В сегменте рынка сварочного оборудования вопросам энергоэффективности долгое времени уделялось совсем немного внимания. И это при том, что на многих крупных российских предприятиях до сих пор преобладают многопостовые системы или морально устаревшие выпрямители с крайне низким КПД.
А ведь практика показывает: даже внедрение простейших конверторов дает ощутимый экономический эффект. Что уж говорить о современных инверторных системах!
В странах Европейского Сообщества за последнее десятилетие на смену трансформаторам постепенно пришло поколение инверторных систем, имеющих, помимо всего прочего, более низкое потребление энергии. С целью дальнейшего стимулирования развития технических решений повышения эффективности в Европе с 1 декабря 2010 года было введено обязательное соответствие сварочного оборудования нормативу EN 61000-3-12.
Почему энергоэффективность стала приоритетом
Ситуация в России и Европе
Разрыв между российскими и европейскими предприятиями в области энергоэффективности сварочного оборудования становится все заметнее.
| Параметр | Россия | Европейский Союз |
|---|---|---|
| Преобладающее оборудование | Многопостовые системы, устаревшие выпрямители | Инверторные системы с PFC |
| КПД оборудования | Низкий | Высокий |
| Нормативная база | ГОСТ 51317.3.12-2006 (рекомендательный) | EN 61000-3-12 (обязательный с 2010) |
| Экономия энергии | Не приоритет | Стратегическое направление |
| Экологический аспект | Слабо учитывается | Активно продвигается |
Получается парадокс: оборудование есть, энергия расходуется, а эффективность низкая. И никто особо не беспокоится.
Но ситуация меняется. Курс на энергоэффективность заявлен как одна из стратегических программ развития страны. Рано или поздно требования доберутся и до российского рынка сварочного оборудования.
Электромагнитная совместимость сварочного оборудования
История стандарта EN 61000-3-12
Немного истории. Начиная с 2004 года, требования к техническим устройствам, подключаемым к сетям общего пользования, в Европейском Сообществе регулируются нормативом EN 61000-3-12.
Полное название: «Электромагнитная совместимость. Часть 3-12. Нормы для гармонических составляющих тока, создаваемых оборудованием, подключаемым к низковольтным системам общего пользования, с номинальным током более 16 А и менее (равным) 75 А в одной фазе».
Если говорить о назначении норматива, то его основная цель — обезопасить компании, которые являются поставщиками электрической энергии, от подключения к низковольтным сетям общего пользования оборудования и технических устройств, способных привести к созданию помех на линии.
Проще говоря, нужно обеспечить электромагнитную совместимость в точке общего доступа.
Российские и международные аналоги
В России в порядке приведения государственных стандартов к европейским нормам существует соответствующий ГОСТ 51317.3.12-2006.
Имеются также аналоги в ряде стран бывшего СССР, например, в Белоруссии — СТБ IEC 61000-3-12-2009.
До настоящего времени EN 61000-3-12 не распространялся на сварочное оборудование, однако с 1 декабря 2010 года он становится обязательным к применению для любого сварочного оборудования, попадающего под диапазон от 16 до 75 А на фазу.
Иными словами, если у потребителя не будет собственного распределительного устройства, то использование сварочного оборудования, которое не отвечает указанному нормативу, будет запрещено.
Коэффициент мощности — ключ к экономии
Формула эффективности
Известно, что эффективность определяется КПД, или, в частном случае сварочного оборудования, коэффициентом мощности, который представляет собой отношение энергии, направленной в сварку (потребляемой активной мощности) к общей энергии, полученной из питающей сети:
КМ = P/S
Где:
- P — активная мощность (полезная работа)
- S — полная мощность (потребление из сети)
Чем ближе коэффициент мощности к единице, тем эффективнее используется энергия.
Как PFC снижает энергозатраты
Поскольку для обеспечения сварочного оборудования соответствию EN 61000-3-12 существует практически единственное решение — установка блока коррекции коэффициента мощности (PFC — Power Factor Correction), то таким образом попутно решается задача снижения энергозатрат и повышения эффективности.
Блок PFC выравнивает фазовый сдвиг между током и напряжением, уменьшая реактивную составляющую мощности.
Результат?
Меньше потерь в сети, меньше нагрузка на электропроводку, меньше счета за электроэнергию.
Сравнение технологий сварочных аппаратов
Экспериментальные данные
На рисунке представлены экспериментальные данные одного европейского производителя, показывающие влияние различных технологий изготовления сварочного аппарата на форму кривой тока и потребляемую мощность.
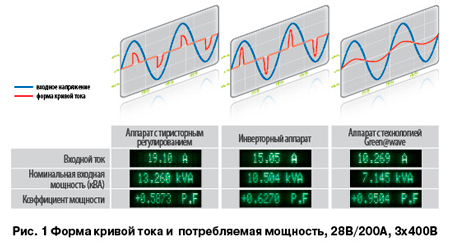
Рис. 1. Влияние технологий на форму кривой тока и потребляемую мощность
Хорошо видно, что при переходе от тиристорной технологии к инверторной достигается снижение потребляемой мощности на 20%.
При этом при использовании технологии инвертора с активной коррекцией коэффициента мощности, называемой Green@Wave, удается достигнуть снижения потребляемой мощности почти на 50%.
Почти вдвое! Это серьезная экономия.
Экономический эффект
| Технология | Снижение потребления | Коэффициент мощности | Соответствие EN 61000-3-12 |
|---|---|---|---|
| Тиристорная (традиционная) | Базовый уровень | 0,4-0,6 | Нет |
| Инверторная | 20% | 0,7-0,8 | Частично |
| Инверторная с PFC (Green@Wave) | 50% | 0,95-0,99 | Полностью |
Цифры говорят сами за себя.
Зеленые технологии в сварке
Экологический аспект энергоэффективности
При производстве энергии, как известно, побочным негативным продуктом, загрязняющим окружающую среду, являются различные оксиды азота и углерода.
Таким образом, экономия энергии оказывает также существенное влияние на снижение загрязнения.
Меньше потребляем — меньше выбросов. Все просто.
Зеленые лейблы производителей
Учитывая этот «зеленый» аспект энергоэффективности, ряд ведущих производителей сварочного оборудования, желая подчеркнуть свою обеспокоенность проблемой охраны окружающей среды, стали размещать на аппаратах, оснащенных системой коррекции коэффициента мощности (PFC), зеленые лейблы:
Рис. 2. Зеленые лейблы производителей (Green@wave, Green Initiative)
Рис. 3. Маркировки Energy Savings и другие экологические обозначения
- ★ Green@wave
- ★ Green Initiative
- ★ Energy Savings
- ★ И другие
Эти обозначения помогают быстро идентифицировать энергоэффективное оборудование.
Практические рекомендации по выбору оборудования
Когда применять стандарт
Можно резонно возразить, что для России обязательное применение европейского норматива еще не скоро возымеет действие.
Тем не менее, поскольку курс на энергоэффективность заявлен как одна из стратегических программ развития страны, очевидно, что рано или поздно данное требование доберется и до нас.
А тем, кто беспокоится об охране окружающей среды и хочет снизить свои затраты при сварке на электроэнергию уже сегодня, данная информация будет полезной.
Как выбрать энергоэффективное оборудование
Вот несколько практических советов:
- Ищите зеленые лейблы — это самый простой способ идентифицировать оборудование с PFC.
- Проверяйте коэффициент мощности — он должен быть не менее 0,95 для современного оборудования.
- Сравнивайте потребляемую мощность — инверторные аппараты с PFC потребляют на 30-50% меньше традиционных.
- Учитывайте диапазон токов — если ваше оборудование работает в диапазоне 16-75 А на фазу, стоит задуматься о соответствии EN 61000-3-12.
- Оцените общую стоимость владения — более дорогое оборудование с PFC окупится за счет экономии электроэнергии.
Расчет окупаемости
Представьте: у вас есть сварочный пост, который работает 8 часов в день.
Традиционный аппарат потребляет 10 кВт, инверторный с PFC — 5 кВт.
Разница — 5 кВт × 8 часов = 40 кВт·ч в день.
За год (250 рабочих дней) — 10 000 кВт·ч.
При стоимости электроэнергии 5 руб./кВт·ч экономия составит 50 000 рублей в год с одного поста!
А если постов десять? Или двадцать?
Цифры становятся впечатляющими.
Будущее за энергоэффективными технологиями
Тенденция очевидна: будущее за энергоэффективными технологиями с коррекцией коэффициента мощности.
Те, кто перейдет на современное оборудование сегодня, получат конкурентное преимущество:
- ✔️ Снижение затрат на электроэнергию
- ✔️ Соответствие будущим нормативным требованиям
- ✔️ Улучшение экологического имиджа
- ✔️ Меньшая нагрузка на электросети предприятия
- ✔️ Более высокое качество сварки
Просто ищите зеленые лейблы!
Максим Макаров
Директор по продажам (Россия, компания Selco s.r.l.)
m.makarov@selcoweld.com
Литература:
- Ю. В. Аввакумов, Н. В. Мельник, В. В. Мансуров, А. Е. Беляев. Опыт внедрения сварочных конверторов на ПО «СЕВМАШ». – Спб.: журнал «Мир сварки» №3 2008, с. 11-13.
- Д.Р. Замыслов. Уходящий век трансформаторов? – М.: журнал «Электро» №11(154) 2006, с. 100-103.

