Настройка ВЧ-приборов: зачем нужна лазерная подгонка
Актуальность метода
Для достижения требуемых характеристик приборов твердотельной электроники, работающих в диапазоне высоких частот, применяются различные методы настройки по выходным параметрам. Элементами настройки служат пленочные резисторы, конденсаторы, индуктивности и другие компоненты, изготовленные по планарной технологии.
Наибольшее распространение получил метод лазерной подгонки резисторов. В основу метода положен технологический процесс локального испарения части пленочного резистора под воздействием сфокусированного лазерного излучения.
Ранее, как правило, для подгонки использовались твердотельные лазеры с активным элементом на АИГ (алюмоиттриевом гранате, легированным неодимом) с модулированной добротностью.
Современные требования
В настоящее время твердотельная электроника, соответственно и лазерная подгонка пленочных резисторов, не потеряли актуальность, несмотря на широкое внедрение цифровых технологий на основе полупроводниковых микросхем. Однако современные тенденции к увеличению интеграции и миниатюризации элементов, широкое внедрение гибридных схем требуют нового подхода к известным технологическим методам.
Это серьезно. Без качественной подгонки невозможно обеспечить стабильную работу высокочастотных приборов.
Пленочные резисторы: тонкопленочные и толстопленочные технологии
Классификация резисторов
К пленочным относятся тонкопленочные резисторы на базе резистивных хромсилицидных и металлических сплавов, типа РС 3710, РС 5406, Та, Сr и резисторы, выполненные по толстопленочной технологии вжиганием композиционной пасты методом трафаретной печати через масочную матрицу.
Основное их применение — обеспечение работоспособности активных элементов, таких как полупроводниковые транзисторы, диоды и собственно микросхемы, полупроводниковые модули, сопряженные с планарными элементами электронного узла. Поэтому их надежность определяет надежность всего модуля.
| Тип резистора | Технология | Материалы | Толщина |
|---|---|---|---|
| Тонкопленочный (ТНП) | Напыление | Хромсилицидные сплавы (РС 3710, РС 5406), Ta, Cr | Порядка 100 нм |
| Толстопленочный (ТЛП) | Вжигание пасты трафаретной печатью | Композиционные пасты | Несколько микрон |
Мощность рассеивания: ограничения и расчеты
Ключевой параметр надежности
Одним из параметров надежности является максимально допустимая мощность рассеивания резистора. В связи с тем, что уменьшение ширины резистора приводит к увеличению мощности рассеивания, вводится ограничение по ширине съема — в общем приближении равное 1/3 ширины резистора.
Резисторы зачастую имеют непрямоугольную форму. На рисунке 1 приведены основные приемы подгонки, учитывающие это ограничение.
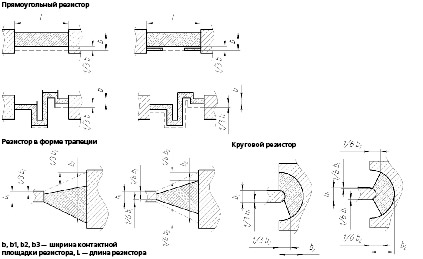
Рис. 1. Виды предельного съема материала при подгонке резисторов различных типов.
Формулы расчета
Допустимая мощность рассеивания, падение напряжения, ток и площадь резистора связаны соотношением:
ΔU = (Ps · R · S)1/2 и I = (Ps · S/R)1/2,
где ΔU – падение напряжения, I – ток, R – сопротивление резистора, Ps – допустимая мощность рассеивания с площади S резистора.
Логично. Эти формулы позволяют рассчитать допустимые параметры подгонки для конкретного резистора.
Методы подгонки: геометрия реза и направление луча
Особенности низкочастотных и высокочастотных схем
Подгонка резисторов гибридных интегральных схем (ГИС) — наиболее трудоемкая технологическая операция. Для низкочастотных схем обычно используются толстопленочные резисторы. Их точность невысока, но лазерная подгонка позволяет быстро подгонять их номиналы в автоматическом режиме.
Более сложно лазерной подгонкой доводить параметры тонкопленочных высокочастотных резисторов. Большое значение приобретает выбор оптимального режима излучения лазера для качественного испарения пленки. Важно минимизировать шероховатость края резистора в зоне подгонки в сочетании с отсутствием повреждения поверхности подложки.
При этом учитывается как форма реза, так и направление перемещения луча по полю резистора.
Y- и L-резы: когда применять
Так как толщина тонкопленочного (ТНП) резистора составляет порядка 100 нм, то характер реза приобретает значение электрофизического параметра. Для толстопленочного (ТЛП) резистора при толщине несколько микрон допустимо использовать так называемые Y- и L-резы поперек резистора и, соответственно, поперек направления протекания силы тока от одной контактной площадки до другой.
При этом в зоне реза возникает увеличение плотности тока и локальный разогрев пленки. Для ТЛП резисторов это не столь критично, что же касается ТНП, такое зонное увеличение плотности тока может вызвать его разрушение.
А использование таких резов в ТНП резисторах на высоких частотах приводит к появлению токового шума, что затрудняет дальнейшую настройку прибора по выходным параметрам.
Вот почему для ТНП резистора предпочтительны резы и съем материала резистора параллельно направлению силы тока.
Качество испарения: шероховатость края и коэффициент перекрытия
Факторы качества
Качественное испарение пленки в зоне подгонки зависит от распределения мощности по диаметру лазерного луча в зоне фокусировки, формы, длительности и частоты следования импульса лазера.
Современные условия разработки и производства электронных приборов при повышении уровня интеграции схем с использованием мощных высокочастотных полупроводниковых компонентов ставят новые более жесткие требования к лазерной подгонке резисторов.
| Требование | Описание |
|---|---|
| Оптимальная производительность | Скорость операции подгонки |
| Надежность | Стабильность работы лазерного источника |
| Простота обслуживания | Легкость эксплуатации оборудования |
| Качественное испарение | Минимальное повреждение поверхности подложки |
| Минимальная неровность края | Ровный рез без дефектов |
Коэффициент перекрытия
Неровность края очень сильно влияет на отклонение номинала резистора при нагреве в режиме эксплуатации. Одним из основных параметров при определении неровности края резистора, образующейся в результате воздействия сфокусированного лазерного излучения, является коэффициент перекрытия k.
Коэффициент перекрытия k и высота неровности края h связаны с параметрами установки лазерной подгонки резисторов соотношениями:
k = V/fd;
k = (1 — (1 — 2h/d)2)1/2,
где V — скорость сканирования излучения, f — частота следования импульсов, d — диаметр сфокусированного луча лазера, h — высота неровности края реза.
Это факт. Чем меньше коэффициент перекрытия, тем ровнее край реза.
Волоконные лазеры: современное решение для подгонки
Преимущества технологии
В настоящее время волоконные лазеры удовлетворяют всем основным требованиям, предъявляемым к операции подгонки резисторов как пассивной (подгонки в номинал), так и функциональной (активной по основным выходным параметрам прибора).
С учетом всего вышеизложенного была разработана и успешно внедрена установка подгонки резисторов ЛТУ-7–10–2 ИВЛ.

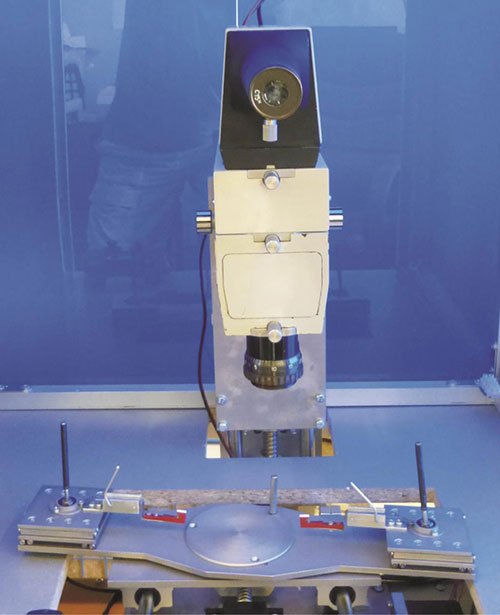
Рис. 2. Установка подгонки резисторов ЛТУ-7–10–2 ИВЛ: а — кабина в открытом состоянии, б — кабина в закрытом состоянии, в — манипулятор (защитная панель снята).
Установка ЛТУ-7–10–2 ИВЛ: технические характеристики
Конструкция и безопасность
Установка закрытого типа соответствует II классу лазерной безопасности согласно СНиП устройства и эксплуатации лазеров № 5804–91. Ее защитная камера полностью исключает облучение персонала прямым, рассеянным и отраженным лазерным излучением.
Установка смонтирована на опорном каркасе и содержит импульсный волоконный лазер YLP-0,5–100–20–10-HC-RG с длиной волны 1,07 мкм, номинальной средней выходной мощностью 10 Вт, частотой следования импульсов 20–50 кГц.
Основные компоненты
| Компонент | Характеристики |
|---|---|
| Лазер | YLP-0,5–100–20–10-HC-RG, длина волны 1,07 мкм, мощность 10 Вт, частота 20–50 кГц |
| Система позиционирования XY | 100×100 мм с предметным столиком с угловой коррекцией |
| Система подъема OZ | 100 мм в ручном и программном режиме |
| Система наблюдения | Оптическая и телевизионная (сменная) |
| Питание | 220 В/50 Гц, потребляемая мощность не более 1,2 кВт |
| Охлаждение | Воздушное |
Установка оборудована оптической фокусирующей системой, блоками питания и управления, блоками управления координатным столом, управляющим компьютером, системой подсветки рабочей зоны.
Защитная камера оснащена освещением, возможностью подключения вытяжной вентиляции. Предусмотрена сменная система наблюдения (оптическая и телевизионная), беспроводной пульт управления основными режимами перемещения подложки, включения и выключения излучения лазера, ручной манипулятор с парой контактных групп.
Безопасность и функциональность: возможности оборудования
Климатическое исполнение
В климатическом исполнении установки УХЛ категории 4.2 (для отапливаемых помещений) предусмотрена модификация установки в настольном исполнении.
Многофункциональность
Использование многофункциональных контактных групп позволяет проводить как подгонку резисторов в номинал, так и функциональную настройку узла в целом. При необходимости установка может комплектоваться дополнительными средствами измерения.
Неплохо. Одно оборудование закрывает сразу несколько задач.
А. В. Конюшин, Т. Н. Соколова
НПФ «Прибор-Т» СГТУ имени Ю. А. Гагарина
Литература.
- Лазерная функциональная подгонка элементов и узлов изделий электронной техники. Обзоры по электронной технике. Сер. 7, Технология, организация производства и оборудование/ Л. А. Сурменко, Т. Н. Соколова, А. В. Конюшин, Ю. Д. Самаркин, А. В. Калмыков. — М.: ЦНИИ «Электроника». — 1987. Вып. 13 (1299). — 63 с.
- А. В. Конюшин, Т. Н. Соколова, Л. А. Сурменко. Лазерная функциональная настройка ГИС СВЧ, содержащих тонкопленочные резисторы.//Электронная техника. Сер. 1. Электроника СВЧ, Вып. 7 (421), 1989. С. 52–54.
- А. Конюшин, Т. Соколова. Волоконные лазеры в электронном приборостроении: особенности и перспективы применения. Фотоника. Вып. 3. 2008. С. 14–16.

