Технологическая цепочка: от раскроя до готового изделия
Схема процесса изготовления
Применение лазерной техники для изготовления изделия можно изобразить следующей схемой технологического процесса:

Листовой металл режется лазером по заданному чертежу – гнется на листогибочном оборудовании – сваривается также лазерным лучом. Казалось бы, всё просто и логично.
Но есть нюанс, о котором многие забывают. Любой сварщик, глядя на эту схему, сразу заметит пропущенный этап. Где подготовительная операция перед сваркой?
Подготовка кромок: обязательный этап
Ведь при проведении сварочных работ поверхности и стыки должны быть чистыми и обезжиренными. Это аксиома. В рассматриваемом случае кромка имеет черный цвет после резки. Это проблема?
Зависит от того, какой газ использовался при резке. Аустенитная нержавеющая сталь (на толщинах до 5 мм) с использованием рабочего газа азота особой чистоты дает чистую кромку реза. Никакой дополнительной обработки не требуется.
При резке более дешевым способом с использованием режущего газа кислорода газообразного технического 1 сорт, кромка реза не имеет видимых дефектов, хотя и отличается по цвету. Черный налет — это оксиды. Они мешают сварке?
Экспериментальное сравнение азота и кислорода
Постановка задачи
Мы решили разобраться, возможно ли дополнительно снизить себестоимость изделия путем применения более дешевого режущего газа кислорода. Насколько может быть выгодна резка лазером с применением режущего газа кислорода? И главное — не пострадает ли качество?
Вопросы не праздные. Азот особой чистоты — дорогой газ. Кислород технического сорта — в разы дешевле. Экономия налицо. Но что скрывается за этой экономией?
Условия испытаний
Были нарезаны несколько образцов нержавеющей стали AISI 304 толщиной 2 мм на лазерном технологическом комплексе Trumpf TLC1005. Половину образцов резали с применением режущего газа азота особой чистоты, а вторую половину – кислородом.
Затем образцы сваривали Nd:YAG лазером на лазерном технологическом комплексе Trumpf HL4006D, устанавливая кромки образцов встык. Все условия идентичны, кроме одного параметра — типа режущего газа.
Оборудование Trumpf
| Параметр | Значение |
|---|---|
| Комплекс для резки | Trumpf TLC1005 |
| Комплекс для сварки | Trumpf HL4006D |
| Тип лазера для сварки | Nd:YAG |
| Материал образцов | AISI 304 |
| Толщина металла | 2 мм |
| Режущие газы | Азот особой чистоты / Кислород технический |
Trumpf — немецкое качество, эталон в лазерных технологиях. Оборудование исключает влияние человеческих факторов, погрешностей настройки. Результаты будут объективными.
Результаты сварки: визуальный и механический анализ
Визуальная оценка швов
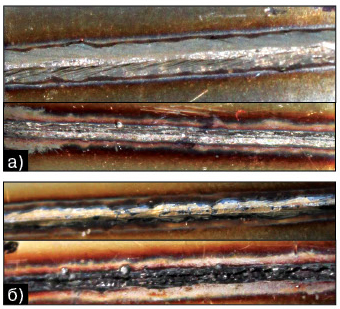
На рис. 1 а показан сварной шов образца, разрезанного азотом (лицевая и обратная сторона), на рис. 1 б показан сварной шов образца, разрезанного кислородом.
Как мы видим, сварные швы образцов почти не отличаются друг от друга. Визуально — всё отлично. Никаких трещин, пор, непроваров. Обычному глазу разницы не видно.
Но внешний вид — это только верхушка айсберга. Что внутри?
Лабораторные испытания
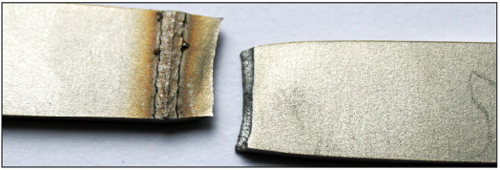
Далее образцы были отправлены на лабораторные испытания. Результаты испытаний на разрывной машине не стали неожиданными, хотя и показали четкую тенденцию.
Образцы, обрезанные азотом, показали результаты по пределу прочности при разрушении 5962 кг/мм². Разрыв шел по основному металлу (рис. 2). Это хороший знак — сварной шов прочнее основного металла!
Испытания на разрыв: цифры говорят сами за себя
Сравнительный анализ прочности
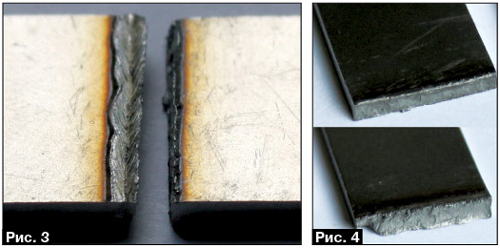
Образцы, обрезанные кислородом, были разорваны по сварному шву с результатами 4749 кг/мм². Здесь разрыв шел по сварному соединению (рис. 3 и 4).
| Параметр | Азот | Кислород | Разница |
|---|---|---|---|
| Предел прочности | 5962 кг/мм² | 4749 кг/мм² | -20,3% |
| Место разрыва | Основной металл | Сварной шов | — |
| Оценка качества | Отлично | Удовлетворительно | — |
Цифры впечатляют. Прочность снизилась более чем на 20%! Это существенно. И разрыв по шву — это тревожный сигнал. Значит, шов — слабое место конструкции.
Что это значит на практике
Представьте: вы сэкономили на газе при резке. Получили внешне красивые детали. Сварили их. Всё выглядит отлично.
Но в эксплуатации изделие работает с нагрузками. И вдруг — разрушение по сварному шву. Почему? Потому что сэкономили 100-200 рублей на газе при резке.
Стоит ли такая экономия риска? Вопрос риторический.
Проблема оксидов: почему экономия не всегда выгодна
Природа дефектов
Из результатов исследований можно сделать следующие выводы: замена на более дешевый режущий газ при лазерной резке и без дополнительной обработки сказывается на прочностных свойствах конечного изделия.
Кроме того, возможно последующее проржавление места соединения при работе изделия в агрессивных средах. Нержавеющая сталь — и вдруг ржавеет? Парадокс.
Тугоплавкие оксиды
Это может быть связано, по нашему мнению, с наличием в сварном соединении тугоплавких оксидов металлов, образовавшихся в результате лазерной резки с применением кислорода.
При резке кислородом происходит активное окисление металла. На кромке образуется слой оксидов железа, хрома, никеля. Эти оксиды тугоплавкие — они не плавятся при сварке, а остаются в шве.
Что происходит дальше?
- ✖️ Оксиды создают неоднородность структуры шва
- ✖️ Снижается прочность соединения
- ✖️ Нарушается коррозионная стойкость
- ✖️ Возможны микротрещины
Азот особой чистоты не вызывает окисления. Кромка остается чистой, без оксидной пленки. Сварка идет по чистому металлу — результат идеальный.
Дополнительная обработка
Можно ли использовать кислород и потом зачистить кромки? Теоретически — да. Механическая зачистка, травление, шлифовка уберут оксиды.
Но тогда где экономия? Стоимость дополнительной обработки съест всю выгоду от дешевого газа. Плюс время, плюс трудозатраты.
Вывод напрашивается сам собой.
Когда можно применять кислородную резку
Сфера применения
Несмотря на удовлетворительный внешний вид соединений деталей из стали, разрезанных перед сваркой при помощи лазерно-кислородной резки, она не может быть применена для предварительной обработки ответственных нагруженных соединений.
Ключевое слово — «ответственных». Не все изделия работают под нагрузкой. Не все требуют максимальной прочности.
Допустимые случаи
Где можно применять кислородную резку нержавеющей стали:
- ✔️ Декоративные элементы без нагрузок
- ✔️ Ненесущие конструкции
- ✔️ Изделия, работающие в неагрессивных средах
- ✔️ Детали, которые будут проходить дополнительную обработку
- ✔️ Прототипы и макеты
Если изделие не несет нагрузки, не работает в агрессивной среде, не требует гарантии долговечности — можно сэкономить.
Когда только азот
А вот где нужен только азот особой чистоты:
- Ответственные сварные конструкции
- Изделия для пищевой промышленности
- Оборудование для химической отрасли
- Медицинские изделия
- Конструкции, работающие под давлением
- Элементы, подверженные циклическим нагрузкам
Здесь экономия недопустима. Цена ошибки слишком высока.
Компромиссный вариант
Есть и третий путь — комбинированный подход. Критичные детали режете азотом, некритичные — кислородом. Грамотная сортировка заказов позволяет оптимизировать затраты без ущерба качеству.
Но для этого нужна четкая система контроля, понимание требований каждого изделия. Не каждый производитель на это способен.
В общем, выбор за вами. Экономить сейчас или избежать проблем в будущем. Однозначного ответа нет — всё зависит от конкретной задачи.
Сергей Батраков
Лазерный инновационно-технологический центр
"

