В СССР промышленные лазеры внедряли с таким размахом, что в какой-то момент их число превосходило американские показатели. Звучит впечатляюще, правда? Но была одна проблема: надежность и ресурс оборудования того времени не дотягивали до требований общепромышленного применения.
Реальные затраты на эксплуатацию оказывались слишком высокими. Построить надежные технологические цепочки с использованием лазерной техники того уровня было крайне сложно. Фактически, потенциал опережал возможности.
Сегодня ситуация изменилась. Новейшие волоконные лазеры снимают большинство технических проблем. Развитие промышленной робототехники «закрывает» вопросы координатных перемещений при лазерной обработке. Если решение на основе промышленного робота в конкретном случае является неоптимальным, то имеется множество фирм, поставляющих практически законченные решения на основе точных электроприводов любых типов.
Почему лазерные технологии так и не стали массовыми
Реальность против теории
Казалось бы, все условия созданы. Почему же широкая модернизация отечественной промышленности на основе волоконных лазеров так и не началась?
Считается, что в рыночных экономиках есть только один такого рода фактор – экономический. Если выгодно собственникам – технология автоматически будет внедряться, если невыгодно – не будет.
Звучит логично. Но на самом деле экономическая реальность далека от такого «кабинетного» или «монетаристского» взгляда на вещи. Много факторов, кроме чисто экономического, должны сойтись воедино, чтобы процесс пошел.
Опыт западных стран
Во многих ведущих странах Запада внедрение лазерных технологий рассматривается как приоритетное направление и серьезно субсидируется государством.
Возьмем Германию. Здесь в рамках нескольких федеральных программ государство и местные бюджеты поддерживают сеть центров развития лазерных технологий. Организована программа государственно-частного партнерства в области внедрения лазерной сварки в судостроении.
Нельзя сказать, что в России таких программ совсем нет. Лазерная Ассоциация (ЛАС) еще с 2003 года пытается создать сеть региональных центров, аналогичные немецким. Но пока серьезного влияния на ситуацию они не оказывают, да и объем госфинансирования по этим программам просто мизерный.
В целом никакой системной промышленной политики со стороны государства не наблюдается, и лазерные технологии не входят ни в один из списков приоритетных технологий и направлений.
Экономические барьеры и государственная поддержка
Сравнение подходов
| Параметр | Германия | Россия |
|---|---|---|
| Государственные программы | Несколько федеральных программ | Отсутствуют системные программы |
| Финансирование центров | Государство + местные бюджеты | Мизерное финансирование |
| ГЧП в отраслях | Реализовано (судостроение) | Отсутствует |
| Приоритетность | Входит в приоритетные направления | Не входит в списки приоритетов |
| Сеть центров | Развитая сеть | Попытки создания с 2003 года |
Получается парадокс: есть технологии, есть потребность, но нет механизма внедрения.
Разрыв между разработками и рынком
Проблема технологических интеграторов
Ситуация выглядит так:
- ✓ Есть потенциально значительный отечественный рынок технологического перевооружения (потенциальный спрос)
- ✓ Есть высококачественные лазерные источники с широким спектром параметров (фактически неограниченное предложение)
- ✗ И между ними очень сырая прослойка технологических интеграторов
Эта прослойка имеет номинально большой объем разработок, но из-за хронического недофинансирования неспособна их упаковать в законченные системы в качестве «вещи для рынка».
Как правильно построить стратегию постепенного устранения этого «кассового разрыва»? Другими словами, как довести деньги заказчика до разработчиков?
Вопрос риторический, но ответ на него определяет будущее всей отрасли.
Пример первый: сварка теплообменников
Типовая задача с нетиповыми проблемами
Теплообменники трубчатой геометрии являются типовой конструкцией и широко используются во многих отраслях промышленности:

Рис. 1. Теплообменники трубчатой геометрии широко применяются в промышленности
- ★ Судостроение
- ★ Атомное и химическое машиностроение
- ★ Нефтегазовая отрасль
Материалы также используются различные – от нержавеющей стали до титановых сплавов, диаметры трубок от 6 до 40 мм.
Некоторые изделия без проблем свариваются ручной сваркой (хотя и нужен квалифицированный сварщик), другие требуют автоматической сварки, и самые ответственные – выполняются сваркой ЭЛС (электронно-лучевой сваркой).
Казалось бы, ввиду того, что задача типовая, логично разработать лазерную установку для сварки таких изделий. Потенциальный объем рынка велик, потребность в автоматизации сварочных процессов есть.
Разработка прототипа установки
Исходя из этих предположений ООО НТЦ «Электроресурс» еще в 2007 году разработал прототип такой установки на основе волоконного лазера (предполагалось, что в зависимости от изделий потребуется мощность от 700 до 2400 Вт).

Рис. 2. Прототип установки для сварки теплообменников

Рис. 3. Установка с автоматическим циклом сварки и видеонаведением
В установке был реализован полный автоматический цикл сварки изделий с автоматическим наведением по видеосенсору.
Почему проект не вышел на рынок
Тем не менее, это решение так и не удалось довести до рынка по следующим основным причинам:
- Большинству заказчиков не нужна высокая производительность из-за ограниченного количества производимых изделий. Поскольку установка узкоцелевая, то стоимость капитальных затрат переносилась на малое число изделий и ее использование не давало экономических преимуществ перед ручной сваркой.
- Для заказчиков, изготавливающих сложные изделия (например, изделия для АЭС), возникала иная проблема. Нужны были значительные затраты на проведение аттестационных испытаний сварных швов и получение соответствующих разрешений на использование новой технологии сварки. Разработчик же не мог сам профинансировать эти трудоемкие работы.
Первый указанный момент можно было бы устранить, выполнив конфигурацию установки на базе промышленного робота вместо вертикальной координатной системы, и тогда мобильная станция обеспечила бы выполнение других сварочных операций.
Однако нужно учитывать, что универсальная 3D сварочная система с функциями автоматического наведения – довольно дорогая техника.
Вторую проблему можно решать только на основе формирования отраслевых программ, по которым производится софинансирование разработчиком и отраслью. Особенно в таких отраслях как атомное машиностроение, требующих большого объема сертификаций и аттестаций.
Пример второй: изготовление полусфер
Неточность геометрии как барьер
В качестве второго примера рассмотрим процесс изготовления полусфер для специальной аппаратуры.
Заказчик предполагал изготавливать сварной каркас традиционными способами сварки и рассматривал обварку каркаса лепестками лазерной сваркой с использованием промышленного робота.
Однако анализ проблемы и проведенные тесты показали, что из-за неточности геометрии силового каркаса осуществить автоматизированную приварку лазером проблематично – возникают переменные зазоры.
Разработка адаптивной сварочной головки с подачей присадочной проволоки для данного проекта оказалась нерентабельна.

Рис. 4. Изготовление полусфер для специальной аппаратуры
Комплексное решение проблемы
В результате заказчику было предложено полностью переработать изделие с переходом на точную лазерную вырезку всех конструктивных элементов для обеспечения высокой точности сборки каркаса.
Для иллюстрации были изготовлены изделия (твердотельная модель, каркас после сборки) по данной технологии и показана возможность обварки такого каркаса классической лазерной сваркой.
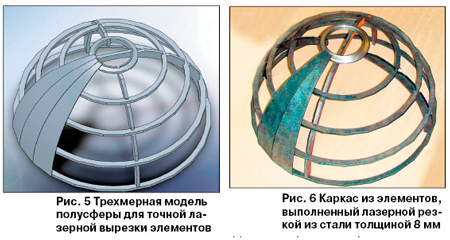
Рис. 5. Твердотельная модель каркаса после лазерной вырезки элементов
За счет комплексного использования лазерного источника мощностью 2 кВт лазерный комплекс будет загружен почти на 60%, что обеспечивает неплохую окупаемость инвестиций.
Вывод прост: иногда нужно менять не технологию сварки, а весь подход к изготовлению изделия.
Пример третий: сэндвич-панели для судостроения
Технологии будущего, которые не востребованы
В качестве последнего примера приведем технологию лазерного изготовления сэндвич-панелей, которая демонстрировалась на выставке «Морской салон-2009» в Санкт-Петербурге.
Представителям судостроительных отраслей в реальном времени показывали сварку образцов панелей.
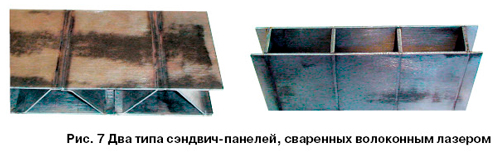
Рис. 6. Лазерная сварка сэндвич-панелей для судостроения
В западном судостроении, особенно в военном, сэндвич-панели начинают активно использовать в качестве базового конструктивного элемента для надстроек, палуб и переборок.
Панели представляют собой фактически металлический гофро-материал, который может быть заполнен легкими негорючими компаундами.
Проблема в том, что в России в проектах судов этот материал не используется, несмотря на все преимущества. И поэтому решать вопрос его применения нужно на самом высоком уровне управления отраслью.
Получается замкнутый круг: нет спроса — нет производства, нет производства — нет спроса.
Концепция джоб-шопов: решение или иллюзия?
Предложение производителя лазеров
Что можно сделать для исправления такого положения дел, принимая во внимание, что государство пока самоустранилось от формирования эффективной промышленной политики и вообще не рассматривает лазерные технологии как приоритетное направление?
Этот вопрос, похоже, уже начинает волновать самого производителя волоконных лазеров – НТО ИРЭ «Полюс».
Так, замгенерального директора Игорь Самарцев в интервью предлагает: «…считаем целесообразным централизованное внедрение в России так называемых джоб-шопов, которые будут принимать заказы от компаний и обеспечивать лазерной резкой, сваркой районы или целые регионы. Джоб-шопы будут представлять собой цеха 500-800 кв.м, оснащенные под ключ комплексами лазерной резки, гибочными машинами, набором относительно недорогих стандартных станков, линий окраски».
Кто будет инвестировать?
Остается неясным только, кто будет инвестировать создание таких джоб-шопов.
Нам представляется, однако, что производственных фирм общемашиностроительного профиля, эффективно работающих на рынке (то есть джоб-шопов пока еще без лазерной техники), вполне достаточно в каждом промышленно развитом регионе.
Они сами готовы были бы вложить прибыли в расширение производства на основе новых технологий, но пока не получают реальных предложений от производителей законченных комплексов под ключ (за исключением лазерных маркеров и раскройных систем).
Поэтому вопрос стоит в инвестировании не в конечные производства, а в разработку и производство полного спектра лазерного оборудования.
Потому что, если его не будет, то ниша будет быстро заполнена западными производителями, в том числе и оборудованием на основе волоконных лазеров.
Стратегия преодоления барьеров
Изменение стереотипов менеджмента
Представляется, что российским лазерным инноваторам, скорее всего, придется действовать практически на основе своих физических и финансовых ресурсов и кооперативных связей.
Для этого необходимо сформулировать проблемы и возможные пути их решения:
Нужно ломать стереотипы топ-менеджеров российских предприятий. Они до сих пор строго ориентированы, даже несмотря на кризис, на приобретение технологий и оборудования у западных фирм.
Как должна быть построена маркетинговая стратегия (желательно коллективная) для изменения взгляда?
По-видимому, ничего нового тут не придумать. Придется выполнять демонстрации, презентации, писать статьи и изготавливать демообразцы. На столах топ-менеджмента должны лежать материалы и образцы разных технологий.
Комплексный подход и технологический консалтинг
В условиях почти полного отсутствия инвестиций инвесторами могут выступить крупные корпорации (частные или государственные), поэтому необходима постоянная работа по инициализации разного рода совместных программ и проектов с этими корпорациями.
Не у всех отраслей имеется инфраструктура отраслевых институтов, способная самостоятельно развивать сложную технологическую тематику, поэтому вполне возможно создание совместных лабораторий и центров разработки.
Для остального рынка – частных предприятий (средних и малых) ключевым вопросом будет рентабельность и окупаемость.
Большой опыт контактов с такими заказчиками выявляет общий факт – обсуждаемую конкретную технологию нерентабельно переводить на лазерные процессы просто из-за очевидной недогрузки оборудования. Одиночная инвестиция не окупается.
Необходимо проводить исследования производства, применять комплексный подход, то есть – фактически – заниматься технологическим консалтингом. А это совершенно другой уровень.
Во многих случаях рентабельность и окупаемость лазерных процессов становится явной только при комплексном подходе, при изменении всей цепочки жизненного цикла изделия, начиная от его проектирования.
Выгода проявляется не в самом лазерном процессе как таковом, а в суммарном изменении себестоимости производимого изделия по совсем другим строкам сметы.
А это тоже уровень серьезного технического и технологического консалтинга, к которому мы, представители лазерной отрасли, пока еще фактически не готовы.
Создание сети джоб-шопов
Создание джоб-шопов возможно не только на основе существующих лазерных центров (например, региональных центров ЛАС), но и на паевой основе совместно с имеющимися в регионах производственными фирмами по классической механообработке.
Целесообразно обсудить с производителем волоконных лазеров возможность каких-то льготных программ поставки лазеров для таких проектов.
А сами джоб-шопы объединить в сеть для технической поддержки, обмена опытом и сбора полезной информации о внедрении лазерных процессов.
Стандартизация и сертификация процессов
Проблемы стандартизации и сертификации. Это один из первых вопросов, который задают топ-менеджеры концернов.
К счастью, кое-что в этом направлении сделано. Например, лазерная сварка введена в перечень методов сварки плавлением, а следовательно, к ней применимы все стандарты, касающиеся испытаний свойств сварных соединений.
Но, следует понимать, что такое автоматическое расширение может иметь и отрицательные моменты. В какой-то момент потребуется более детальные спецификации лазерных процессов.
Кооперация и унификация разработок
Проблемы унификации и кооперации. Реальных разработчиков и осторожно скажем, «начинающих» поставщиков комплектных решений на основе волоконных лазеров совсем немного.
Доказательством служит просто число фирм-участников выставки «Фотоника 2010» – всего участников 110, имеющих прямое отношение к лазерам – 50 фирм, декларирующих себя как поставщика оборудования и технологий – не более 20.
В этих условиях целесообразнее объединять усилия, выбирая лучшие решения по компонентам, а не тянуть «одеяло» еще осторожного рынка на себя.
Тут нужны совместные усилия по унификации элементов и объективному обмену информацией по имеющимся решениям.
Программные среды
Программные среды для технологической подготовки процессов. Только для станков лазерного раскроя тут дело обстоит сравнительно хорошо.
Для всех других процессов пока – это почти чистое «непаханое» поле.
Нужно четко понимать, что без серьезных усилий российский рынок будет в ближайшее время занят западными продуктами.
Это означает почти полную технологическую зависимость и в области лазерной обработки.
Заключение
В 2006 году рядом организаций была сформирована Комплексная программа Исследовательских работ по технологии обработки волоконными лазерами (www.elres.ru/fiberlasertr), о которой журнал «РИТМ» регулярно информировал все заинтересованные организации.
Именно в рамках этой программы были выполнены исследования, результаты которых помещались в журнале.
На данном этапе задачи этой программы в основном выполнены – спектр технологий и возможностей волоконных лазеров определен и теперь необходимы практические действия по реализации и внедрению этих технологий.
За это время изменился состав фирм, желающих активно продвигать технологии на основе волоконных лазеров и участвовать в создании необходимой элементной базы или комплектных систем.
Поэтому имеет смысл обсудить формирование какой-то новой организационной структуры, объединяющей активных участников процесса, теперь уже с акцентом на высказанные в настоящей статье соображения – то есть на построение эффективной кооперации.
Время теоретических исследований прошло. Настала пора практических действий.
К.т.н. А.И. Скрипченко, В.М.Медвецкий
ООО НТЦ «Электроресурс»
Литература:
- А.И. Скрипченко, В.М. Медвецкий, В. Попов. Так закалялась сталь или тестирование процесса закалки сталей излучением волоконных лазеров// журнал «РИТМ» 29, октябрь 2007, стр. 52-53
- В.М. Медвецкий, А.И. Скрипченко. Лазерная сварка изделий из титановых сплавов излучением волоконных лазеров// журнал «РИТМ» 31, февраль 2008, стр. 39-41
- В.Н. Смирнов, А.И. Скрипченко, В.М. Медвецкий. Очистка лазерным излучением// журнал «РИТМ» 33, май 2008, стр. 64-66
- А.И. Скрипченко, В.М. Медвецкий, А.В.Духовской. Перфорация излучением волоконных лазеров// журнал «РИТМ», август 2008, стр. 44-46
- А.И. Скрипченко, В.М. Медвецкий. Волоконные лазеры. Экономическая оценка. Часть 1// журнал «РИТМ» 37, октябрь 2008, стр. 43-45
- А.И. Скрипченко, В.М. Медвецкий. Волоконные лазеры. Экономическая оценка. Часть 2// журнал «РИТМ» 38, декабрь 2008, стр. 31-34
- А.И. Скрипченко, В.М. Медвецкий, В.Н.Смирнов. Лазерная сварка – решение для уникальных технических объектов// Журнал «РИТМ» 40, март 2009, стр.26-27
- А.И. Скрипченко, В.М. Медвецкий, В.В.Егоров. Использование промышленных роботов с волоконными лазерами// журнал «РИТМ» 43, июнь 2009, стр.35-38
- В.В.Жарский, А.И. Скрипченко, В.М. Медвецкий. Прототип лазерного многофункционального станка// Журнал «РИТМ» 47, ноябрь 2009, стр.24-27
- А.И. Скрипченко. Технологические головки для волоконных лазеров// Журнал «РИТМ» 50, март 2010, стр.22-27
- Дмитрий Сапрыкин. Цена русских лазеров// «Русский предприниматель» 34, май 2002
- Ковш Иван Борисович, президент Лазерной ассоциации, профессор. Деятельность Лазерной ассоциации по созданию в России системы региональных центров продвижения лазерных технологий.
- И.Э.Самарцев. Интервью с Натальей Полетаевой – Деловая столица, Специализированный выпуск 2010 «Лица бизнеса».
- ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий», ГОСТ 19521-74 «Сварка металлов. Классификация», ГОСТ 29297-92 (ИСО 4063-90) Сварка, высокотемпературная и низкотемпературная пайка. Перечень и условные обозначения процессов.

