Современные тенденции металлообрабатывающего оборудования
Ключевые направления развития
Машиностроение переживает серьезные изменения. Производители стремятся сделать оборудование более гибким и универсальным. В одном станке теперь концентрируется все больше разнородных технологических операций. Это логично.
Одновременно решаются несколько задач:
- ✓ Повышение производительности без ущерба качеству деталей
- ✓ Увеличение энергоэффективности станков
- ✓ Рост числа рабочих координат
- ✓ Существенное увеличение скоростей быстрых перемещений и рабочих подач
- ✓ Повышение скорости резания
- ✓ Обработка материалов с повышенной твердостью и вязкостью
- ✓ Совмещение силовой и финишной обработок в рамках одного станка
- ✓ Внедрение автоматизированных и роботизированных производственных модулей
- ✓ Применение высокоскоростных цифровых СЧПУ с возможностью 5-координатной обработки
Задачи развития современного металлообрабатывающего оборудования предъявляют повышенные требования как ко всей системе управления электрооборудованием в целом, так и к электроприводу — его основной составляющей.
Требования к электроприводам станков
Результатом ужесточения требований стали конкретные характеристики:
| Параметр | Требование |
|---|---|
| Максимальная скорость | Высокая |
| Перегрузочная способность | Значительная |
| Диапазон регулирования | Широкий |
| Точность движения | Высокая на всех скоростях |
| Время отработки | Минимальное |
| Характеристики | Линейные, стабильные, повторяемые |
| Быстродействие | Высокое при изменении нагрузки |
| Габариты | Минимальные при большой мощности |
| Надежность | Высокая |
На современном этапе можно выделить два подхода к определению качества работы станочного электропривода.
Подходы к оценке качества электроприводов
Международная практика
В мировой практике преобладает комплектная поставка систем управления. Производитель станков получает как саму систему ЧПУ, так и специально разработанный станочный электропривод того же производителя.
Основные поставщики комплектных систем:
- ★ Siemens (Германия)
- ★ Heidenhain (Германия)
- ★ Fanuc (Япония)
- ★ Fagor (Испания)
Качество таких систем проверяется по результатам серии испытаний на станке. База — современные стандарты в области станкостроения:
ISO-230 (международный), JIS B 6336-1986 (Япония), VDI/DGQ 3441 (Германия), ASME B5.54-92 (США), BSI BS 4656 Part 16 (Великобритания).
В рамках этих стандартов четко прописаны все аспекты испытаний: основные характеристики, способы измерений, используемое оборудование, набор экспериментов и условия их проведения, методики обработки результатов.
Поскольку электропривод рассматривается как составная часть системы управления, отдельных требований к нему не предъявляется. Преимущества подхода — унифицированная система испытаний и прозрачные показатели качества.
Российский подход
В России исторически сложилась иная ситуация. Электроприводы для станков и системы ЧПУ поставлялись разными производителями и представляли собой самостоятельные продукты. Большинство качественных приводов закупалось в рамках международного сотрудничества со странами СЭВ (Болгария, Чехословакия, Венгрия).
В этих условиях появился ГОСТ 27803-91, регламентирующий характеристики электроприводов для металлорежущего оборудования. Стандарт разрабатывался с целью формирования набора качественных требований и количественных показателей для оценки возможности применения электропривода в станках с ЧПУ.
Проблема в том, что стандарт формировался в условиях преобладания приводов на базе двигателей постоянного тока с аналоговым управлением скоростью.
Сегодня тенденция раздельного изготовления приводов и систем ЧПУ сохраняется. На рынке появилось значительное количество импортных силовых преобразователей, которые дилеры позиционируют для станочного применения. Оценить степень их соответствия затруднительно — производитель указывает лишь те характеристики, которые важны с его точки зрения.
Проведенные испытания ряда импортных преобразователей показали: при снижении скорости от номинальной в диапазоне 700:1 наблюдается рост колебаний скорости и возникает «шагающий» режим.
Кроме того, появились «сервоприводы» с возможностями позиционного управления. Их использование осложняется тем, что отечественные системы ЧПУ имеют встроенный контур управления положением и ориентированы на управление скоростью.
Крупные станкостроительные заводы проводят испытания различных приводов по своим методикам. Для небольших предприятий, связанных с модернизацией и ремонтом станков, путь сравнительных испытаний вряд ли оптимален. Этот подход связан с большими затратами времени и финансов, требует специализированного оборудования.
Ступенчатое воздействие: проверка быстродействия
Целесообразно ввести в существующий стандарт такой набор показателей, который позволил бы выделить специализированные приводы из общей массы и количественно оценить их возможности.
Анализ зарубежных источников указывает: подобными характеристиками может быть набор тестовых воздействий, используемых при испытании станков, но спроецированный на отдельный привод.
Особенность станочного электропривода — требование обеспечения качественного контурно-позиционного движения. К числу тестовых сигналов относятся:
- → Ступенчатое воздействие по заданию
- → Гармоническое воздействие
- → Последовательное позиционирование в прямом и обратном направлениях
- → Разгон и реверс на номинальную скорость
- → Наброс и снятие нагрузки на вал двигателя
Один из основных способов определения статической точности и быстродействия — отработка ступенчатого воздействия.
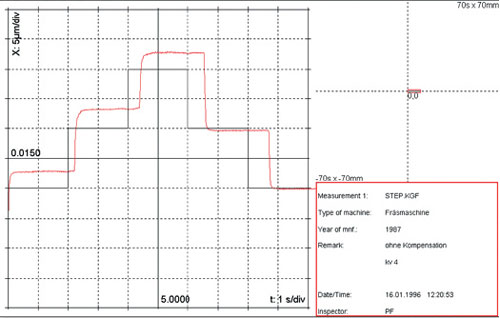
Рис. 1. Отработка ступенчатого переходного процесса по положению
Применительно к скоростным приводам данное тестовое воздействие также допустимо. Основное назначение — проверка характера переходного процесса «в малом» и качества настройки замкнутого канала управления без учета ограничений.
Отработка в линейной зоне должна иметь апериодический характер с максимальным быстродействием. Для передовых зарубежных позиционных приводов при повороте на угол 1/80-1/60 оборота вала этот показатель составляет 20-50 мс. Для скоростных приводов разгон на скорость порядка 1/100 номинального значения происходит за 10-30 мс.
Последовательное позиционирование: оценка повторяемости
Следующее тестовое воздействие позволяет оценить повторяемость — способность показывать идентичные результаты в серии однотипных испытаний.
Речь о серии ступенчатых перемещений или последовательном позиционировании в ряд точек. Достаточно набора движений от 5 до 10 позиций — сначала в одном направлении, затем в обратном.
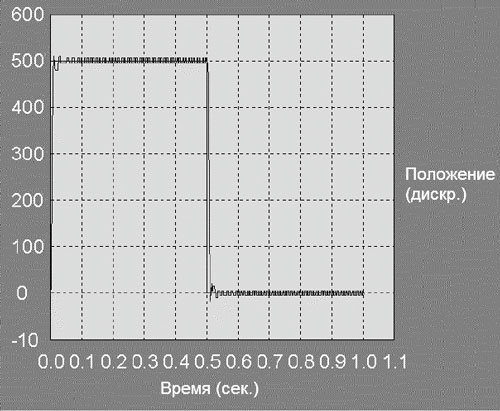
Рис. 2. Отработка ряда ступенчатых перемещений
Тест наглядно демонстрирует наличие асимметрии (если таковая имеется) в системе управления, а также качество настройки интегральной части. Привод с недостаточным значением интегральной части на серии перемещений будет демонстрировать снижение повторяемости.
Для скоростных систем тест также применим — привод последовательно выходит на заданные значения скорости. Амплитуды воздействий остаются такими же, период обновления сигнала управления — 100-150 мс для позиционных систем и 80-120 мс для скоростных.
Хорошим результатом для позиционных систем следует считать отклонение ±2 дискреты измерителя перемещения, для скоростных — отсутствие статической ошибки.
Динамическая точность: круговая интерполяция
Динамическая точность — ошибка регулирования положения, возникающая независимо от характера движения во всем скоростном диапазоне. Это определяющая характеристика при обработке сложно-контурных изделий (пресс-формы, резьба и т.п.).
Универсальное средство демонстрации динамической точности станка — отработка кругового движения. Тест входит в набор стандартных при приемочных испытаниях согласно ISO-230 и ГОСТ Р ИСО-230.
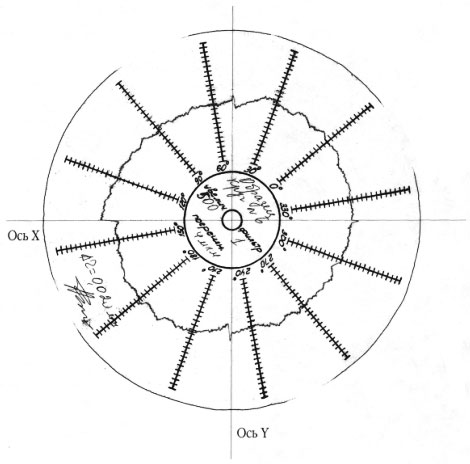
Рис. 3. Отработка круговой интерполяции
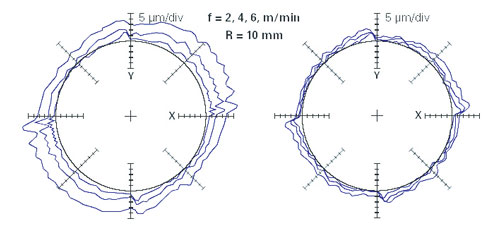
Рис. 4. Отработка круговой интерполяции системами с а) угловым и б) линейным измерителями перемещения
Многие производители приводят несколько окружностей для демонстрации динамической ошибки при разных скоростях подачи и различных вариантах установки измерителя перемещения. Качественная система управления должна обеспечивать приблизительно одинаковую динамическую ошибку на всех рабочих скоростях.
Гармонические сигналы: проверка слежения
Применительно к отдельному приводу тестовое воздействие сводится к гармоническому сигналу (синусоида или косинусоида). При отработке окружности на плоскости каждый привод в рамках своей оси выполняет именно гармоническое движение.
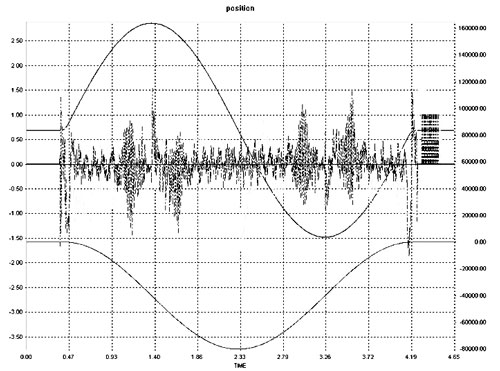
Рис. 5. Отработка гармонического сигнала
Имеет смысл отрабатывать гармонический сигнал разной частоты. Характеристика аналогична полосе пропускания. Принципиальное отличие: в системах с компенсирующими связями ограничение по току или напряжению наступает раньше, нежели спад частотной характеристики на 3 дБ.
В идеале электропривод не должен иметь зависимости ошибки слежения от частоты во всей линейной зоне. Тестовый сигнал применим и к системам с регулятором скорости — относительно скоростного задающего воздействия.
Разгон и реверс: динамические возможности
Следующее тестовое воздействие позволяет оценить динамическую точность привода в режимах быстрого изменения скорости. Речь о разгоне электропривода на номинальную скорость с последующим реверсом и торможением.
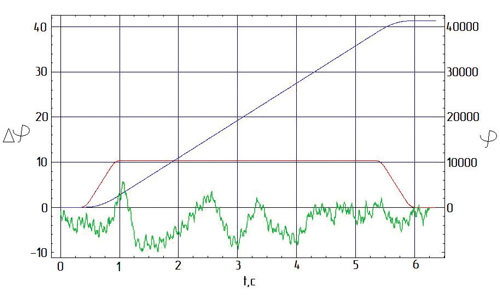
Рис. 6. Разгон до номинальной скорости
Параметр наглядно показывает динамическую ошибку электропривода при быстрых ускорениях и замедлениях. Характеристика должна отрабатываться в линейной зоне — иначе возможности привода по слежению за сигналом задания окажутся ограниченными.
Подобный тестовый сигнал применим и к скоростным системам — он позволяет определить динамические возможности привода по обеспечению ошибки регулирования во всем диапазоне скоростей и ускорений.
Динамическая жесткость: реакция на нагрузку
Описанные характеристики демонстрируют возможности электропривода при отработке управляющих воздействий по каналу задания. Для станочного электропривода не менее важен параметр динамической жесткости — способность компенсировать внешние возмущающие воздействия.
В существующем стандарте рассматриваемый параметр определен только для привода главного движения и предъявляет требования к времени возврата на заданную скорость.
Конечному потребителю важно знать, какую ошибку успеет накопить привод и как быстро эта ошибка вернется в диапазон допуска. Особенно это важно для позиционных приводов — такие системы должны обеспечивать близкую к нулевой ошибку слежения во всех режимах работы в линейной зоне.
Для позиционных приводов целесообразно проводить ряд испытаний с разным уровнем момента нагрузки и указывать для каждого момента не только время восстановления, но и величины максимального рассогласования.
Для приводов, управляемых по скорости, определение динамической жесткости сложнее — без внешней системы управления такой привод не способен компенсировать позиционную ошибку. Для таких систем целесообразно указывать численное значение максимального рассогласования по скорости и времени переходного процесса при приложении и снятии с вала двигателя различных моментов нагрузки вплоть до номинального.
Структуры современных регуляторов
Эволюция систем управления
Требование эффективного воспроизведения контурно-позиционного движения определило ряд качественных показателей к структурному построению современного станочного электропривода.
Результат — появление нового поколения цифровых электроприводов, специально предназначенных для воспроизведения движения. Производители: Emco, Siemens, Kollmorgen и другие.
Отличительные особенности:
- ✔ Реконфигурируемая структура с возможностью динамического изменения набора регуляторов
- ✔ Ориентация на управление положением как с промежуточным контуром скорости, так и без него
- ✔ Встроенные цифровые фильтры для подавления резонансных частот
- ✔ Механизмы компенсации трения и люфтов
Набор регуляторов положения и скорости содержит П, ПИ, ПИД-регуляторы с дополнительно введенными упреждающими компенсирующими связями по скорости и ускорению сигнала задания.
.jpg)
Рис. 7а. Типовая структура регулятора скорости
Регулятор скорости обладает компенсирующими связями по скорости и ускорению, а также интегральной составляющей ошибки. Это обеспечивает малую ошибку по скорости как по каналу задания, так и по каналу возмущения.
Известно: увеличение числа контуров управления неизбежно ведет к снижению быстродействия. Каждый новый контур снижает быстродействие примерно в два раза.
Поэтому разработчики предлагают использовать регуляторы положения, способные обеспечить прямое управление моментом без промежуточного контура скорости.
.jpg)
Рис. 7б. Типовая структура регулятора положения
Данный регулятор содержит ПИД-регулятор положения, демпфирующую связь по скорости для подавления колебаний, а также упреждающие связи по скорости и ускорению сигнала задания.
Применение подобной структуры позволяет обеспечить малые динамическую и статическую ошибки как по каналу нагрузки, так и по каналу управления, расширить полосу пропускания привода.
Рассмотренный класс специализированных приводов обеспечивает более высокое качество работы по сравнению с широким классом станочных приводов, имеющих только контур управления скоростью без компенсационных связей.
Но следует иметь в виду: во многих случаях контур положения реализуется не в приводе, а в системе числового программного управления, параметры которой могут существенно ограничивать достижимую точность и быстродействие.
Рекомендации по совершенствованию стандартов
Для правильного определения возможностей приводов и сравнения их характеристик целесообразно ввести в существующий стандарт ряд дополнительных показателей:
| Тип воздействия | Параметры оценки |
|---|---|
| Ступенчатое | Характер переходного процесса, время отработки |
| Серия ступенчатых перемещений | Повторяемость, асимметрия |
| Гармонические движения | Динамическая ошибка, полоса пропускания |
| Разгон и реверс | Динамическая ошибка при ускорениях |
| Наброс и снятие нагрузки | Время восстановления, максимальное рассогласование |
Дополнительный ориентир в выборе электропривода — набор характеристик, позволяющих выделить современные станочные электроприводы в отдельную группу:
- ☑ Наличие ПИД-регулятора положения с компенсирующими связями по скорости и ускорению
- ☑ Наличие ПИ-регулятора скорости с компенсирующими связями
- ☑ Компенсация момента трения и кинематического зазора
- ☑ Встроенные фильтры для подавления резонансных частот
- ☑ Развитая система самодиагностики и настройки
Введение таких мер позволит дифференцировать существующий спектр приводов на передовые и те, что уже не отвечают требованиям современного производства. Конечный пользователь получит критерии оценки, приближенные к реальным условиям работы электропривода в составе координатной оси.
Красильникъянц Е.В., Бурков А.П., Смирнов А.А., Салахутдинов Н.В.
НТЦ «ИНЭЛСИ»
Список использованных источников:
- Боровский Г.В. Развитие машиностроения России на основе технологического перевооружения. М.: Издательство «ИТО», 2009г. – 216 с.
- Аналитический отчет Ассоциации «Станкоинструмент», 2009г.
- Итоги международной станкостроительной выставки «ЕМО-Милан-2009», 2009г.
- Каталог продукции Nakamura-Tome 2010г.
- http//blog.ncut.edu.tw. Lecture2. Accurancy of Machine Tools
- ГОСТ 27803-91. Электроприводы регулируемые для металлообрабатывающего оборудования и промышленных роботов.
- Heidenhain. Technical Information. Fast, Accurate Contour Milling with High Surface Definition.
- High Speed, High Precision and High Efficiency Nano Control Servo. αi series. Fanuc 2001.
- Отчет по испытаниям привода с асинхронными двигателями на станке МА655А11. Станочная лаборатория опытного конструкторского бюро ОАО «САВМА», Савелово 2001.

