Структура затрат: амортизация против текущих расходов
«Как выйти на низкую стоимость 1 метра реза?» С этим вопросом мы обратились к отечественным и немецким специалистам: Кириллу Александровичу Синякову, заведующему кафедрой «Оборудование и технологии производства металлоконструкций», члену ученого совета ПИМаш, и Курту Нахбаргауэру, владельцу компании IHT Automation GmbH & Co. KG, производящей оборудование для автоматизированной резки.

Рис. 1. Эксперты по оптимизации плазменной резки
По мнению К.А. Синякова, решение вопроса необходимо начать с определения экономической структуры затрат на приобретение и эксплуатацию оборудования, а далее рассмотреть технические возможности для их снижения.
Стоимость реза плазменной машиной зависит от 2-х составляющих:
| Составляющая | Диапазон (руб./день) | Что включает |
|---|---|---|
| Амортизация | 500 – 2000 | Износ оборудования (7 лет эксплуатации) |
| Текущие расходы | 5000 – 66500 | Зарплата, материалы, газ, обслуживание |
Вторая составляющая значительно больше первой.
Следовательно, стоимость 1 метра резки в большей степени зависит не от стоимости машины, а от того, как мы ее эксплуатируем!
Стремление купить машину как можно дешевле в ущерб технологическим характеристикам может в разы увеличить последующую стоимость резки. Используя современные технологии, можно снизить вторую часть затрат «текущие расходы» более чем в два раза.
Срок службы расходников: экономия 40%+
Почему изнашиваются сопла и электроды
Часто во время плазменной резки наблюдается повышенный износ расходных материалов. Основные причины следующие:
1. Чрезмерно долгое горение пилотной дуги внутри горелки
Происходит из-за образования основной дуги не на оптимальной высоте или за-за некорректного выхода из траектории резки при падении вырезанной заготовки. В этот момент плазматрон резко переходит от прямой дуги к косвенной со значительным износом электрода.
2. Процесс сквозного прожига металла без увода резака
Обратный поток плазмы с расплавленным металлом из образующейся воронки повреждает плазматрон. Необходимо безопасное положение.
3. Неправильная высота в процессе резки
Приводит к повышенной нагрузке на резак и, следовательно, к быстрому износу.
Скрытые неисправности: невидимые потери
Работа оборудования со скрытыми неисправностями:
- ✖️ Старая охлаждающая жидкость, долго циркулируя по латунным трубкам, изменяет свои электропроводные свойства
- ✖️ Шунтирование тока по жидкости приводит к искажению электрических характеристик внутри плазматрона
- ✖️ Чрезмерный изгиб нарушает объем подачи газов и охлаждающей жидкости
Только за счет соблюдения правильной технологии резки можно снизить потребление расходных материалов более чем на 40%.
Перерасход при работе на оборудовании со скрытыми неисправностями может быть столь значительным, что не поддается подсчетам простыми методами.
Производительность: технологии Contour Cut
При соответствующих возможностях машины оператор выставляет необходимую технологию резки, которая позволяет снизить себестоимость 1 метра резки до 30%.
А использование современных более высокопроизводительных технологий, например "Contour Cut", снижает себестоимость 1 метра резки до 50%!
Таким образом, начинать работу необходимо с подбора современной технологии резки металла под марки проката и толщины, используемые на предприятии.
Редко используемые марки и толщины следует исключить. Их учет смещает технологическую систему в неоптимальную экономическую зону. Выпадающий прокат дешевле разместить на резку по кооперации или разрезать другим способом.
После этого производится расчет производительности и стоимости одного условного метра резки. По выбранным параметрам подбирается наиболее оптимальный производитель машины.
Регулировка высоты: напряжение ≠ высота
Машина должна точно выполнять параметры резки, а не создавать иллюзию их исполнения.
Так, например, часто регулировка высоты резака задается напряжением в электрической цепи горелки. При этом ошибочно предполагается, что напряжение в электрической цепи соответствует напряжению плазменного столба дуги.
Это не так.
На самом деле происходит значительное падение напряжения при прохождении по металлоконструкциям стола, разрезаемого металла, контактам и проводникам.
В таком случае, даже если оператор и выставляет идеально правильное напряжение по приборам, фактическое напряжение дуги, замеряемое вольтметром в электрической цепи плазматрона, значительно отличается от установленного.
Как следствие:
- ✦ Повышается износ плазматрона
- ✦ Происходит перерасход газов
- ✦ Снижается производительность
- ✦ Ухудшается качество резки
Это решается либо на этапе приобретения машины (машина должна быть оборудована современными системами регулировки высоты), либо приглашением на работу высококвалифицированного и дорогостоящего оператора, который по дефектам резки будет корректировать параметры процесса.
Холостые перемещения: потеря 30% времени
Программное обеспечение машины должно позволять управлять оптимальным перемещением резака и согласованной работой плазменной установки. Дополнительные холостые перемещения могут увеличить время общего пробега до 30%.
Наиболее распространенные проблемы:
| Проблема | Последствие | Решение |
|---|---|---|
| Чрезмерно высокий холостой пробег | Горелка поднимается на высоту парковки | Управление высотой на переходах (+10% производительности) |
| Лапка измерения высоты | Увеличивает время выхода на резку | Прямое измерение без лапки |
| Продувка при опускании | Потеря времени | Запуск после выхода в рабочее положение |
| Постоянная скорость | Риск в опасной зоне | Интеллектуальное управление скоростью |
Машина должна иметь правильную и сбалансированную механику. Перемещение с микрорывками недопустимо.
Для определения подобного перемещения необходимо положить ладонь на безопасное место машины во время ее работы. При перемещении отчетливо ощущаются рывки и вибрации.
Именно рывки, вызванные освобождением механических напряжений при перемещении, вынуждают снижать скорость термической резки. Качество резки тоже ухудшается.
Возможности техники часто ограничиваются неумением ее правильно использовать. Результат – низкая производительность, плохое качество резки и необходимость оплаты более высококвалифицированных операторов.
Таким образом, машина должна иметь простой и удобный интерфейс.
Надежность: простой = убытки
Машина должна быть надежной. Простой машины в результате поломок и большой потребности в сервисе снижает ее производительность.
Кроме того, для работы на такой машине требуется высокооплачиваемый персонал, чтобы ее можно было использовать в узких эксплуатационных рамках, что значительно повышает стоимость метра реза.
Физика процесса: 7 стадий поджига дуги
Какими же методами можно решить подобные производственные вопросы?
Не следует разделять резку с другими технологическими процессами. От качества заготовки зависит степень необходимой последующей обработки и, следовательно, объем станочного парка, а также многое другое.
Внедряя современные технологии, можно получить эффективное производство.
На производстве приходится разрезать множество различных материалов с разнообразными формами. Производство – это не исследовательская лаборатория, и поиск идеальных режимов невозможен!
Какова вероятность компенсировать неизбежные отступления от идеальной технологии резки?
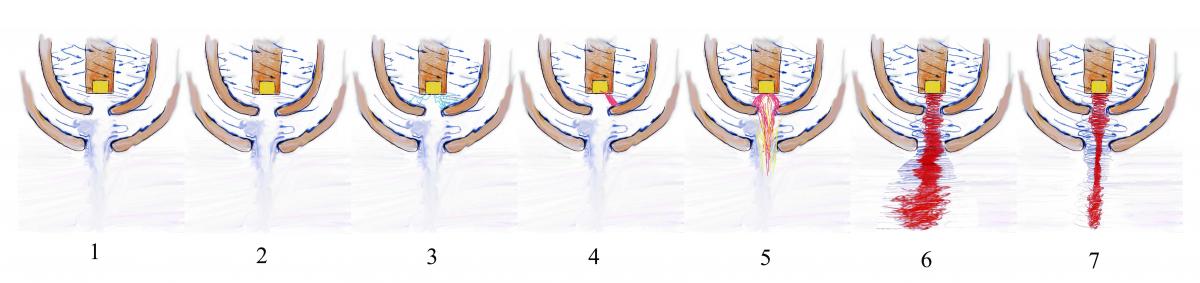
Рис. 2. Стадии образования плазменной дуги
Наиболее эффективным методом является управление высотой резака. Физику процесса проиллюстрировал г-н Курт Нахбаргауэр:
«Одним из основных вопросов является: "Каким образом поджог дуги на правильной высоте позволяет увеличить срок службы расходных материалов"? Рассмотрим, как происходит поджог дуги. Выделим значимые стадии образования дуги.
1-я стадия – продувка горелки
2-я стадия – снижение подачи воздуха для создания возможности более легкой ионизации
3-я стадия – ионизирующий высоковольтный, высокочастотный разряд
4-я стадия – возникновение пилотной дуги из-за низкой подачи газа, воздушный слой, оттесняющий дугу от сопла и электрода, не создан, быстрое повышение температуры внутри плазматрона
5-я стадия – выдувание пилотной дуги
6-я стадия – возникновение прямой дуги, формирование газового защитного слоя
7-я стадия – стабилизация дуги, защитных газовых слоев, снижение температуры внутри плазматрона
Самый высокий износ расходных материалов происходит именно на 4 и 5 стадии, в момент, когда дуга горит между электродом и соплом.
В это время вращающийся вихревой защищающий сопло и электрод поток еще не образовался.
Слишком высокое положение плазматрона над листом не позволяет быстро образоваться прямой дуге, давая время пилотной дуге разрушать сопло и электрод.
Наоборот, маленькое расстояние резака от листа – это низкое сопротивление дугового промежутка, следовательно, очень высокий стартовый ток и недостаточное время для отведения резака на безопасное расстояние.
Именно поэтому дистанция между резаком и металлом должна быть в соответствии с рекомендациями производителей плазменных установок.
Высота резака: компенсация износа электродов
Другим важным вопросом является: как правильная высота позволяет компенсировать износ электродов?
По мере износа электрода высота плазматрона над листом уменьшается, несмотря на постоянство напряжения на дуге.
С изменением этой высоты ухудшается качество резки, и еще более увеличивается износ расходных материалов.
Если откорректировать высоту, качество резки значительно повысится.

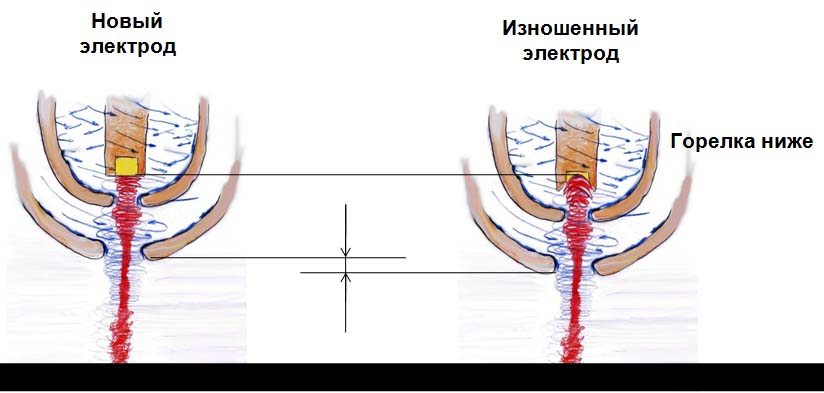

Рис. 3. Влияние износа на качество резки
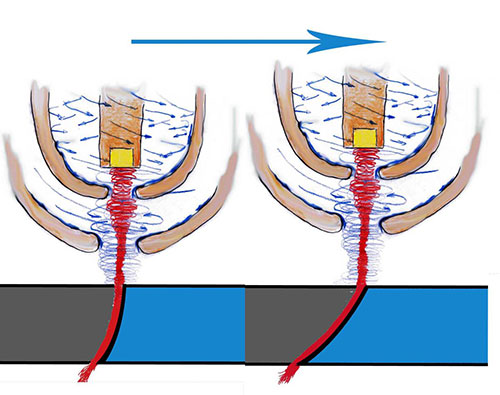
Рис. 4. Зависимость высоты от скорости резки
Современные системы: автоматическая калибровка
Стандартные технологии, предлагаемые производителями плазменной резки, не отражают в полной степени многообразия проката, используемого на производстве в различных странах.
Предлагается упрощенная градация: сталь, алюминий, нержавеющая сталь. Но в каждой группе имеются значительные отличия по технологии резки.
В случае, если регулировка производится по напряжению на дуге, то на различных марках проката будет разное расстояние резака от листа.
Это связано с тем, что металл различных марок под дугой плавится по-разному, и горелка проседает то больше, то меньше.
Такое изменение длины дуги приводит к ухудшению качества резки и повышенному износу расходных материалов.
Современные системы регулировки высоты сами измеряют напряжение, соответствующее заданной в миллиметрах высоте, которая является основой для качественной резки, и поддерживают его.
При каждом новом резе эти данные обновляются, и качество остается неизменным на протяжении всей карты раскроя.
Активно ведутся исследования для получения новых методов регулировки высоты, из которых особого внимания заслуживают два направления:
- ✓ Предоставить оператору больше информации о текущем процессе резки и возможность изменять этот процесс для достижения высокого качества реза и предотвращения ошибок
- ✓ Улучшение характеристик регуляторов высоты для возможности качественной резки тонкого листового металла
Современные технологии позволяют снизить себестоимость производства, повысить качество и конкурентоспособность выпускаемой продукции.

Рис. 5. Современная плазменная резка
| Метод оптимизации | Экономия | Сложность внедрения |
|---|---|---|
| Правильная технология резки | 40%+ расходников | Низкая |
| Contour Cut | до 50% | Средняя |
| Управление высотой | 30% времени | Средняя |
| Автоматическая калибровка | Стабильное качество | Высокая |
Виталий Жданов
ООО «НТ-Сварка»
Санкт-Петербург, Россия
Тел./факс +7(812) 67 67 072
info@nt-welding.ru
http://nt-welding.ru
Курт Нахбаргауэр
IHT Automation GmbH & Co. KG, Баден-Баден, Германия
http://www.iht-automation.com
Кирилл Александрович Синяков
заведующий кафедрой
«Оборудование и технологии производства металлоконструкций»
Санкт-Петербургский государственный политехнический университет
Институт машиностроения (ЛМЗ-ВТУЗ)
Литература
- В. Жданов., К. Нахбаргауэр, Т. Юниор Качественная плазменная резка. Журнал «РИТМ», № 1'2013, стр. 46-47

