Проблемы обработки композитов: почему обычный инструмент не работает
Характерные преимущества волокнистых материалов из арамида (AFK, Aramid = Aromatic polyamide), например КЕВЛАРА, и пластмасс, армированных углеволокном (CFK), и их трудная обработка противоречат друг другу.
Знакомая ситуация?
При обработке этих материалов обычным инструментом результаты не удовлетворяют производственников:
- ✖️ Шероховатость поверхности
- ✖️ Температурное повреждение смол
- ✖️ Деламинация (расслоение)
- ✖️ Низкая стойкость инструмента
О стойкости инструмента вообще можно было забыть.
В связи с тем, что изменение состава композиционного материала при наличии других недостатков невозможно, изготовителям приходится искать решение только в новой конструкции инструмента.
| Проблема | Причина | Последствие |
|---|---|---|
| Деламинация | Неправильная геометрия режущей кромки | Расслоение материала |
| Шероховатость | Вырывание волокон | Низкое качество поверхности |
| Повреждение смол | Перегрев (>70°C) | Размягчение эпоксидной смолы |
| Износ инструмента | Абразивность композитов | Частая замена |
FK-инструмент Guhring: серповидная геометрия
Компания ГЮРИНГ готова использовать свои технические знания (ноу-хау) для того, чтобы найти экономичное решение.
Сегодня Guhring предлагает комплексную программу инструмента для рациональной обработки стеклопластиковых и композиционных материалов:
- ★ FK-сверла
- ★ FK-зенковки
- ★ FK-фрезы
Отличительным признаком FK-инструмента компании ГЮРИНГ является серповидное исполнение режущих кромок.
Как это работает?
Благодаря внедрению такого решения:
- Волокна в направлении растяжения предварительно натягиваются
- Затем разрезаются в направлении сдвига
В результате получается чистый рез, гладкая поверхность.
При сверлении и зенковании период стойкости составляет от 1500 до 2000 операций при условии, если оптимально выбраны скорость резания и подача.
Важный момент: в связи с конструктивными особенностями данных материалов рабочая температура не должна превышать 70°С. В противном случае волокнистый материал (в большинстве случаев, с эпоксидной или фенольной смолами) размягчается.
Поэтому оптимальные параметры резания в используемом материале в каждом конкретном случае подбираются индивидуально.

Рис. 1. Вид отверстия сверху
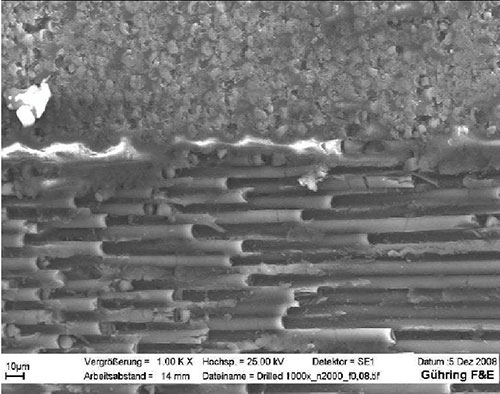
Рис. 2. Сечение отверстия, увеличенное под микроскопом (углепластик с однонаправленными волокнами)
FK-сверла: 1500-2000 отверстий без износа
FK-сверла изготавливаются из цельного твердого сплава.
Характеристики FK-сверл:
- ✓ Специальная заточка
- ✓ Очень острые серповидные режущие кромки
- ✓ Очень широкие направляющие ленточки
Режимы резания:
| Параметр | Значение | Примечание |
|---|---|---|
| Скорость резания (v) | 150–180 м/мин | Оптимальный диапазон |
| Подача (s) | 0,05–0,08 мм/об | На оборот |
| Охлаждение | Без охлаждения | Сухая обработка |
| Стойкость | 1500–2000 отверстий | При оптимальных параметрах |
| Температура | ≤70°C | Критично для смол |
Сверла для однонаправленных волокон
Компания ГЮРИНГ предлагает и специальное решение — сверла с оптимизированной геометрией под композиционные материалы с однонаправленными волокнами.
Особенности данного исполнения:
- ✦ Сверхострая геометрия для эффективного резания без деламинации
- ✦ Скругленный переход от режущей кромки к направляющей
- ✦ Отверстия для подвода СОТС для снижения температурных нагрузок
Также сверла могут использоваться с различными видами упрочняющих покрытий:
- ★ Алмазное покрытие
- ★ Signum
- ★ И другие

Рис. 3А. Обработка обычным инструментом

Рис. 3В. Качество, полученное при обработке FK-инструментом ГЮРИНГ
На рисунке 3 представлены сравнительные образцы качества обработки обычным инструментом (А) и FK-инструментом ГЮРИНГ (В).
Разница очевидна.
FK-зенковки: отверстия под заклепки
Зенковки (рис. 4) предназначены для обработки отверстий под заклепки.
Исполнение:
- ✓ Целиком из быстрорежущих сталей
- ✓ Или с двумя впаянными в основной корпус серповидными лезвиями из твердого сплава или PKD
Поставляется в 2-х вариантах:
- С цельными направляющими цапфами
- С заменяемыми направляющими цапфами
Режимы резания для инструмента с твердосплавными пластинами:
| Параметр | Значение |
|---|---|
| Скорость резания (v) | 25–40 м/мин |
| Подача (s) | 0,3–0,5 мм/об |
| Охлаждение | Без охлаждения |

Рис. 4. Зенковки
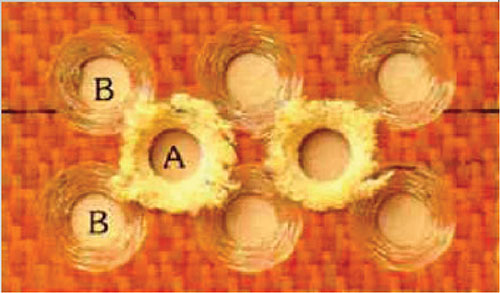
Рис. 5. А – обработка обычным инструментом, В – качество, полученное при обработке FK-инструментом ГЮРИНГ
На рисунке 5 представлены отверстия, обработанные обычным инструментом (рис. 5А) и обработанные FK-инструментом ГЮРИНГ.
FK-фрезы: компрессионное резание
FK-фрезы производства компании ГЮРИНГ (рис. 6) изготавливаются из цельного твердого сплава.
Ключевые особенности:
- ✦ Положительная геометрия
- ✦ Разнонаправленные зубья
Это позволяет применять метод компрессионного резания.
Режимы резания:
| Параметр | Значение | Особенность |
|---|---|---|
| Скорость резания (v) | 320–560 м/мин | Высокая скорость |
| Подача (s) | 1–2,2 м/мин | На метр |
| Охлаждение | Без охлаждения | Сухая обработка |

Рис. 6А. Обработка обычным инструментом, В – качество, полученное при обработке FK-инструментом ГЮРИНГ

Рис. 6. Пример FK-фрезы производства компании ГЮРИНГ
На рисунке 6 для сравнения можно увидеть качество обработки обычным инструментом и FK-фрезой компании ГЮРИНГ.
Сравнение качества: обычный инструмент против FK
Давайте подведем итоги сравнения:
| Критерий | Обычный инструмент | FK-инструмент Guhring | Улучшение |
|---|---|---|---|
| Качество поверхности | Шероховатая, вырывы | Гладкая, чистый рез | Значительно лучше |
| Деламинация | Отсутствует | Полностью устранена | |
| Стойкость | Низкая | 1500-2000 операций | В разы выше |
| Температура | Высокая | Контролируемая (≤70°C) | Безопасная |
| Геометрия кромки | Стандартная | Серповидная | Специальная |
Применение в авиации: европейские производители
Серия FK-инструмента компании ГЮРИНГ — FK-сверла, FK-зенковки, FK-фрезы — успешно применяется на предприятиях европейских авиапроизводителей.
Это далеко не все решения компании ГЮРИНГ для обработки композиционных материалов.
Специалисты компании ГЮРИНГ готовы предложить не только инструмент, но и опыт по его применению в условиях российских предприятий авиационной отрасли.
Почему это важно?
Авиационная промышленность — это:
- ★ Высокие требования к качеству
- ★ Строгие допуски
- ★ Минимум брака
- ★ Повторяемость результатов
FK-инструмент Guhring соответствует всем этим требованиям.
1500-2000 отверстий без замены инструмента. Чистый рез без деламинации. Гладкая поверхность без дополнительной обработки.
Это не просто инструмент. Это решение проблем, которые годами мучили производителей композитных деталей.
ООО ГЮРИНГ
111397, Москва, Зеленый пр-т, 20
Т. +7 (495) 989-47-87
Ф. +7 (495) 989-47-97
www.guhring.ru
info@guhring.ru

