Эволюция техники: как лазеры изменили производство
От ламповых телевизоров к плоским экранам
Люди старшего поколения еще помнят первые ламповые черно-белые телевизионные приемники «КВН», которые выпускались в Советском Союзе примерно с 1949 по 1960 год. Потом появились телевизоры с экраном 43 см, позже — цветные телевизоры.
А сегодня? Сегодня в магазинах электроники мы сталкиваемся не просто с выбором между громоздкой кинескопной «коробкой» и плоским экраном. Нам приходится решать: какой экран лучше — жидкокристаллический или плазменный? А может, современнее — LED? Или взять модель со встроенным DVD-проигрывателем?
Можно долго рассуждать о телевидении высокой четкости и цифровом вещании. Факт остается фактом: за исторически короткий срок телевизоры стали компактнее, цвета ярче, изображение четче, функциональность выше, управление удобнее.
Почему так произошло? Все благодаря развитию микроэлектронных технологий и разработке новых материалов, которые привели к миниатюризации. И здесь современное производство материалов и комплектующих сложно представить без лазерных технологий.
Многослойные структуры в современных устройствах
По мере усложнения структуры материалов лазерные технологии применяются все чаще. Возьмем обычный смартфон. Благодаря многослойным компонентам в компактном корпусе умещается широчайший диапазон функций: от простого общения до просмотра видео.
Яркий пример — мультитач-панель, ставшая знаменитой благодаря iPhone. Она делает возможным ввод символов «от руки» и состоит по крайней мере из десятка слоев материалов общей толщиной менее 1 мм.
Другой пример — измерительные полоски глюкометров. Они состоят из ламинированных слоев, которые работают для приема крови, транспортировки жидкости, цветовой индикации, измерения уровня глюкозы. И здесь тоже не обошлось без лазерных технологий.
Лазерная микрообработка: физические основы
Параметры лазерного излучения
Лазерная микрообработка материалов, как правило, производится лазерным излучением, сфокусированным в пятно диаметром менее 25 микрон. Для большей части приложений микрообработки такой диаметр пятна является даже большим.
Почему? Зачастую толщина обрабатываемого материала или слоя составляет около 10 мкм, а требуемая точность размерной обработки и позиционирования — 12 мкм и менее.
Процессы, протекающие при взаимодействии лазерного излучения с материалами, а следовательно, и результат этого взаимодействия сильно зависят от нескольких факторов:
- ✓ Поглощения материала на длине волны данного лазерного источника
- ✓ Пиковой мощности лазера
- ✓ Длительности воздействия излучения на материал
Физика процесса взаимодействия
При попадании лазерного излучения на поверхность материала сначала происходит испарение и ионизация поверхностных примесей и загрязнений. Они практически всегда присутствуют, в том или ином виде.
Далее излучение поглощается основным материалом. Если интенсивность недостаточно высока, материал плавится, испаряется, а пары ионизуются. Давление паров способствует выплескиванию расплава и образованию отверстия.
Конечно, при построении теоретической модели и численном моделировании физических процессов необходимо рассматривать:
| Процесс | Характеристика |
|---|---|
| Теплоперенос | Распределение температуры в материале |
| Массоперенос | Перемещение вещества при испарении |
| Газодинамика | Движение паров и плазмы |
| Оптические свойства | Поглощение и отражение излучения |
А также учитывать геометрию взаимодействия, влияющую, в частности, на процессы «разгрузки» и, следовательно, на характеристики взаимодействия.

Фотоабляционные процессы
При достаточно высоком коэффициенте поглощения материала на данной длине волны или высокой интенсивности излучения могут происходить фотоабляционные процессы. Материал за очень короткое время испаряется непосредственно из твердого состояния, минуя жидкую фазу, и при этом ионизуется, превращаясь в плазму.
Поскольку все эти процессы протекают за весьма короткое время, формируется ударная волна.
Все или большинство из этих физических процессов происходят при резке, сварке, пайке, сверлении материалов и влияют на точность и качество результата лазерной микрообработки.
Многослойные материалы: точная обработка слоев
Селективное поглощение излучения
При работе с многослойными материалами обработать нужный слой можно достаточно легко. Для этого необходимо выбрать длину волны лазерного излучения, которая наилучшим образом поглощается материалом обрабатываемого слоя.
Типичный пример — сверление глухих отверстий в гибких печатных платах. Когда необходимо просверлить полиимид, нанесенный на медную фольгу, излучение CO2-лазера с длиной волны 9,4 мкм хорошо поглощается полиимидом и отражается от меди (коэффициент отражения меди почти 100%).
Обработка полимерных материалов
Более сложная ситуация возникает при обработке многослойных полимерных материалов. Хотя базовые принципы работы остаются теми же — для обработки заданного слоя необходим тщательный выбор длины волны лазерного излучения.
В целом поглощение большинства органических материалов лежит в среднем ИК-диапазоне. Поэтому CO2-лазеры широко применяются для обработки полимерных материалов. При этом некоторые материалы наилучшим образом обрабатываются более коротковолновым излучением эксимерных лазеров УФ-диапазона.
Проблемы и решения
Толщина каждого из слоев многослойного материала может быть от 10 до 75 мкм. При обработке внутреннего слоя может возникнуть проблема: лазерное излучение, проходя через внешние слои материала, частично в них поглощается. Возникают нежелательные эффекты расплавления или даже резки тех слоев, которые должны остаться нетронутыми.
Решение этой проблемы включает в себя:
- ☑ Выбор длины волны лазерного излучения для селективного поглощения в нужном слое
- ☑ Точнейшее управление происходящими при взаимодействии процессами
- ☑ Правильный выбор параметров лазерного источника (средней мощности, модового состава)
- ☑ Для импульсного лазера — энергии и частоты повторения импульсов, длительности импульса
Немаловажную роль будут играть и объектив, фокусирующий излучение, и система управления перемещениями образца или объектива, и система видеонаблюдения.
А в связи с особенностями физико-химических характеристик полимерных материалов процесс их лазерной обработки требует также высокой аккуратности и точности в размещении, обращении и перемещении обрабатываемой полимерной пленки на каждом этапе.
Применение лазеров в производстве упаковки
Типы лазерной упаковки
Один из примечательных примеров приложений лазеров для обработки полимеров — создание упаковок из ПВХ/ПЭТ многоразового использования для электронной, пищевой, химической, фармацевтической промышленностей.
| Тип упаковки | Материалы | Применение |
|---|---|---|
| Антистатическая | PE или VMPET/CPE с антистатическим покрытием | Упаковка изделий электронной промышленности |
| OPP | Высокопрозрачные пленки с художественным оформлением | Упаковка часов, сотовых телефонов, очков |
| Стоячий гибкий пакет | PET, PA, CPP, CPE, OPP, алюминий | Упаковка еды, семян, лекарств, пестицидов |
Лазерная резка многослойных упаковок
Полиэстер (ПЭТ) — прочный материал, допускающий печать изображений высокого качества. Полиэтилен — материал, обеспечивающий герметизацию упаковки. Между слоями полиэстера и полиэтилена для улучшения сохранности продуктов иногда добавляют слои-барьеры, препятствующие проникновению кислорода и влаги.
Полиэстер обладает более высоким коэффициентом поглощения на длине волны 10,6 мкм, чем полиэтилен. Поэтому CO2-лазеры широко применяются для разрезания слоя полиэстера без нарушения структурных характеристик и целостности полиэтиленового слоя упаковки.
Этот прием, в частности, применяется в недавно разработанных упаковках пищевых продуктов, готовых для разогрева в микроволновых печах. Лазером прорезаются «вентиляционные» отверстия в слое ПЭТ — невидимые на глаз и без нарушения первоначальной герметичности упаковки.
Что происходит дальше? При нагреве в микроволновой печи упаковка разрывается только в этих «ослабленных» местах, и образовавшийся пар выводится наружу. Такой процесс лазерной резки слоя ПЭТ может быть достаточно высокопроизводительным — до 300 м/мин.
Перфорация упаковки
На упаковке многократного использования лазер применяется в дополнение к механической перфорации для облегчения обрывания отрывной полосы. Наиболее яркий пример — знакомая всем упаковка сухих кормов для животных.
Запомните: правильный выбор длины волны, энергии и длительности импульса лазерного излучения — залог успешного достижения требуемого результата лазерной обработки.
Удаление проводящих слоев ITO
Технология и требования
Удаление проводящего слоя оксида индия-олова (ITO) с поверхности стекла (технология применяется в производстве мониторов контрольных приборов самолетов) или с поверхности полиэстера — задача непростая.
Как правило, толщина проводящей пленки до 70 мкм. Требования к точности позиционирования и ширине «линий» — ±1,5 мкм. При удалении проводящего слоя недопустимо нарушение подложки.
Для такого процесса применяется лазерное излучение УФ-диапазона. Почему? Излучение с длиной волны 1,06 мкм может легче разрушить подложку за счет термических эффектов, особенно в местах пересечения наносимых лазером линий.
Параметры процесса
Именно для такого рода обработки важно, чтобы пиковая мощность лазерного импульса была большой, а частота повторения импульсов высокой. Это позволяет вести удаление пленки ITO с ПЭТ на скорости до нескольких метров в секунду.
Зачем такая скорость? Чтобы избежать нежелательных термических эффектов за счет среднего нагрева материала и повысить выход процесса.
В настоящее время для этого успешно применяются:
- ★ Импульсные волоконные лазеры (длина волны 1,068 мкм)
- ★ Их вторые гармоники (534 нм)
Применение технологии
Процесс используется, например, в формировании электродов на мультитач-дисплеях или для создания изолирующих разрывов в проводящих зонах тонкопленочных солнечных батарей.
Современные солнечные батареи — это многослойные структуры, состоящие из слоев меди, индия, галлия и селенида между двумя электродами. Лазерное скрайбирование используется для создания электрической изоляции и резки солнечных батарей на сегменты.
При необходимости лазеры также используются для сварки компонентов солнечных батарей из меди и нержавеющей стали.
Гибкие печатные платы: особенности производства
Конструкция и применение
Гибкие печатные платы, как правило, изготавливаются на полиимидных подложках. В простейшем варианте — с помощью проводящих «чернил». В более сложном — это многослойная структура, состоящая из диэлектрических, клеевых и проводящих (медных) слоев с довольно сложной топологией электрических соединений.
Где используются гибкие печатные платы?
| Область применения | Пример |
|---|---|
| Миниатюризация приборов | Слуховые аппараты |
| Ограниченное пространство | Приборная доска автомобиля |
| Частые изгибы | Кроссовки, мигающие при ходьбе |
| Гибкие клавиатуры | Компьютеры, калькуляторы |
| Медицинские приборы | Диагностическое оборудование |
| Авионика и космос | Системы управления |
| Фото- и видеоаппаратура | Камеры с поворотными экранами |
Тенденции развития
Основные тенденции — миниатюризация приборов, все более высокая плотность упаковки их компонентов со все большим количеством выходов на внешнее или основное оборудование (например, тест-полоски глюкометров).
Лазерные операции при производстве
При производстве гибких плат лазеры в принципе применяются так же, как и в производстве жестких плат. Но есть и особенности.
Чаще всего лазеры используются для трех задач:
- → Удаление избыточного полиимида там, где это необходимо
- → Сверление сквозных и глухих отверстий и иных структур
- → Удаление временного защитного покрытия с поверхности проводников
Традиционные механические и химические методы имеют ограничения по точности и размеру отверстия до нескольких десятков микрон. Тогда как лазер при определенных условиях способен просверлить отверстие диаметром менее 10 мкм.
Выбор типа лазера
Полиимидные материалы хорошо обрабатываются коротковолновым излучением эксимерных лазеров (248 нм) или третьей гармоникой лазеров с длиной волны 1,06–1,07 мкм.
Базовая гармоника, так же как и 10-микронное излучение CO2-лазеров, оплавляет края полиимида, создавая «валики» расплавленного и неудаленного материала и вызывая почернение (за счет сажи).
Как правило, эксимерные лазеры приводят к лучшим результатам. Но их производительность ниже, чем Nd:YAG, а тем более волоконных лазеров.
Лазерная микропайка и микросварка
Области применения микропайки
Лазерная микропайка используется в производстве жестких и гибких печатных плат для слуховых аппаратов, в сердечных стимуляторах, в медиаплеерах, сотовых телефонах.
В авионике она широко используется в волоконно-оптических гироскопах, где пигтейлы привариваются с помощью лазера к плате для обеспечения большей стабилизации положения волокна.
Преимущества лазерной микропайки
Лазерная микропайка имеет ряд преимуществ перед традиционными методами:
- ✔ Бесконтактность процесса, а следовательно, меньший риск электростатического разрушения деталей
- ✔ Повторяемость и контролируемость процесса вследствие стабильности параметров и качества излучения современных лазерных источников
До недавнего времени наиболее часто для микросварки применялись диодные лазеры как наиболее экономичное решение. Однако сегодня на этом рынке неплохую конкуренцию им составляют волоконные лазеры.
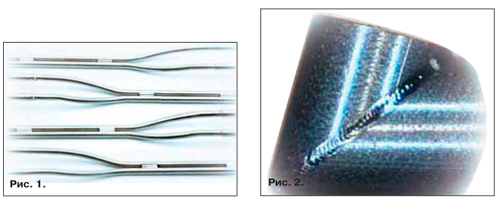
Микросварка медицинского инструментария
Лазеры также применяются для микросварки инструментария малоинвазивной хирургии, например, катетеров. В этой ситуации важно произвести сварку в нужных местах в условиях сложной трехмерной геометрии объекта.
Лазерные технологии продолжают развиваться, открывая новые возможности для производства. От гибких печатных плат до солнечных батарей — везде, где требуется высокая точность и минимальное термическое воздействие, лазеры становятся незаменимым инструментом.
Мария Степанова, к.ф.м.н.
<"

