочими, так же как и всей станочной системой, управляет сегодня компьютер (для этого разработан специальный софт, именуемый MES – Manufacturing Execution System).
Функции мастеров изменились: теперь мастер не раздает задание своим рабочим, а следит за исполнением ими рассчитанного компьютером оптимального производственного расписания.
Плановые задания
Когда и какую операцию надо выполнять на данном рабочем месте вычисляет MES-система, она же и формирует соответствующее плановое задание.
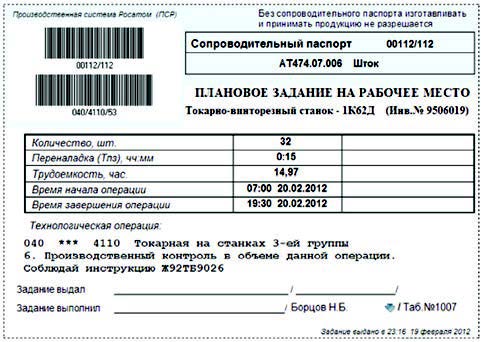
Рис. 3. Пример планового задания на рабочее место (сформировано MES-системой «Фобос»)
При этом строится расписание синхронной подачи средств технологического оснащения на каждое рабочее место.
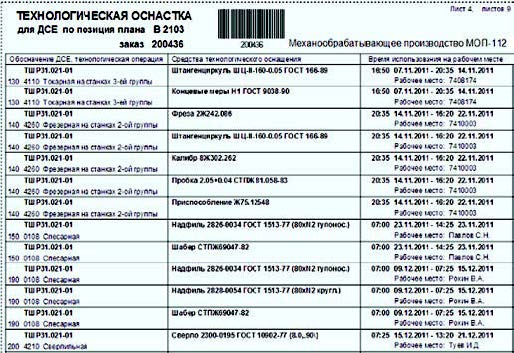
Рис. 4. Пример расписания обеспечения технологической оснасткой (MES-система «Фобос»)
Результаты внедрения
Использование MES-системы «ФОБОС», внедренной на целом ряде предприятий ВПК, позволяет:
| Показатель | Результат |
|---|---|
| Скорость исполнения заказов | Увеличение на 25-30% |
| Незавершенное производство | Сокращение объемов |
| Производительность | Значительное увеличение |
Архитектура системы
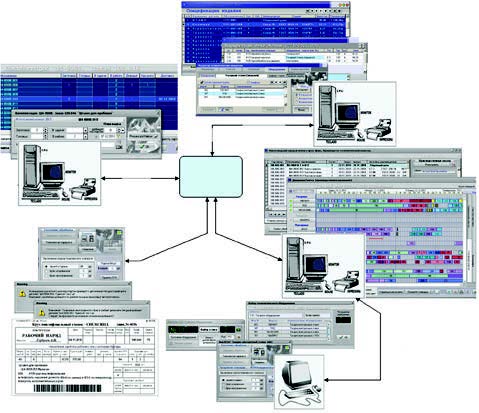
Рис. 5. Архитектура MES-системы «ФОБОС»
MESA International: 6 стратегических инициатив
MES (Manufacturing Execution System) дословно обозначает: «Исполнительная производственная система».
С 1992 года существует MESA International (англ. Manufacturing Enterprise Solutions Association) — всемирная некоммерческая ассоциация разработчиков, системных интеграторов, экспертов и пользователей решений для промышленных предприятий.
На данный момент в Ассоциацию входят более 1000 компаний и 4000 индивидуальных участников из 78 стран.
Все ведущие промышленные корпорации планеты либо внедряют MES методологии или уже давно их практикуют.
Шесть стратегических инициатив MESA
| № | Инициатива | Описание |
|---|---|---|
| 1 | Lean manufacturing | Рачительное (постное) производство, направленное на снижение перепроизводства запасов |
| 2 | Quality & Regulatory Compliance | Качество и соответствие нормам (требования стандартов ИСО) |
| 3 | Product Lifecycle Management (PLM) | Управление жизненным циклом изделия |
| 4 | Real Time Enterprise | Предприятие в реальном времени: планирование и отслеживание потоков работ |
| 5 | Asset Performance Mgmt | Управление активами в реальном времени |
| 6 | Sustainable Manufacturing | Устойчивое производство в неустойчивых условиях |
Lean manufacturing: часть системы
Многие руководители уже увлекались пунктом первым, т. е. «Lean manufacturing» или «Бережливым производством», полагая, что реализации данной методологии достаточно, чтобы прийти к состоянию устойчивого управления «Sustainable Manufacturing».
Проблемы Lean manufacturing
Однако на практике, все усилия в данном направлении имеют локальную результативность и быстро затухают, как только руководитель перестает сам «раздавать команды».
Так происходит лишь потому, что эти усилия не были осознаны в этимологической связи с другими стратегическими инициативами.
Вот почему так называемые «бережливые технологии» и вызывают у их исполнителей только раздражение своей системной бессмысленностью и, к сожалению, лишь усугубляют потери.
Так в России происходит повсеместная дискредитация положительного мирового опыта в этой сфере, поскольку Lean manufacturing — это только часть производственной исполнительной MES-системы.
Заключение: новая парадигма
«Когда парадигмы меняются, все возвращаются к нулю» (Джоэл Баркер).
И, видимо, нам предстоит опять все начинать с нуля в деле построения современной организации промышленного производства.
Ключевые выводы
| Аспект | Текущее состояние | Цель |
|---|---|---|
| Производительность труда | Низкая | Увеличение в 2 раза |
| OEE | 65% | 70-85% |
| Управление | Традиционное | MES-системы |
| Подход | Локальный (Lean) | Комплексный (MES) |
Литература
- Питер Друкер. «Эффективное управление: экономические задачи и оптимальные решения», М.: ФАИР-ПРЕСС 2003 ISBN 5–8183–0584–8.
- Генри Нив «Пространство доктора Деминга», М.: Стандарты и качество, 2003 ISBN 5–9614–0238-Х.
- Фролов Е. Б. MES-системы: оперативный функционально-стоимостной анализ для нужд производственного предприятия.//Генеральный директор, № 9, 2008, с. 76–79.
- Залыгин А. Р. «MES системы с точки зрения организации производства»//Станочный парк, № 12, 2008, с. 45–57.
- Медведева Г. М., Мусеридзе А. Б., Фролов Е. Б. Как не допустить ошибок при выборе системы управления машиностроительным производством.//Станочный парк, № 8, 2012, с. 58–63.
- Нестеров А. Н., Залыгин А. Р. Модернизация организации.//Совет директоров Сибири, № 9, 2012.
Евгений Борисович Фролов
д. т.н., проф., зав. лабораторией исполнительных
производственных систем ИКТИ РАН, Москва
Тел. +7 985 776-15-14
e-mail: fobos.mes@gmail.com

