Три вида растачивания: черновое, чистовое, комбинированное
В зависимости от назначения различают три разновидности глубокого растачивания.
Черновое растачивание обеспечивает требования по расположению оси отверстия и ее прямолинейности. Применяют эту операцию в тех случаях, когда не удается обеспечить требования по расположению оси отверстия и ее прямолинейности при сверлении и при необходимости удаления большого припуска, оставшегося после сверления.
Чистовое растачивание обеспечивает требования точности диаметральных размеров и шероховатости обработанной поверхности.
Комбинированное растачивание позволяет за один рабочий ход выполнить функции чернового и чистового растачивания. Удобно, не правда ли?
Схемы обработки: сжатие против растяжения
В зависимости от схемы различают глубокое растачивание на сжатие (рис. 1, а) и глубокое растачивание на растяжение (рис. 1, б).
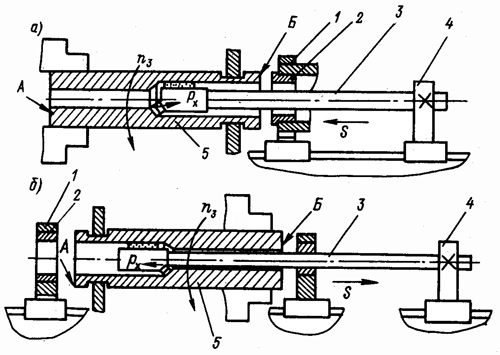
Рис. 1 Схема глубокого растачивания на сжатие (а) и на растяжение (б)
По схеме на сжатие растачивание начинают с торца Б заготовки 5, расположенного ближе к подающей каретке 4. При этом осевая составляющая силы резания Рх создает в стебле 3 напряжения сжатия. По схеме на растяжение растачивание начинают с противоположного торца А заготовки 5. Осевая составляющая силы резания Рх вызывает в стебле напряжения растяжения.
Оба вида используют как при черновом, так и чистовом растачивании. Для координации и направления инструмента в начале растачивания обычно используется кондукторная втулка 2, которая устанавливается в направляющей стойке 1. В схеме на сжатие кондукторная втулка 2 является принадлежностью маслоприемника, стружкоприемника или направляющего устройства специальной конструкции, размещаемых в направляющей стойке 1. В обеих схемах расточная головка базируется в кондукторной втулке своими направляющими элементами.
При растачивании на растяжение наружный диаметр стебля приходится выбирать, исходя из диаметра просверленного отверстия, а не из диаметра расточенного отверстия, как при схеме на сжатие. Следовательно, стебель обладает меньшей жесткостью. Несмотря на это, конечные результаты по точности расположения оси при черновом растачивании на растяжение получаются лучше, так как при этой схеме стебель работает в более благоприятных условиях и, как следствие этого, погрешности к концу процесса уменьшаются.
При черновом растачивании на растяжение отклонения от прямолинейности оси отверстия получаются меньше, чем при схеме на сжатие.
Однако на практике растачивание на растяжение (особенно черновое) вызывает определенные трудности, связанные в частности при работе на станках с креплением левой части заготовки в патроне (горшке), при наличии втулки – заглушки для подаваемой СОЖ (см. рис. 2, а, б) и др.
Подвод СОЖ и отвод стружки: 4 эффективных способа
При глубоком растачивании, также как и при глубоком сверлении, обязательна подача смазочно-охлаждающей жидкости (СОЖ) в зону резания расточной головки, используемой как средство для удаления образующейся при резании стружки.
Способы подвода СОЖ и отвода стружки при глубоком растачивании различны.
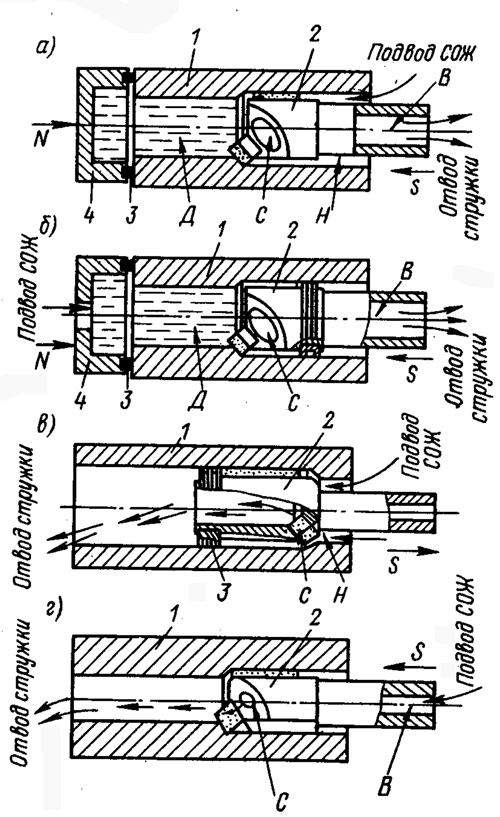
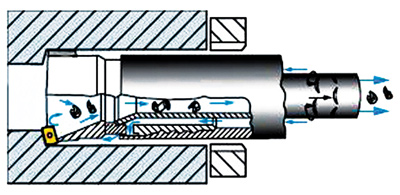
Рис. 2 Способы подвода СОЖ и отвода стружки при глубоком растачивании
Наружный подвод СОЖ с внутренним отводом стружки (рис. 2, а). СОЖ подводится через маслоприемник по наружному каналу Н (в зазор) между поверхностью стебля инструмента 2 и стенками отверстия в заготовке 1. Отводится СОЖ вместе со стружкой через окно С в расточной головке и далее по внутреннему каналу В стебля инструмента. Поскольку в заготовке уже имеется сквозное отверстие, это отверстие приходится закрывать заглушкой 4 с уплотнением 3, поджимаемым плотно к торцу заготовки. Перед включением рабочей подачи инструмента полость Д в заготовке полностью заполняется СОЖ, благодаря чему создаются условия для отвода стружки, близкие к условиям сверления.
Наружный подвод СОЖ в отверстие Д детали (рис. 2, б) ведется через заглушку 4 против подачи инструмента. Стружка вместе с СОЖ попадает в окно С расточной головки и отводится (внутренним отводом) через отверстие стебля. На корпусе инструмента необходимо наличие уплотнения, которое преграждает проход СОЖ в зазор между стеблем и поверхностью обрабатываемого отверстия.
Наружный подвод СОЖ через маслоприемник по наружному каналу Н (в зазор) выполняется к расточной головке против подачи инструмента (рис. 2, в). Далее СОЖ через окно в расточной головке вместе со стружкой поступает во внутреннюю полость головки и вымывается через отверстие в детали. На корпусе инструмента необходимо наличие уплотнения 3, которое преграждает проход СОЖ в отверстие детали, минуя головку.
Внутренняя подача СОЖ через отверстие В стебля к режущим элементам расточной головки через окно С позволяет наружный отвод стружки в направлении подачи инструмента через отверстие детали (рис. 2, г).
Преимущества и недостатки этих способов растачивания определяются применяемыми способами отвода стружки и используемой технологической оснасткой. В схемах с наружным подводом СОЖ (рис. 2, а и в) необходимо использовать маслоприемник, что усложняет процесс растачивания. При подаче СОЖ через отверстие детали (рис. 2, б) обязательно применение заглушки, усложняется инструмент (требуется уплотнение) и возможно попадание стружки под направляющие головки, что крайне нежелательно.
Растачивание с подводом СОЖ через отверстие стебля (внутренний подвод) при наружном отводе стружки через отверстие в детали (рис. 2, г) не требует сложной технологической оснастки, кроме того, стружка отводится по необработанному отверстию, и практически полностью устраняется возможность ее попадания под направляющие инструмента. Благодаря этому способ широко применяется в практике.
Инструмент для глубоких отверстий: две основные группы
Инструмент для чернового растачивания глубоких отверстий может быть разделен на две основные группы: расточные головки с определенностью базирования и расточные головки без определенности базирования, и в каждой из групп для схемы работы на сжатие или на растяжение [1, 2].
Естественно, инструмент в каждой из групп отличается по конструктивному оформлению его отдельных элементов. По конструкции направляющих можно выделить расточные головки с жесткими, упругими, регулируемыми и раздвижными направляющими. По конструкции режущих элементов отмечены расточные головки со сменными резцами, с расточными блоками, с механическим креплением многогранных пластин твердого сплава. Отмечены расточные головки по количеству направляющих, их размещению на корпусе головки, по конструктивному оформлению и по примененному материалу этих направляющих и др.
Особенностью чернового растачивания (в отличие от сверления) является неравномерность снимаемого по окружности припуска. Поэтому при черновом растачивании особое внимание уделяют разработке таких конструкций инструментов, которые могли бы надежно обеспечивать требуемую точность и производительность в условиях воздействия изменяющихся в течение оборота сил резания. Периодическая неравномерность воздействующих на инструмент сил в определенной мере приводит к вибрациям при резании, к уводам оси и др.
Расточные головки с определенностью базирования
Расточные головки с определенностью базирования среди других наиболее надежно обеспечивают при черновом растачивании получение отверстий с минимальными уводами и минимальными отклонениями от прямолинейности оси. Их недостатком является ограниченная производительность, которая определяется тем, что эти инструменты в основном однолезвийные, а если и многолезвийные, то работают с делением ширины среза, и, следовательно, подача выбирается как для однолезвийных инструментов.
Расточные головки для чернового растачивания, как правило, разрабатываются для работы на сжатие. И лишь в особых случаях, когда требуется получить отверстие с высокими требованиями в отношении увода и отклонений от прямолинейности оси, головки выполняются для работы на растяжение.
Однолезвийные головки как инструменты с определенным базированием распространены весьма широко и выполняются для работы с наружным и с внутренним подводом СОЖ. Многолезвийные же применяют реже, и большинство из них исполнены для работы с внутренним подводом СОЖ.
Рассмотрим конструкции некоторых расточных головок, используемых для чернового растачивания.
Однолезвийные головки: диаметр 50-250 мм
Однолезвийные расточные головки с постоянным базированием используют для растачивания отверстий диаметром 50…250 мм.
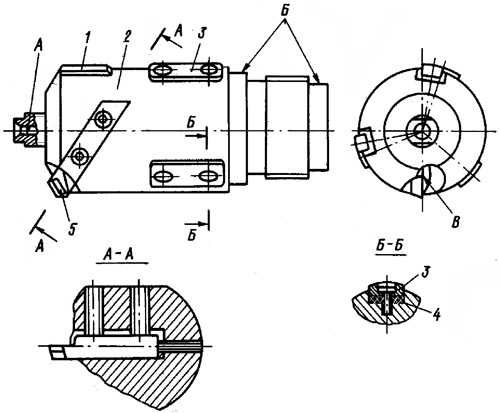
Рис. 3 Однолезвийная расточная головка с внутренним подводом СОЖ и двухрядными комбинированными направляющими элементами
Головка работает на сжатие с внутренним подводом СОЖ (через отверстие в стебле) с выходом СОЖ к режущим элементам через окно Б. Стружка отводится вперед головки по отверстию детали (см. рис. 2, г). Головка (рис. 3) имеет сменный режущий элемент в виде цилиндрического резца 5 с напайной пластинкой. Резец закрепляют в корпусе головки и регулируют по диаметру винтом, упирающимся в торец резца.
Головка имеет двухрядные направляющие элементы. Первый ряд — направляющие элементы без натяга, выполнены в виде двух жестких неподвижных планок 1, которые выполняют сменными. Второй ряд — направляющие элементы с натягом, выполненные в виде трех упругих направляющих 3 из капролона, под которые в паз головки для повышения упругих свойств положены пластины 4 из полиуретана. Направляющие расположены равномерно по окружности. Второй ряд направляющих элементов предназначен для уменьшения угла возможного поворота оси головки в отверстии и уменьшения вибраций. Натяг принимается примерно равным 0,1…0,15 мм.
Головка имеет хвостовик, на наружной поверхности которого выполнены посадочные шейки Б и ленточная резьба для соединения со стеблем. У головок диаметром до 90 мм резьба прямоугольного профиля двухзаходная, а у головок большего диаметра — трехзаходная. На переднем торце головки выполнено отверстие А, соосное с осью головки и имеющее резьбовой участок. В это отверстие вворачивают центрирующий палец прибора для контроля точности настройки резца на требуемый диаметр головки.
Двухлезвийные конструкции с делением ширины среза
Двухлезвийная головка с постоянным базированием (рис. 4) имеет режущие элементы в виде сменных призматических резцов 5 с напайными пластинками твердого сплава, установленных в пазах корпуса 1 головки. Настройка резцов по диаметру производится винтами 6, а закрепление — винтами 2. Направляющие элементы с натягом выполнены в виде трех жестких неподвижных направляющих 4 и одной независимой ограниченно-подвижной направляющей 3. Направляющие сменные на стальной подложке закрепляют на корпусе головки винтами.
Головка имеет хвостовик с наружными посадочными поверхностями Б под стебель. СОЖ к лезвию подводится через отверстие В. Спереди в корпус запрессована втулка с отверстием Л для прибора, используемого при настройке резцов на требуемый диаметр. Направляющие шлифуют в сборе с корпусом. Перед шлифованием из подпружиненной направляющей пружины удаляют, а вместо нее устанавливают мерную прокладку. После шлифования прокладки заменяют на пружину. Рабочий натяг и жесткость пружин выбираются такими, чтобы усилие поджатия к поверхности отверстия составляло 400…1200 Н для отверстий соответственно диаметром 60…180 мм.
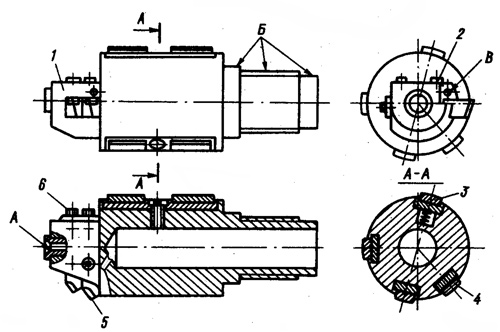
Рис. 4 Двухлезвийная расточная головка одностороннего резания с делением ширины среза с внутренним подводом СОЖ и направляющими с натягом
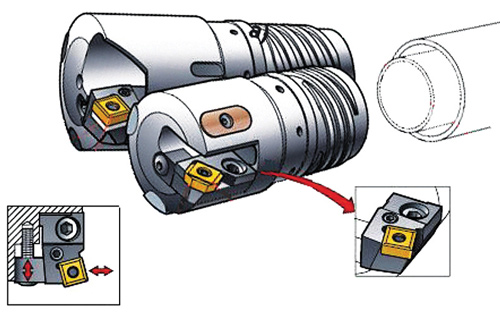
Расточные головки для обработки глубоких отверстий одностороннего резания с определенностью базирования (рис. 5) предназначены для растачивания глубоких отверстий диаметром 45...250 мм [4, 5]. Режущий элемент головки выполнен в виде кассеты 4 с продольной шпонкой, входящей в соответствующий паз на корпусе 5 головки. Кассета крепится в корпусе винтом 7.
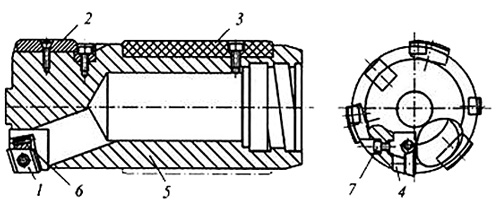
Рис. 5 Расточная головка фирмы Botek (Германия) одностороннего резания с определенностью базирования для растачивания глубоких отверстий
На ней с помощью клина 6 закреплена твердосплавная пластина 1 ромбической формы, которая имеет две режущие кромки. Настройка головки на диаметр производится путем смены направляющих 2 и регулировки вылета кассеты. В процессе обработки три твердосплавные направляющие 2 под действием радиальных составляющих сил резания и трения прижимаются к поверхности обработанного отверстия, обеспечивая тем самым поперечную устойчивость инструмента. Три пластмассовые (из полиамида) направляющие 3 служат для гашения колебаний расточной головки.
Головки Sandvik Coromant с эжекторным отводом
Расточные головки однорезцовые с определенностью базирования фирмы Sandvik Coromant возможны к применению для растачивания после сверления отверстий эжекторными сверлами, поскольку в них для отвода стружки при резании используется эжекторная система (рис. 6, а).
а)
б)
Рис. 6. Расточные головки фирмы Sandvik Coromant (Швеция) однорезцовые с определенностью базирования с эжекторным отводом стружки
Головки представлены несколькими конструкциями [3], в двух из которых (рис.6, б) используемые в головках многогранные пластины крепятся в специальных кассетах с устройством регулирования вылета режущей пластины по диаметру. Эти головки имеют две жестких твердосплавных и одну текстолитовую направляющие и представлены в диапазоне диаметров от 43,01 до 183,9 мм. В расточных головках для диапазона диаметров 20…43 мм крепление пластины осуществляется винтом с базированием в пазу корпуса. Поджим пластины (регулировка вылета) выполняется специальным винтом, располагаемым по центру головки.
Головки без определенности базирования: высокая производительность
Растачивание цилиндрических отверстий головками двустороннего резания с делением толщины среза выполняется головками без определенности базирования. Они имеют специальные расточные блоки с диаметрально симметрично расположенными режущими лезвиями. Для надежного базирования головок их направляющие элементы выполняются ограниченно подвижными.
В одной из конструкций такой головки (рис. 7) в качестве режущего элемента используют жестко закрепляемый в корпусе 2 расточной блок 1. Блок устанавливается в корпусе в специальном торцевом пазу, фиксируется от смещения вдоль паза срезанным пальцем 4 и закрепляется винтами 3.
Направляющие в виде колодок 10 с закрепленными на них винтами 9 подложками с напайными пластинками твердого сплава 8 входят в окна корпуса 2 головки и своими скосами опираются на наклонные поверхности втулки 7. Втулка перемещается вдоль оси с помощью прорезной пружины 6, сжимаемой гайками 5, определяющими натяг направляющих. Превышение направляющих относительно диаметра по режущим лезвиям обычно принимают равным 0,4…0,6 мм. Постоянство контакта колодок со втулкой поддерживается пластинчатыми пружинами 11.
Для предотвращения заклинивания колодок в окнах корпуса их торцовые поверхности выполняют по цилиндрической поверхности. Указывается [1], что головка обладает высокой виброустойчивостью и производительностью. Отметим, что головки с ограниченно подвижными направляющими могут быть исполнены и с одним резцом, как головки с определенным базированием (см. рис. 8, а).
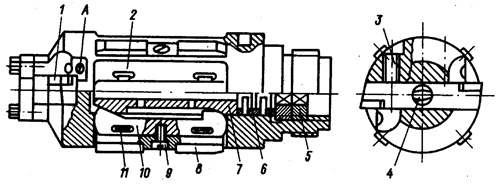
Рис. 7. Двухлезвийная расточная головка двустороннего резания с делением толщины среза и ограниченно подвижными направляющими
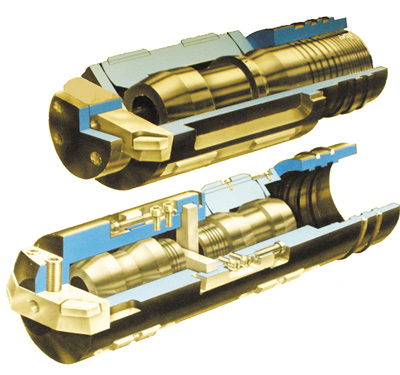
Рис. 8 Расточные головки: а – однорезцовая с определенным базированием, б – с резцовым блоком, с двумя рядами направляющих и двумя пружинами их разжима
Конструкций расточных головок без определенного базирования разработано достаточно много, и все они, в основном, различаются конструкцией механизмов раздвижения направляющих.
Встречаются конструкции с двумя рядами направляющих и с двумя воздействующими на них пружинами (рис. 8, б) и др.
Расточная головка с независимым разжимом направляющих (рис. 9) по конструкции проще пружинных. Головка имеет в качестве упругого элемента полиуретановые пластины 4, которые устанавливают в пазы в корпусе 1 под каждую направляющую 2. От выпадения из паза направляющие удерживаются винтами 3. Натяг регулируется подбором толщины прокладок 5.
Резцовый блок 6 устанавливают в торцовом пазу корпуса и от перемещения по пазу фиксируют шпонкой 7, а закрепляют винтами 8. Подвод СОЖ к лезвиям через отверстие в стебле и в головке через отверстия А. Направляющие шлифуются на диаметр головки непосредственно в корпусе или на специальной оправке, для чего перед шлифованием вместо полиуретановых устанавливают стальные пластины толщиной меньше полиуретановых на размер, равный половине диаметрального натяга. Этот натяг принимается в пределах 0,4 …1,4 мм на диаметр.
Головка обладает высокой виброустойчивостью и производительностью (7…9 м/ч и более), при работе ею огранка поверхности не образуется, а увод не превышает 0,3 мм/пог. м [1].
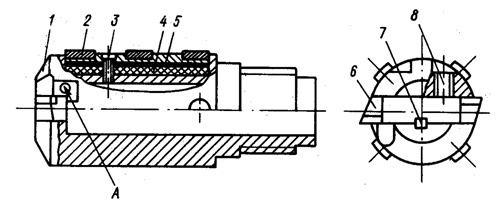
Рис. 9. Двухлезвийная расточная головка двустороннего резания с делением толщины среза и независимым разжимом направляющих
Анализ конструкций и результатов работы расточных головок двустороннего резания с делением толщины среза с ограниченно подвижными направляющими позволяет отметить их преимущества:
- более высокая производительность в сравнении с однолезвийными, а также с многолезвийными с делением ширины среза, так как работают с делением толщины среза|
- более высокая виброустойчивость, что позволяет получать расточенное отверстие без огранки.
К недостаткам следует отнести:
- сложность конструкции, большую себестоимость в сравнении с однолезвийными|
- сложность в обслуживании и настройке|
- большие уводы оси в сравнении с головками с определенностью базирования.
Управляемое растачивание: лазерная коррекция оси
Головки для управляемого растачивания используют [2] с целью обеспечения минимального отклонения от прямолинейности обрабатываемого отверстия или для ведения растачивания отверстий с получением заданных (определенных конструктором) отклонений от прямолинейности оси на каком-то участке детали.
Процесс управляемого растачивания заключается в том, что положение вершины резца (которая образовывает поверхность отверстия) непрерывно контролируется относительно геометрической оси обрабатываемого отверстия, заданной каким-либо методом, и положение этой вершины при необходимости корректируется. Одним из вариантов расточных головок для управляемого растачивания является тот, в котором роль опорной (геометрической) оси обрабатываемого отверстия выполняет луч лазера.
Принцип его работы (рис. 10) может быть следующий. Геометрическая ось растачиваемого отверстия задается лазером 1. Пятно его луча попадает на четырехсекторный фотодиод, расположенный на оси расточной головки.
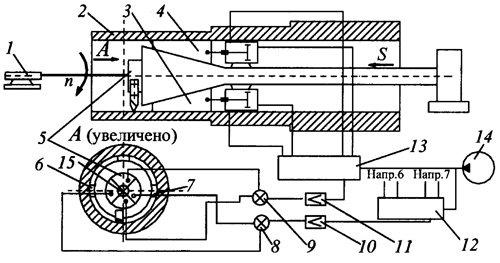
Рис. 10 Опытная схема управляемого растачивания глубокого отверстия
При неравномерной засветке лучом секторов фотодиода, в сумматорах 8 и 9 выделяются электросигналы, которые усиливаются усилителями 10 и 11. Усиленные сигналы подаются в электрогидрораспределители 12 и 13, которые в соответствии с сигналом подают рабочую жидкость под давлением в приводные цилиндры направляющих головки до тех пор, пока она не совместит свой центр с центром пятна засветки.
Естественно, при реализации рассмотренной схемы следует принимать во внимание, что луч лазера при свободном прохождении внутри отверстия детали может искажаться как потоком СОЖ со стружкой, так и возмущением воздуха от горячей стружки, что приведет к большим погрешностям положения геометрической оси, заданной лучом. Поэтому в расточной головке, реализующей принцип управляемого растачивания, фотодиод помещался внутрь головки, и луч лазера проходил внутри борштанги [2].
Сравнение конструкций: преимущества и недостатки
| Характеристика | С определенностью базирования | Без определенности базирования |
|---|---|---|
| Точность прямолинейности | Минимальные уводы оси | Большие уводы (до 0,3 мм/пог. м) |
| Производительность | Ограниченная (однолезвийные) | Высокая (7-9 м/ч и более) |
| Виброустойчивость | Средняя | Высокая, без огранки |
| Конструкция | Проще | Сложнее |
| Себестоимость | Ниже | Выше |
| Настройка | Проще | Сложнее |
| Применение | Требовательные детали | Серийное производство |
Результаты обработки: точность и производительность
Выбор конкретной конструкции расточной головки зависит от требований к точности обработки, объема производства и экономических факторов. Для единичного и мелкосерийного производства, где важны минимальные отклонения от прямолинейности, предпочтительнее головки с определенностью базирования.
При крупносерийном производстве, где на первый план выходит производительность, применяют головки без определенности базирования с двусторонним резанием и делением толщины среза.
Управляемое растачивание с лазерной коррекцией открывает новые возможности для получения отверстий со сложной геометрией оси, хотя и требует специального оборудования и квалификации персонала.
П.П. Серебреницкий
Литература:
- Уткин Н. Ф., Кижняев Ю. И., Плужников С. К. и др. «Обработка глубоких отверстий», (под общ. ред. Н. Ф. Уткина) Л.: Машиностроение., Ленингр. Отдние, 1988 г. – 269 с.
- Туктанов А. Г. Технология производства стрелково – пушечного и артиллерийского оружия, М., «Машиностроение», 2007, 374 с.
- Каталог фирмы Sandvik Coromant, 2010, (http:// www.coromant.sandvik.com)
- Инструменты для обработки отверстий, ТехИнфо, 2010, (http://texinfo.hmarka.net)
- Каталог фирмы Botek (Германия), 2009, (http://www.botek.de)

