Проблемы бурового оборудования: абразивный износ и тонкие стенки
Часть деталей работает в особо жестких условиях контакта с породой и шламом, что приводит к высоким скоростям абразивного износа. Часть имеет рабочую стенку от 0,8 мм, и это создает серьезные проблемы для традиционных методов, причем поломка таких деталей грозит серьезными аварийными работами.
Некоторые детали требуют особых захватных свойств, необходимых для подъема, удержания буровой нитки в буровом станке. Повышенной работоспособности требуют детали тормозных механизмов самого станка. Целесообразным видится также упрочнение алмазных коронок в условиях активного бурения для увеличения скорости проходки скважин.
Преимущества лазерной обработки: мобильность и точность
Лазерная обработка имеет ряд преимуществ по сравнению с другими технологиями, так как позволяет получать регламентированный поверхностный слой с гарантированной глубиной упрочнения, обладает возможностью создавать на поверхности различные композиционные материалы.
Появление новейших волоконных лазеров позволяет «приблизить» технологические процессы к буровым: за счет высокой надежности и компактности излучателей могут быть разработаны мобильные рабочие станции. Улучшение логистики в условиях нефтеносных районов севера может само по себе дать существенный экономический эффект. Это серьезно, не правда ли?
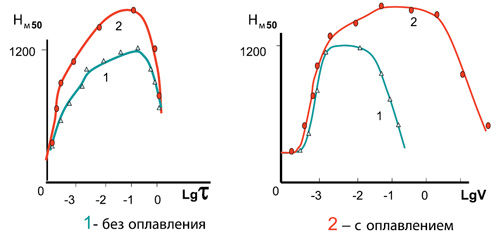
Рис.1 Твердость стали 40Х без оплавления и с оплавлением в зависимости от временных параметров
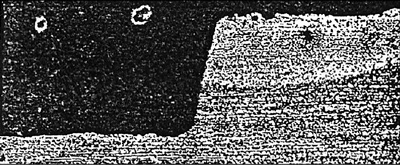
Рис. 2 Зона лазерного упрочнения муфтового конца не захватывает место концентрации напряжений
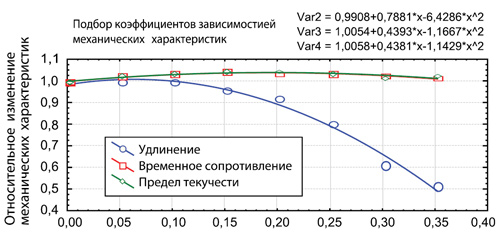
Рис. 3. Влияние отношения толщины упрочненного слоя к толщине образца на механические свойства стали 40Х
Целью настоящей работы была разработка технологий лазерного упрочнения, повышающих работоспособность деталей бурового оборудования и инструмента, и проведение тестов по эксплуатации изделий в реальных условиях.
Детали для упрочнения: 11 критических элементов
Для проведения работ по лазерному упрочнению были отобраны наиболее характерные детали, часто используемые при бурении скважин:
- Опорный и релитовый переходники и центраторы колонкового набора ССК59.
- Кольцо кернорвателя с минимальной толщиной стенки 0,8 мм.
- Патрубок бурильной трубы с минимальной толщиной 2,5 мм.
- Конус подшипникового узла.
- Внутренние трубы.
- Плашки трубодержателя.
- Муфты и замки бурильных труб.
- Кулачки гидропатрона бурового станка.
- Резьбовая часть алмазного расширителя.
- Тормозные диски бурового станка.
- Алмазные коронки.
Методика исследований: волоконные лазеры против СО2
Упрочнение проводилось как на СО2 лазерах МТЛ 2,5, ЛТ 12, Комета 2, так и на новых волоконных лазерах производства НТО «ИРЭ Полюс». Сравнение процессов для разных типов лазеров показывает, что теплофизика и микрометаллургия у них идентична, но производительность обработки волоконными лазерами за счет более короткой длины волны в 2,5...3 раза выше.
Оценка среднего уровня величины поглощения лучевой энергии методом прямого калориметрирования дает для волоконного лазера значение 50...58% в сравнении с 20% для углекислотных лазеров. Это позволяет отказаться при обработке волоконными лазерами от поглощающих покрытий и существенно упростить процесс.
Основные материалы, используемые для бурения, — ст. 20, ст. 35, 45, 40Х, 38ХМН.
Исследование металлографии проводилось на приборе «Неофот-2», микротвердость измерялась прибором ПМТ3 при нагрузке 0,5 Н, механические испытания выполнялись на разрывных машинах по ГОСТ 149773. Остаточные напряжения определялись по методу Давиенкова. Абразивная стойкость проверялась на машинах лоткового типа в пульпе, приближенной к условиям буровой, а окончательное решение о перспективности метода лазерной обработки принималось по результатам натурных промышленных испытаний.
Для обработки труднодоступных мест деталей была изготовлена оснастка для упрочнения внутренних поверхностей труб с поворотом лазерного потока. Для упрочнения центраторов и переходников были разработаны присадочные материалы, состоящие из смеси металлических и керамических компонентов, позволяющие избегать повышенной пористости металлокерамических наплавок. Для упрочнения стали 20 применялась специально разработанная рабочая обмазка на основе карбидов и боридов металлов.
Результаты упрочнения сталей
Упрочнение углеродистых и низколегированных сталей приводило к существенному увеличению их поверхностной твердости, причем как на режимах с оплавлением, так и на режимах без оплавления поверхности. Данные о влиянии времени и скорости обработки на твердость стали 40Х представлены на рис. 1.
Твердость стали 40Х: влияние времени обработки
Если детали работали в паре с другой металлической деталью, применяли лазерное упрочнение без оплавления, а в тех случаях, когда ответная деталь отсутствовала и требовалась максимальная твердость, использовали технологию лазерной закалки из расплава.
Муфтовые концы: исключение охрупчивания
Особое значение придавалось упрочнению различных муфтовых концов, так как требовалось исключить охрупчивание изделия в этих зонах. На рис. 2 представлена зона упрочнения муфтового конца, на котором видно, что места концентрации напряжений под упрочнение исключаются.
Исследования на стали 40Х показали, что добиться надежного результата удавалось за счет выбора относительной доли упрочненного материала по сравнению с неупрочненным материалом. На рис. 3 приведены результаты испытаний образцов с различной долей упрочненного материала.
Зависимость свойств при испытаниях на растяжение композиционного материала показала, что зависимость предела текучести и временного сопротивления такого композиционного материала зависит от доли упрочненного материала нелинейным образом.
Таким образом, оптимальным подбором толщины зоны упрочнения оказалось возможным исключить охрупчивание упрочненных муфтовых концов. Кроме охрупчивания, важным явилось наличие знака остаточных напряжений, формируемых после лазерной обработки. Для выбора режима наложения соседних треков проводились исследования остаточных напряжений всего муфтового конца. Очевидно, что знак этих напряжений имел первостепенное значение для работоспособности муфтовых концов, сопротивляющихся взаимной «развальцовке» в процессе бурения.
Сочетая порядок обработки и режимы упрочнения, удалось добиться отрицательных напряжений на поверхности муфтовых концов. На выбранных режимах были обработаны партии муфтовых концов буровых труб для проведения натурных испытаний. Лазерному поверхностному упрочнению подвергались также фиксаторы подшипникового узла, кольца кернорвателя, замки буровых труб.
Испытания муфтовых концов в абразивной среде в натурных условиях показали увеличение работоспособности деталей с лазерным упрочнением в 1,7 раза, а муфтовых концов алмазных расширителей в 5 раз.
Алмазные коронки: рост скорости проходки
Для упрочнения алмазных коронок была разработана технология лазерного упрочнения алмазного инструмента. Упрочнение в данном случае достигается за счет увеличения в 24 раза твердости матрицы композиционного материала при одновременном образовании сжимающих напряжений.
Аналогичная технология, но с применением токов ТВЧ, существовала, но не давала надежных результатов. Исследования показали, что технология лазерного упрочнения обладает хорошо воспроизводимыми характеристиками результирующих свойств.
Ввиду того, что лазерный нагрев характеризуется значительными термическими напряжениями, возникающими в матрице на границе матрица-металл, в результате фиксируется достаточно высокий уровень твердости сплава на медной основе. При эксплуатации наблюдается частичная релаксация этих напряжений в течение нескольких лет с существенным снижением уровня твердости, так что возникает потребность в повторной лазерной обработке.
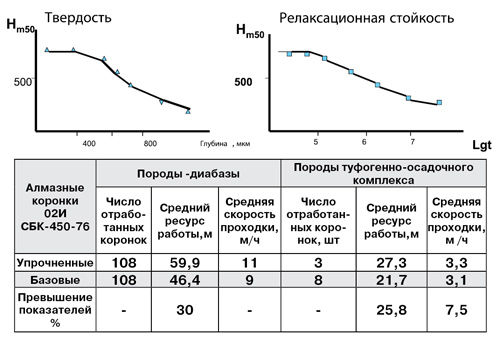
Рис.4 Изменение микротвердости по глубине образца и в результате вылеживания при комнатной температуре, а также усредненные результаты испытаний алмазных коронок
Как видно из рис. 4, лазерное упрочнение не только смогло увеличить работоспособность коронок, но и существенно повысило скорость проходки скважин за счет большей стойкости алмазных коронок.
В процессе разработки технологии дополнительно исследовались вопросы лазерной овализации граней алмазов, заварки дефектов и увеличения адгезии алмазов к матрице алмазных коронок, что также могло сказаться на надежности и продлении срока службы коронок.
Фрикционные слои для захватных деталей
Для захватных деталей разработана технология лазерного нанесения фрикционного слоя, имеющая напряжение схватывания с контртелом до 10 МПа и обеспечивающая надежный захват деталей. Разработанная технология получения металлокерамического слоя позволяет регулировать количество и расположение твердых частиц по сечению слоя.
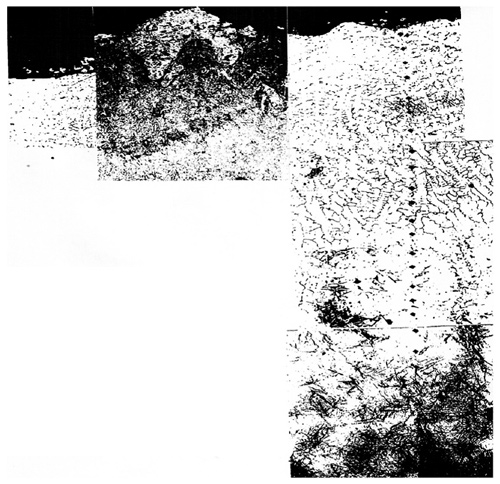
Рис.5 Микроструктура зоны фрикционного слоя, полученного с помощью лазерного излучения
При определенных составах присадочных материалов и режимах лазерной обработки керамические частицы могут располагаться непосредственно в поверхностном слое зоны обработки. Такие материалы выдерживают высокие (до 300 МПа) контактные нагрузки и имеют высокую износостойкость.
Микроструктура слоя, упрочненного слоем керамических частиц, неоднородна и состоит из трех основных зон (рис. 5). Скорость обработки влияет на структуру зоны плавления. При малом времени взаимодействия лазерного луча в поверхностном слое наблюдается мартенситная структура, зона азотистого аустенита не наблюдается. Глубина слоя при этом не превышает 0,5 мм. При увеличении времени взаимодействия увеличивается обогащение зоны плавления азотом и титаном, что приводит к фиксации в зоне азотистого аустенита.
Исследование зоны оплавления методом растровой электронной микроскопии при увеличении х8000 показало наличие зон когерентного рассеяния электронов на границе между керамической частицей и зоной оплавления, что свидетельствует о качественной структуре металла без микродефектов. Микрорентгеноспектральный анализ материала вблизи границы сплавления показывает диффузионное насыщение элементами керамической частицы зоны оплавления в металле и наличие (до 0,1%) железа и других элементов матрицы в частице на глубине до 15 мкм, появившихся в процессе получения композиционного материала, причем наибольшее их содержание приходится на приграничный слой.
Все это доказывает наличие сверхплотной связи между матрицей и керамическими частицами – они не просто залиты материалом матрицы, но металлургически вплавлены с наличием градиентной зоны по химсоставу.
Исследования фрикционных свойств стали с лазерным упрочнением с использованием частиц TiN показало, что коэффициент трения в 2...2,5 раза выше, чем у основного металла, при этом давление схватывания при трении о металл снижается до значений 10 МПа.
Износостойкость при трении о металл исследовалась при трении о стальной ролик. Результаты показали, что износ керамического слоя вообще не происходит на регистрируемом уровне (порядка 1 мкм) до нагрузки 200 Н, износу подвергается исключительно ответный элемент пары трения.

Рис. 6 Износ поверхностного слоя при испытаниях в натурных условиях
Гидроабразивная стойкость материала, покрытого слоем керамических частиц в 1,4 раза выше, чем у материала, подвергнутого закалке и отпуску. Износ материала наблюдается вначале в местах, не защищенных частицами нитрида титана, и лишь затем происходит эрозия упрочненного слоя (рис. 6).
Испытания показали, что гладкозахватный ключ КГ55, подвергнутый лазерной обработке, имел срок службы в 3 раза больше, чем штатный.
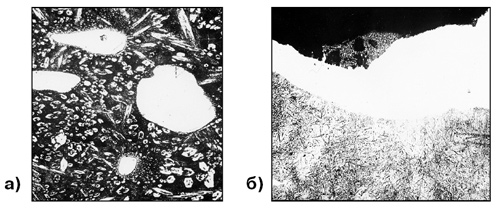
Рис. 7 Микроструктура металлокерамического материала с 75% объемным содержанием: а) неметаллического присадочного материала на основе карбида хрома, б) металлокерамической смеси, содержащей эльбор
Сравнительные испытания кулачков гидропатрона бурового станка с поверхностным фрикционным слоем, образованным с помощью лазерной обработки, показали, что ресурс штатного кулачка составил 300...310 м, а кулачка после лазерной обработки 450...630 м, то есть повысился в 1,5...2,0 раза.
Металлокерамические наплавки: ресурс в 4-5 раз выше
По пожеланиям эксплуатационщиков были разработаны: технология для лазерной металлокерамической наплавки деталей, работающих в контакте с породой, и присадочные материалы для ее проведения. Основное отличие в том, что объемное содержание керамической составляющей здесь выше, чем при обычных методах наплавки и доходит до 65...85%.
При этом в состав присадочных материалов могут входить сверхтвердый эльбор, гранаты, окись алюминия, кремния, карбиды титана, вольфрама и др. Микроструктура поверхностного слоя, в составе которого находится эльбор, представлена на рис. 7.
Исследования показали, что возможность сплавления разнородных материалов обеспечивается взаимным растворением элементов керамики в металле и металла в керамике, что существенно увеличивает адгезию металл-керамика, а высокие скорости охлаждения позволяют фиксировать металлокерамические слои без дефектов в поверхностном слое.
Испытания переходников на выбранных составах присадочных материалов показали, что ресурс переходников с металлокерамической наплавкой, нанесенной с помощью лазерной технологии, увеличился в 4...5 раз.
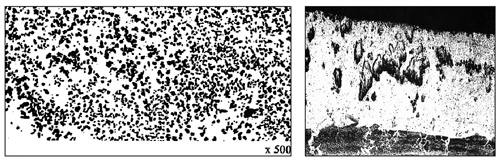
Рис. 8 Микроструктура бронзографитовой наплавки с окисью алюминия без травления с содержанием абразива до 30% и с низким 5% после травления
Применение подхода наплавки металлокерамической смеси позволило разработать присадочные материалы и технологию лазерной наплавки фрикционных составов на основе бронзографитовой смеси и присадок окиси алюминия. Микроструктура такого слоя представлена на рис. 8.
Из представленных структур видно, что, меняя содержание абразива, можно существенно изменять структуру поверхностного слоя, получая требуемый коэффициент трения. На рис. 9 представлена зависимость коэффициента трения от содержания абразива в наплавленном материале.
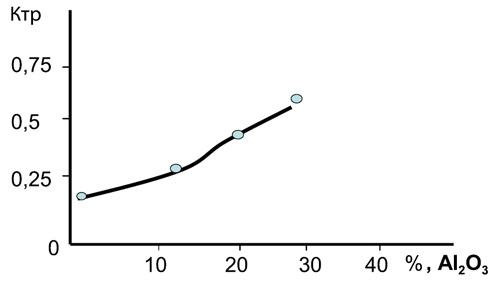
Рис. 9 Изменение коэффициента трения в зависимости от содержания абразива в бронзографитовой наплавке
Подбирая оптимальное соотношение абразива в бронзографитовом материале, удалось достичь требуемого уровня коэффициента трения и стойкости материала тормозных дисков.
Тормозные диски: удвоение работоспособности
Испытания тормозных дисков бурового станка в натурных условиях показали увеличение работоспособности тормозных дисков в 2 раза, кроме того отмечался более резвый разгон и остановка установки. Это важно, согласитесь.
Сравнение результатов: таблица повышения ресурса
| Деталь/Узел | Технология | Повышение ресурса |
|---|---|---|
| Переходники | Металлокерамическая наплавка | в 4-5 раз |
| Центраторы | Лазерное упрочнение | в 2-3 раза |
| Муфтовые концы алмазных расширителей | Лазерное упрочнение | до 5 раз |
| Муфтовые концы буровых труб | Лазерное упрочнение | в 1,7 раза |
| Алмазные коронки | Лазерное упрочнение матрицы | на 30% |
| Тормозные диски | Бронзографитовая наплавка | в 1,5-2,0 раза |
| Гладкозахватные ключи КГ55 | Фрикционный слой | в 3 раза |
| Кулачки гидропатрона | Фрикционный слой | в 1,5-2,0 раза |
| Плашки трубодержателя | Лазерное упрочнение | в 1,5-2,0 раза |
Выводы: мобильные станции на волоконных лазерах
В составе процессов лазерной поверхностной модификации имеется ряд технологий, которые могут решить наиболее острые проблемы повышения ресурса оборудования геологоразведки и сервисного сектора нефтегазовой отрасли.
Технологии лазерного получения металлокерамических покрытий имеют уникальные характеристики: увеличение ресурса переходников в 4-6 раз, центраторов в 2-3 раза, муфтовых концов алмазных расширителей до 5 раз, алмазных породоразрушающих коронок на 30%, тормозных дисков бурового станка в 1,5-2,0 раза, ключей гладкозахватных в 3 раза, плашек и кулачков буровых станков и механизмов в 1,5-2,0 раза.
Создание фрикционного слоя позволило избежать подсыпания песка в захватные детали в процессе бурения.
На основе новейших волоконных лазеров возможно создание мобильных технологических станций для выполнения работ по нанесению упрочняющих покрытий непосредственно в полевых условиях. Это меняет правила игры.
Cкрипченко А.И. Попов В.О. Кондратьев С.Ю.
Вайнерман А.Е. Плавский Д.Н.
_________________________________________________________
Статья написана в рамках Комплексной программы исследовательских работ по технологии обработки волоконными лазерами.
ПРИГЛАШЕНИЕ
Участники Комплексной программы приглашают все заинтересованные организации к присоединению к Программе в статусе «ассоциированных участников».
Ассоциированные участники регистрируются после заполнения Заявления на сайте www.elres.ru/fiberlasertr и подтверждения членства на очередном заседании Координационного совета. Список Ассоциированных участников публикуется на сайте Программы.
Ассоциированные участники имеют право:
- Получать регулярные информационные рассылки о деятельности в рамках Программы, включая результаты научно-технологических исследований.
- Участвовать с совещательным голосом в заседаниях Координационного совета и иных рабочих совещаниях, формируемых в рамках программы.
- Подавать свои предложения об участии в исследовательских программах, в том числе и предложения по финансированию работ, представляющих для них коммерческий или научный интерес.

