Сложность авиационных деталей
Особенности изготовления планера
Несущие детали планера имеют сложную форму и в связи с высокими требованиями к механическим характеристикам и мелкосерийностью, как правило, изготавливаются из монолитных плит, при обработке которых в стружку уходит до 90% металла. Представьте себе: из тонны материала готовая деталь весит всего 100 килограммов. Это факт.
Почему так? Авиация не терпит компромиссов. Каждый грамм на счету, но прочность — превыше всего. Без вариантов.
Высокоскоростная обработка
Диапазон скоростей резания
Одним из путей повышения производительности обработки крупногабаритных деталей является высокоскоростное фрезерование. К области высокоскоростной обработки алюминиевых сплавов относится диапазон скоростей резания от 1200 до 7000 м/мин. Для достижения таких скоростей используются высокочастотные приводы главного движения с частотой вращения до 30 000 об/мин, устанавливаемые на новейшие обрабатывающие центры с линейными приводами подач.
Звучит впечатляюще. И это не просто цифры — реальная практика современного авиастроения.

Рис. 1. Российский самолет Сухой Суперджет 100.
Специализированные фрезы
Конструкция и балансировка
При высокоскоростном фрезеровании алюминиевых сплавов на практике используются в основном специально созданные для высокоскоростной обработки фрезы с механическим креплением сменных многогранных пластин из твердого сплава. Фрезы выполняются по классу дисбаланса G2,5 или G6,3.
Применение таких фрез в производстве крупногабаритных деталей летательных аппаратов обеспечивает сокращение времени обработки в несколько раз, повышает надежность деталей в связи со значительным улучшением качества обработанной поверхности и снижением напряжений, обусловленных процессом резания.
Не всё так просто. Балансировка G2,5 — это высший пилотаж. Обычные фрезы здесь не справятся.
Преимущества технологии
Существенным преимуществом высокоскоростной обработки является обусловленная 30%-м снижением сил резания возможность высокопроизводительного фрезерования тонкостенных деталей. Рабочие скорости подач при высокоскоростной обработке длинномерных деталей самолетов достигают до 80 м/мин.
В этих условиях существенную роль играет надежность процесса. Скажу прямо: без неё никуда.
Проблемы при резании алюминия
Налипание стружки
При налипании стружки на поверхность корпуса фрезы, обусловленном особыми свойствами алюминиевых сплавов, возможно возникновение в процессе резания закритического дисбаланса режущего инструмента с последующим повреждением шпинделя станка и обрабатываемой детали. Особо опасно пакетирование стружки при обработке глубоких карманов, которыми изобилуют детали летательных аппаратов.
Это серьёзно. Представьте: дорогой станок выходит из строя, деталь испорчена, время потеряно. Не дай бог.
Одним из путей решения этой проблемы является снижение коэффициента трения поверхностей рабочей части режущего инструмента. Логично?
Наноструктурные покрытия
Инновационная разработка
Новые возможности в области обработки авиационных материалов вращающимся режущим инструментом открывают последние достижения отечественной науки и практики в области плазменного нанесения тончайших пленок известных материалов, получающих новые уникальные свойства благодаря особой структуре, организованной на уровне наноразмеров.
Новое сверхтвердое наноструктурное покрытие корпусов фрез твердостью 100 Gpa, созданное в лаборатории плазмы предприятия СКИФ-М с участием ученых Белгородского госуниверситета, значительно повышает надежность при высокоскоростном фрезеровании алюминиевых деталей.
Помимо экстремальной твердости, близкой к твердости природного алмаза, это покрытие благодаря низкому коэффициенту трения исключает налипание стружки на рабочую часть фрезы и пакетирование, что гарантирует высокую надежность процесса высокоскоростной обработки. Впечатляет, правда?
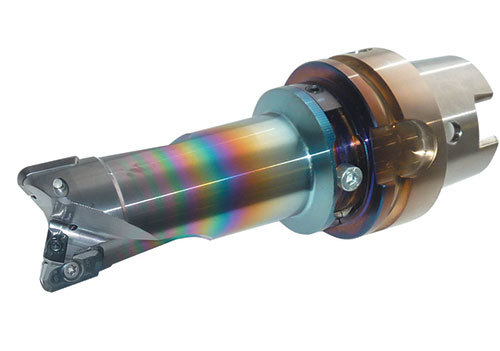
Рис. 2. Фреза моноблочного исполнения для высокоскоростной обработки алюминиевых сплавов со специальным покрытием рабочей части.
Серийное производство
Фрезы нового поколения
На предприятии СКИФ-М освоено серийное производство нового поколения торцовых и концевых фрез, используемых для высокоскоростной обработки интегральных авиационных деталей из алюминиевых сплавов, рабочая поверхность, которых покрыта алмазоподобным слоем с уникальными свойствами.
Фрезы моноблочного исполнения с хвостовиками HSK 63A и HSK100A имеют встроенный механизм балансировки до класса дисбаланса G2,5.
Зависит от задачи. Для разных деталей — разные фрезы. Но принцип один: надежность и производительность.
Производительность обработки
Реальные показатели
При использовании фрез этой конструкции производительность высокоскоростного резания, в том числе при обработке глубоких карманов малых размеров, достигает 6600 см3/мин.
Цифры говорят сами за себя. Это не теория — практика показывает именно такие результаты.
Технические параметры
Сравнительная таблица характеристик
| Параметр | Значение | Примечание |
|---|---|---|
| Скорость резания | 1200-7000 м/мин | Для алюминиевых сплавов |
| Частота вращения шпинделя | до 30 000 об/мин | Высокочастотные приводы |
| Скорость подачи | до 80 м/мин | При обработке длинномерных деталей |
| Класс балансировки | G2,5 / G6,3 | G2,5 — высшая точность |
| Твердость покрытия | 100 GPa | Близко к алмазу |
| Производительность | 6600 см³/мин | При обработке глубоких карманов |
| Снижение сил резания | 30% | По сравнению с традиционной обработкой |
| Тип хвостовиков | HSK 63A, HSK100A | Стандарт для высокоскоростной обработки |
Типы применяемых фрез
| Тип фрезы | Применение | Особенности |
|---|---|---|
| Торцовые фрезы | Плоскостное фрезерование | Сменные пластины |
| Концевые фрезы | Обработка карманов, пазов | Моноблочное исполнение |
| Фрезы с покрытием | Высокоскоростная обработка | Наноструктурное покрытие 100 GPa |
В общем, высокоскоростное фрезерование — это не будущее, а настоящее авиастроения. Проверено.
Что дальше? Технологии будут развиваться, скорости расти, покрытия совершенствоваться. Но одно останется неизменным: требование к качеству и надежности авиационных деталей.
ООО «СКИФ-М»
Россия, 308017, Белгород
ул. Волчанская, 159
Тел. +7 4722 21-32-85, 21-70-78
Факс +7 4722 27-03-15
E-mail: skif-m@mail.ru, www.skif-m.net

