Почему лазерное упрочнение — особая технология
Среди различных способов повышения износостойкости деталей (использование высоколегированных сталей, закалка ТВЧ, объёмная и плазменная закалка, финишное плазменное упрочнение, различные методы напыления и т.д.) особое место занимает технология лазерного термоупрочнения.
Почему? Потому что это объясняется уникальностью свойств лазерного луча как технологического инструмента. Лазер позволяет задавать и обеспечивать на локальной поверхности детали тонко регулируемые в широком диапазоне нужные термические циклы нагрева-охлаждения поверхностных слоёв.
Просто? Нет. Но эффективно — безусловно.
Исследования и публикации: теория есть, где практика
Процессы взаимодействия лазерного луча с различными материалами, механизмы структурно-фазовых изменений в зонах лазерного воздействия на сегодняшний день достаточно широко исследованы многими коллективами учёных и специалистов.
Результаты опубликованы в разных авторитетных изданиях. В работе [1] дан обстоятельный аналитический обзор этих исследований и публикаций, начиная с 1970-х годов. Широко освещена эта тема в работе [2]. И в последние годы вышел ряд публикаций, посвящённых экспериментальным исследованиям в этом направлении [3, 4, 5, 6 и др.].
Но вот загвоздка: реальный экономический эффект от теоретических и экспериментальных исследований получается только при практическом внедрении результатов в обработку конкретных рабочих деталей в производственном режиме.
А сегодня между исследованиями и практическим освоением этой высокоэффективной технологии имеет место неоправданно большой разрыв — и по масштабам, и по срокам.
Разрыв между теорией и практикой: где теряется эффект
В данной статье приведены разработки в основном прикладного практического характера. Которые демонстрируют возможности технологии лазерного термоупрочнения без оплавления поверхностей деталей.
Работы осуществлялись на специально созданных технологических комплексах в составе многоканальных СО₂-лазеров и многокоординатных технологических постов (столов).
Равномерный тепловвод: от капли к плавной форме
Особое внимание уделялось обеспечению максимально одинакового тепловвода по ширине и глубине дорожки упрочнения. С тем, чтобы от каплевидной формы упрочнённой дорожки в поперечном сечении (или формы сегмента, получаемых в большинстве исследований) перейти к более плавной форме с более равномерным распределением структуры и микротвёрдости по ширине и глубине зоны лазерного воздействия.
Важно: не пришлось прибегать к использованию сложных дорогих оптических систем перераспределения плотности мощности в сечении луча или сканированию лучом (неприемлемому при обработке по сложным криволинейным траекториям).
Почему это важно? Потому что сложная оптика = высокая цена + ограничения по траекториям. А простое решение = доступность + гибкость.
Корректировка режимов: лаборатория vs производство
Поскольку конкретные детали даже из одного и того же материала сильно отличаются по конструкции, массогабаритам и условиям теплоотвода, то оптимальные режимы и приёмы обработки, полученные в ходе экспериментов на лабораторных образцах материалов, часто приходилось корректировать.
Кроме того, различные, часто резко отличающиеся условия эксплуатации деталей также диктовали свои требования. Которые неизбежно приходилось учитывать при практическом применении результатов экспериментальных исследований.
Теория — это одно. Производство — другое. И мост между ними — это опыт.
Технологические комплексы: десятки тысяч деталей с 2004 года
Начиная с 2004 г. в г. Владимире на упомянутых выше комплексах упрочнено в режиме без оплавления поверхности несколько десятков тысяч производственных деталей для предприятий различных отраслей.
Здесь приведём только несколько практических примеров работ.
Упрочнение кромок форм для литья стеклотары
Разработана и успешно освоена технология лазерного упрочнения кромок сопряжения чугунных деталей формокомплектов для литья стеклотары — взамен плазменной наплавки.
А также губок-формодержателей. Результат? Увеличение ресурса этих деталей в 2–5 раз (в зависимости от марок исходных материалов). При увеличении стоимости деталей против неупрочнённых не более чем на 15–25%.
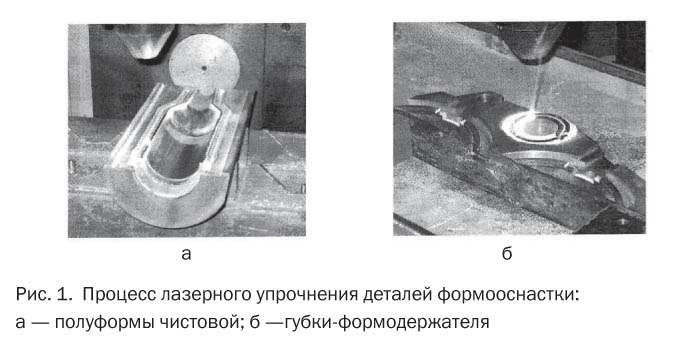 Рис. 1, 2, 3 Детали формокомплектов для литья стеклотары до и после лазерного упрочнения
Рис. 1, 2, 3 Детали формокомплектов для литья стеклотары до и после лазерного упрочнения
Более подробное сопоставление лазерного упрочнения и плазменной наплавки кромок дано в работе [7].
Режущие кромки штампов: ресурс растёт в 2–5 раз
Освоена технология лазерного упрочнения режущих кромок вырубных штампов из различных сталей по заказам предприятий Владимира и области.

Рис. 4 Вырубные штампы с упрочнёнными режущими кромками
Результат? Увеличение износостойкости в 2,4–5 раз.
Пуансон для грейдерных ножей: даже против объёмной закалки
Примечательно, что пуансон по пробивке отверстий в грейдерных ножах из стали 65Г толщиной 12–14 мм показал увеличение ресурса после лазерного упрочнения в 1,7 раза — даже против пуансонов с объёмной закалкой.
Вывод простой: локальное упрочнение иногда эффективнее глобального.
Пуансоны для магнитных пластин: исключение дефектов
Разработана и внедрена технология упрочнения торцевой плоскости и кромок пуансонов по заказу ЗАО «Магнитные материалы» для изготовления пластин постоянных магнитов путём прессования порошков.
Это позволило исключить ускоренный износ кромок пуансонов и возникновение дефектов на кромках пластин.
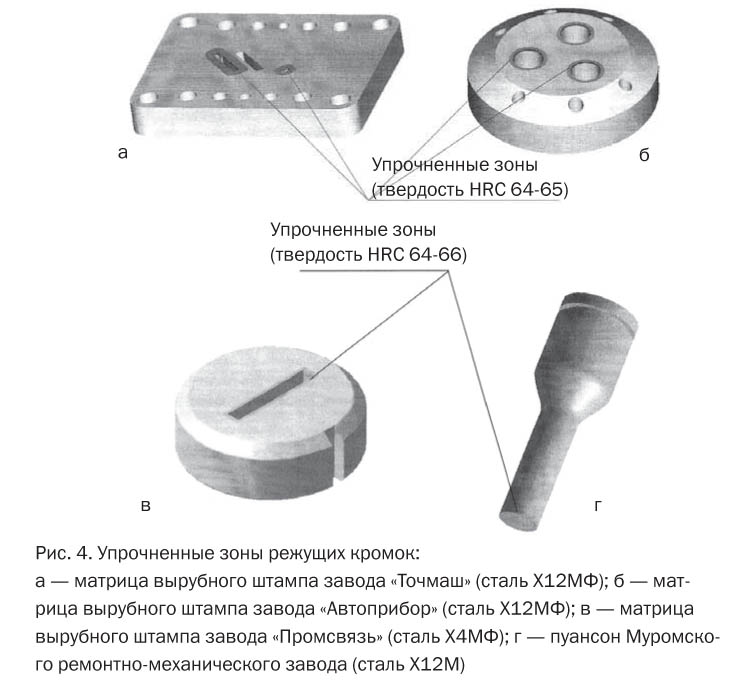
Рис. 6 Пуансоны для магнитных пластин до и после лазерного упрочнения
Сферические поверхности насосов: равномерный износ
Разработана и освоена на производственном уровне технология лазерного упрочнения сферической поверхности крышки встроенного насоса гидросистем дорожно-строительной техники по заказу ремонтно-механического завода.
Результат? Значительное уменьшение темпа износа поверхности чугунной детали. Исключение ранее имевшего места неравномерного износа сферической поверхности и нарушения режима распределения и регулирования потоков масла по системе.

Рис. 5 Крышка насоса с упрочнённой сферической поверхностью
Подшипники и резцы: упрочнение рабочих поверхностей
Разработана и испытана технология упрочнения:
- ✓ Режущих кромок ножей
- ✓ Специальных токарных резцов
- ✓ Поверхностей дорожек колец подшипников
- ✓ Поверхностей роликов подшипников
По заказу подшипникового завода.
Тонкостенные детали: когда лазер — безальтернативное решение
Разработана, испытана и освоена в производственном режиме технология упрочнения рабочих кромок пазов подвижного и неподвижного упоров к муфте пусковой предохранительной МПП-92 установки погружного электроцентробежного насоса для добычи нефти.

Рис. 8, 9 Упоры к муфте МПП-92 до и после лазерного упрочнения
Безальтернативная технология: почему другие методы не работают
Лазерное термоупрочнение без оплавления поверхности для обеспечения необходимой твёрдости и износостойкости кромок пазов этих тонкостенных нежестких деталей из сталей 45 или 40Х стало практически безальтернативной технологией.
Почему? Продолжительные попытки производителей этих деталей упрочнить их методом:
- → Объёмной закалки
- → Плазменной наплавки
- → Закалки ТВЧ
Оказались безуспешными. Потому что все они приводили к сильному короблению деталей.
Это коробление вынуждало изготавливать детали с большими припусками для последующей обработки под чертёжный размер. Но окончательная обработка тонкостенных калёных деталей с большими припусками стала трудноразрешимой проблемой.
Лазерное решение: без деформаций и последующей обработки
Лазерная обработка позволила упрочнить окончательно изготовленные под чертёжный размер детали. Не привела к их деформациям. И не потребовала никаких последующих обработок.
При этом, учитывая недостаточность скорости теплоотвода с зоны лазерного воздействия из-за тонкостенности конструкции, был применён несложный, но эффективный приём местного подвода охлаждающей воды в зону обработки.
Этот достаточно простой приём эффективно применяется практически во всех случаях ограниченности скорости теплоотвода из-за конструктивных особенностей обрабатываемых деталей.
Просто? Да. Эффективно? Безусловно.
Восстановление наплавленных поверхностей: твёрдость + износостойкость
Кроме перечисленных примеров уже освоенных на производственном уровне технологий, приведём ещё пример исследовательского уровня.
По предложению специалистов Управления перспективных систем ЗАО «Отраслевой центр внедрения» (РЖД) и руководства Владимирского вагоноремонтного депо была проведена серия экспериментальных исследований и стендовых испытаний лазерного упрочнения материалов предложенной номенклатуры деталей.
В т.ч. надрессорных балок, боковых рам, замков автосцепок, колёсных пар, клина тягового хомута и т.д. На всех материалах получены положительные результаты.
Но отметим только один (особый) пример.
Проблема механической обработки наплавленных поверхностей
При восстановлении изношенных поверхностей деталей методом наплавки высокотвёрдыми наплавочными материалами ремонтные службы испытывают весьма серьёзные проблемы при последующей механической обработке наплавленных поверхностей под чертёжный размер.
Было необходимо выяснить возможность повышения твёрдости и износостойкости поверхностей деталей, наплавленных относительно мягкими наплавочными материалами и обработанных под чертёжный размер.
Методика испытаний: лазер + наплавка
Упрочнение проводили излучением многоканального СО₂-лазера паспортной мощностью 2 кВт. Измерения твёрдости осуществлялось на микротвердомере ПМТ-3 и на приборе Роквелла. Микроструктура изучалась на микроскопе МИМ-8.
Испытания на износостойкость проводились на специальном стенде и заключались в воздействии трением на поверхности образцов из исходных материалов и образцов, обработанных лазерным лучом, при одинаковой нагрузке на испытуемые образцы и одинаковом количестве циклов сухого трения.
Через разность масс образцов до и после испытания оценивалась степень износа того или иного образца.
Результаты упрочнения: в 1,5–2 раза
Кратко результаты исследований свелись к следующему.
Материал упорной поверхности челюстного проёма боковой рамы с ремонтной наплавкой (марка наплавочной проволоки ПП-НП-14РСТ, толщина наплавки 2–5 мм) и последующей механической обработкой:
- → Упрочнился на глубину до 0,8 мм
- → С твёрдости исходного наплавленного слоя ~HRC 27 (262 НВ) до ~HRC 42 (395 НВ), т.е. ~в 1,56 раза
- → Износостойкость упрочнённой поверхности повысилась в 1,75 раза (по сравнению с деталью с наплавкой, но без упрочнения)
Материал поверхности замка автосцепки с ремонтной наплавкой (марка наплавочной проволоки АНП-13, толщина наплавки 2–5 мм) и последующей механической обработкой:
- → Упрочнился на глубину ~1 мм
- → С твёрдости наплавленного слоя ср. HRC 23,3 (~237 HB) до твёрдости ср. HRC 37,4 (~345 HB), т.е. в 1,6 раза
- → Износостойкость повысилась в 2,1 раза
Более подробно результаты исследований изложены в работе [8].
Перспективы восстановительного ремонта
При дальнейших более глубоких исследованиях, видимо, можно будет добиться лучших показателей. Но и эти результаты говорят о хороших возможностях эффективного решения задачи восстановительного ремонта с одновременным повышением износостойкости деталей.
Избежав проблемы с механообработкой высокотвёрдой наплавленной поверхности.
Экономический эффект: от миллионов до сотен миллиардов
В заключение, с учётом приобретённых знаний и опыта, сегодня мы можем достаточно обоснованно и ответственно утверждать: лазерное термоупрочнение деталей без оплавления поверхности, без нарушения их макро- и микрогеометрии, является одной из эффективнейших и вполне доступных по финансам для предприятий даже в нынешний кризисный период технологий.
Для повышения качества, надёжности, срока службы как своего производственного оборудования, так и выпускаемой товарной продукции. И, в конечном счёте, экономии трудовых, материальных, энергетических и финансовых ресурсов.
Масштабы экономии: три уровня
По нашим сдержанным ориентировочным расчетам эта экономия составит:
| Масштаб | Ориентировочная экономия |
| Предприятия | Миллионы и десятки миллионов рублей в год (в зависимости от масштабов) |
| Отрасли | Сотни миллионов и миллиарды рублей |
| Страна | Более ста миллиардов рублей |
Производительность труда: сокращение простоев
Кроме того, это позволит значительно сократить простои оборудования и техники. И, следовательно, повысить общую производительность труда во всех сферах внедрения технологии.
Отечественные разработчики и производители лазеров и технологического оборудования технически и технологически способны и готовы разрабатывать производственную технологию и создавать вполне конкурентоспособное по критерию «цена-качество» промышленное оборудование на современном уровне.
Слово за производственниками.
Кризис как стимул: ресурсосбережение в приоритете
Нынешняя кризисная ситуация в стране и, соответственно, на предприятиях разных отраслей не только не должна являться поводом повременить с внедрением этой гарантированно высокоэффективной технологии.
Наоборот: очевидная актуальность ресурсосбережения должна стимулировать активизацию работ и ускоренное широкомасштабное внедрение этой технологии.
Что в сухом остатке? Лазерное термоупрочнение — это не «технология будущего». Это технология настоящего. Которая работает сегодня. На десятках тысяч деталей. В различных отраслях. С доказанным экономическим эффектом.
Заметьте: без оплавления, без деформаций, без последующей обработки. Просто. Эффективно. Доступно.
А в условиях, когда каждый рубль на счету, именно такой подход даёт результат. Не обещания. А цифры.
Югов В.И.
д.т.н. профессор ВлГУ, г. Владимир
Генеральный директор ООО «ТермоЛазер»
Список литературы
- Новиков В. В., Латышев В. Н. Модификация и упрочнение трущихся поверхностей лазерной обработкой. Иваново, 2000 г. 119 с.
- Григорьянц А. Г., Шиганов И. Н., Мисюров А. И. Технологические процессы лазерной обработки. — М.; Изд-во МГТУ им. Н.Э.Баумана, 2006 г. 660 с.
- Макаров А. В., Малыгина И. Ю., Осинцева А. Л. Влияние лазерной обработки на структуру, износостойкость и усталостные свойства высокопрочного чугуна. М. Физика и химия обработки материалов, № 4, 2006 г. с. 46–55.
- Бирюков В. П. Лазерные технологии в промышленном производстве. М. Сб. статей Опыт № 1 2007 г. Спец. Приложение к журналу «Ритм» с.12–13.
- Бирюков В. П. Влияние распределения плотности мощности лазерного луча на повышение износостойкости поверхности трения. М. Вестник машиностроения, № 3, 2008 г. с. 33–96.
- Бирюков В. П. Лазерные системы для наплавки, упрочнения деталей и точного раскроя листового материала. М. Промышленный вестник, № 3, 2008 г., с. 88–89.
- Югов В. И. Лазерное термоупрочнение — высокоэффективная технология ресурсосбережения. М. Лазер-информ, 2008 № 23 (398) с. 1–8.
- Арианов С. В., Прокопьев А. Н., Фролов Ю. Г., Югов В. И. Как повысить износостойкость и срок службы деталей, М. Вагоны и вагонное хлзяйство. 2007 г. № 1 (9), с. 32–33.

