Нами предложен новый метод обработки торцовых поверхностей зубьев зубчатых изделий, который может быть использован как для обработки средних, так и крупногабаритных изделий на универсальном оборудовании (рис. 1).
Но в чем особенность этого метода? Почему он эффективнее традиционных подходов?
Профильное скольжение: основа нового метода обработки
Способ основан на использовании в качестве скорости резания профильного скольжения.
Скорость скольжения контактных точек поверхностей зубьев
Скорость скольжения контактных точек поверхностей зубьев определяется формулой, представленной на рисунке.
Наибольшее удельное скольжение имеет место в нижних точках активных профилей зубьев, расположенных вблизи основных окружностей.
Выравнивание удельного скольжения геометрией инструмента
Подбором геометрических параметров инструмента можно достичь выравнивания наибольшего значения удельного скольжения и исключить нулевые значения скоростей скольжения в пределах активного участка профиля зубьев.
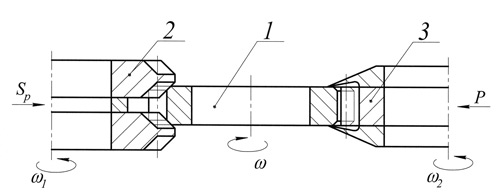
Рис. 1 Схема формообразования фасок и удаления заусенцев на торцах зубьев цилиндрических зубчатых колес: 1 – обрабатываемая заготовка – колесо; 2 – устройство для формообразования фасок; 3 – устройство для прикатывания боковых поверхностей зубьев и срезания заусенцев на торцах.
| Параметр | Характеристика | Влияние на обработку |
|---|---|---|
| Скорость скольжения | Профильная | Определяет качество резания |
| Удельное скольжение | Максимум в нижних точках | Требует оптимизации |
| Геометрия инструмента | Подбирается | Выравнивает скольжение |
| Активный профиль | Вблизи основных окружностей | Зона максимального износа |
Внеполюсное зацепление: заполюсное и предполюсное
Это может быть реализовано за счет создания в зубчатой передаче внеполюсного зацепления: заполюсного, когда зубья зубчатого колеса являются головками, а зубья шестерни – ножками; предполюсного, когда зубья зубчатого колеса являются ножками, а зубья шестерни – головками.
Заполюсное зацепление: зубья колеса — головки
При заполюсном зацеплении зубья зубчатого колеса являются головками, а зубья шестерни – ножками. Такая конфигурация обеспечивает определенные преимущества при обработке.
Предполюсное зацепление: зубья колеса — ножки
При предполюсном зацеплении зубья зубчатого колеса являются ножками, а зубья шестерни – головками. Выбор между этими вариантами зависит от требуемых качественных показателей передачи.
Выбор вида зацепления определяется качественными показателями передачи.
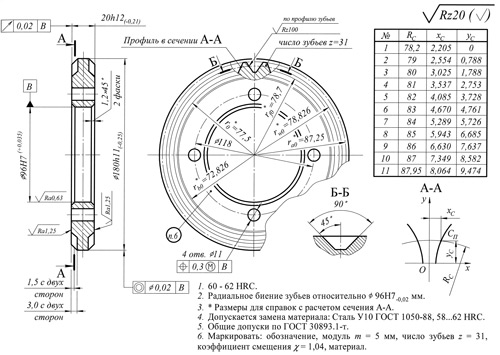
Рис. 2 Обкатник
| Тип зацепления | Зубья колеса | Зубья шестерни | Применение |
|---|---|---|---|
| Заполюсное | Головки | Ножки | Определенные качественные показатели |
| Предполюсное | Ножки | Головки | Альтернативная конфигурация |
Двухвенцовый обкатник: конструкция режущего инструмента
Конструктивно инструмент представляет собой двухвенцовое коническое прямозубое зубчатое колесо, на боковых поверхностях зубьев которого расположены режущие кромки (рис. 2).
Режущие кромки на боковых поверхностях зубьев
На боковых поверхностях обкатников расположены лезвия, срезающие фаски по контуру зубьев. Образующие заусенцы срезаются с торцов двумя дисковыми ножами и прикатываются на боковых поверхностях зубьев зубчатым обкатником.
Дисковые ножи для срезания заусенцев
Два дисковых ножа предназначены для срезания заусенцев с торцов зубьев. Это обеспечивает чистоту обработки и отсутствие дефектов на готовом изделии.
Формообразование фасок на торцах зубьев большого диаметра
На рис. 3 представлено формообразование фасок на торцах зубьев цилиндрических зубчатых колес большого диаметра. На державке, закрепленной в резцедержавке токарно-карусельного станка, установлен в подшипнике обкатник.
Обкатник в беззазорном зацеплении с колесом-заготовкой
Обкатник вводится в беззазорное зацепление с колесом – заготовкой в соответствии со схемой (рис. 1). Заготовка – колесо приводится во вращение, а обкатник свободно вращается на резцедержавке.
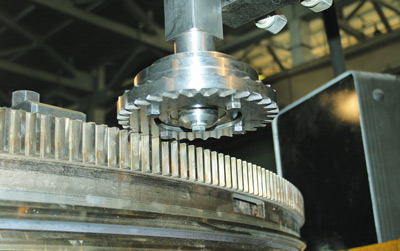
Рис. 3 Формообразование фасок на торцах зубьев
Радиальное движение подачи устройства для фасок
Устройство для формообразования фасок совершает движение подачи в радиальном направлении, что позволяет точно контролировать размеры формируемых фасок.
| Элемент | Расположение | Функция |
|---|---|---|
| Обкатник | В подшипнике на державке | Формообразование фасок |
| Державка | В резцедержавке станка | Крепление инструмента |
| Заготовка-колесо | На столе станка | Обрабатываемая деталь |
| Движение подачи | Радиальное | Контроль размеров фасок |
Прикатывание боковых поверхностей и срезание заусенцев
В процессе формообразования фасок возможно образование наплывов на боковых поверхностях зубьев и заусенцев на торцовых поверхностях заготовки – колеса. Для снятия заусенцев на торцах зубьев (рис. 5) и прикатывания боковых поверхностей (рис. 4) предназначено устройство, которое закрепляется в резцедержателе с противоположной стороны обрабатываемой заготовки – колеса (рис. 1).
Прикатник предотвращает образование наплывов
Прикатник предотвращает образование наплывов на боковых поверхностях зубьев, а дисковые резцы срезают заусенцы на торцах зубьев заготовки колеса.

Рис. 4 Прикатывание боковых поверхностей зубьев
Усилие прижима зависит от параметров заготовки
Устройство для удаления заусенцев прижимается к обрабатываемой заготовке – колесу с усилием, зависящим от ее параметров (прочностных характеристик материала, твердости, размеров и др.).
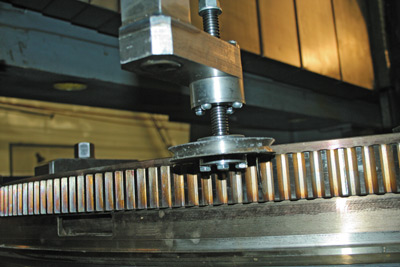
Рис. 5 Удаление заусенцев на торцах зубьев после формообразования фасок
| Функция | Устройство | Результат |
|---|---|---|
| Прикатывание | Зубчатый обкатник | Устранение наплывов |
| Срезание заусенцев | Дисковые ножи | Чистота торцов |
| Расположение | С противоположной стороны | Комплексная обработка |
| Усилие прижима | Зависит от параметров | Адаптивность |
Обработка на токарно-карусельном станке: технология процесса
Обрабатываемое зубчатое колесо устанавливается на столе универсального токарно-карусельного станка, а устройства для формообразования фасок и для прикатывания боковых поверхностей зубьев и срезания заусенцев на торцах зубчатых венцов.
Реверсирование направления вращения после кратного числа оборотов
После совершения инструментом количества оборотов, равного или кратного числу зубьев обрабатываемой заготовки – колеса, для обеспечения одинаковых условий резания на противоположных боковых сторонах, производится реверсирование направления вращения зубчатой пары инструмент – заготовка – колесо.
Врезание после каждого прохода
На этом заканчивается один проход. После каждого прохода необходимо произвести врезание – сближение осей инструмента и обрабатываемой заготовки – колеса вниз до образования фаски необходимых геометрических размеров.
Выхаживание на конечном этапе обработки
Для улучшения качества обработанной поверхности на конечном этапе цикла обработки осуществляется выхаживание – вращение пары инструмент – заготовка – колесо в прямом и обратном направлениях при номинальном межосевом расстоянии.
| Этап | Действие | Цель |
|---|---|---|
| Основная обработка | Вращение пары | Формообразование фасок |
| Реверсирование | Смена направления | Одинаковые условия резания |
| Врезание | Сближение осей | Необходимый размер фаски |
| Выхаживание | Прямое и обратное вращение | Улучшение качества поверхности |
Оптимальные параметры: числа зубьев без общих множителей
Теоретическими и экспериментальными исследованиями установлено, что оптимальную производительность и качество обработанной поверхности можно обеспечить, если числа зубьев инструмента и обрабатываемой заготовки – колеса не будут иметь общих множителей.
Отсутствие общих множителей: равномерность обработки
Это условие обеспечивает равномерность обработки всех зубьев и предотвращает систематические погрешности, которые могут возникнуть при наличии общих делителей в числа зубьев.
| Параметр | Требование | Обоснование |
|---|---|---|
| Числа зубьев | Без общих множителей | Равномерность обработки |
| Производительность | Оптимальная | Теоретически обоснована |
| Качество поверхности | Высокое | Экспериментально подтверждено |
Кафедра ИМС ТулГУ: проектирование зуборезного инструмента
Е.Н. Валиков д.т.н.
В.А. Белякова к.т.н.
ГОУ ВПО «Тульский государственный университет»
кафедра «Инструментальные и метрологические системы»
Основана в 1931 году: подготовка инженеров-инструментальщиков
Кафедра «Инструментальные и метрологические системы» Тульского государственного университета была основана в 1931 году. Предпосылками для организации кафедры явилась возросшая потребность развивающейся машиностроительной промышленности Центрального региона России в инженерно-технических работниках, которые могли бы создавать новые конструкции инструментов для обеспечения прогрессивных технологических процессов, разрабатывать режимы эксплуатации обрабатывающих инструментов, изготавливать штамповую оснастку.
8 докторов и 13 кандидатов наук: научный потенциал
В настоящее время кафедра «Инструментальные и метрологические системы» является научным и научно-педагогическим коллективом, способным решать самые сложные задачи в области проектирования любого металлорежущего инструмента. В ее составе работают 8 докторов наук, профессоров и 13 кандидатов наук, доцентов.
Зуборезный инструмент: особое направление исследований
Круг научных интересов кафедры весьма широк, однако в ее деятельности особое место занимает зуборезный инструмент, проектирование и изготовление которого вызывает массу трудностей и требует от проектировщика большого количества знаний и глубокой инженерной интуиции.
Современные методики: червячные фрезы, шеверы, долбяки
Сотрудниками кафедры разработаны современные методики проектирования и изготовления таких зуборезных инструментов, как червячные фрезы с винтовым затылованием, сборные червячные фрезы различных конструкций, шеверы-прикатники, долбяки для обработки зубчатых изделий со специфическими требованиями, предъявляемыми к ним, и многие другие.
Исследования, направленные на совершенствования конструкций и методов проектирования зуборезного инструмента, продолжаются.
| Показатель | Значение |
|---|---|
| Год основания | 1931 |
| Доктора наук, профессора | 8 |
| Кандидаты наук, доценты | 13 |
| Основное направление | Зуборезный инструмент |
| Типы инструментов | Червячные фрезы, шеверы, долбяки |
![]()
Почтовый адрес: 300600, Тула пр. Ленина, 92
ТулГУ каф. ИМС
Местонахождение: 300600, Тула, пр. Ленина, 84
(2-й учебный корпус ТулГУ аудитории 212, 213, 214, 215, 217)
Телефон/факс (4872) 33-25-38
E-mail: imstulgu@pochta.ru
http://ims.tsu.tula.ru/

