Сложные изделия: валы для рубительных машин
К наиболее сложным изделиям такого типа относятся валы ножевые к рубительным машинам ДСП и валы мельничные для подготовки щепы. Если в изготовлении валов мельничных основную сложность представляет сборка и балансировка (т.е. операции, которые невозможно производить в комплексе), то процесс изготовления валов ножевых служит точным примером комплексной обработки нестандартных крупногабаритных изделий вращения.
Прежде, чем перейти к рассмотрению данного процесса, необходимо дать определение комплексной обработки изделия.
Комплексная обработка: определение и особенности
Комплексная обработка изделий – технологический процесс, при котором токарная, фрезерная и сверлильная обработка производится без смены оборудования с минимальным количеством установов, при этом операции разных типов обработки могут производиться одновременно.
Отличительными особенностями комплексной обработки крупногабаритных нестандартных изделий являются:
- необходимость использования дорогостоящего оборудования – обрабатывающих центров;
- особо тщательный контроль качества при подборе заготовки – выявление брака при выполнении предфинишной обработки удваивает себестоимость производства;
- создание уникальной компьютерной программы, которая после выполнения работ может больше не понадобиться;
- значительный временной ресурс, требующийся под наладку оборудования;
- высокая трудоемкость операций по позиционированию заготовки;
- (часто) невозможность выполнить все операции с одного установа;
- невозможность применения высокоскоростных режимов для чистового точения;
- (часто) обработка изделия в сборе.
Рассмотрим изготовление изделия ВАЛ НОЖЕВОЙ как пример комплексной обработки сложных изделий вращения.
Конструкция вала ножевого: технические характеристики
Вал ножевой (рис. 1) представляет собой ротор массой в сборе 2000 кг, состоящий из корпуса, клиньев, планок, пружин, ножедержателей с ножами и крышки. Заготовкой корпуса вала служит поковка, материал Сталь 40Х ГОСТ 4543.
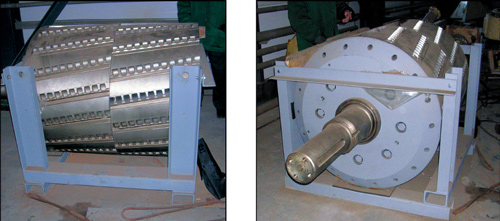
Рис. 1 Один из типов изделия ВАЛ НОЖЕВОЙ
Корпус вала – изделие, изготовленное с применением комплексной обработки. Изделие является ротором цилиндрической формы, имеющим бочку диаметром 525 мм и длиной 1124 мм и две шейки диаметром по 140 мм, длинами 340 и 172 мм. В отдельных случаях применяются 2 бочки длиной по 562 мм (рис. 1).
В бочке вала выполняются 12 – 14 пазов специального профиля, в каждом из пазов 8 глухих отверстий под пружины и 12 резьбовых глухих отверстий. На торцах бочки выполняются по 6 резьбовых глухих отверстий. В торцах шеек выполняются глухие отверстия переменного диаметра, по 2 глухих резьбовых отверстия, а в длинной шейке – шпоночный паз.
Традиционная технология: 50 дней и 6 работников
Ранее технология изготовления корпусов валов ножевых включала следующие основные операции:
- обдирка заготовок на токарном станке с черновой обработкой шеек,
- черновая обработка пазов на строгальном станке,
- чистовая обработка пазов на горизонтальнофрезерном станке,
- сверление отверстий и обработка шпоночного паза на вертикальнофрезерном станке,
- нарезание резьб вручную
Таким образом, цикл изготовления изделия включал 5 установов и составлял около 50 рабочих дней. В процессе принимали участие 6 человек. Немало, правда?
Обрабатывающие центры: революция в производстве
С появлением обрабатывающих центров с ЧПУ стало возможным изменить технологию изготовления валов ножевых. В первую очередь изменения произошли в технологии изготовления корпусов. Как отмечалось, корпус – сложное изделие. Помимо габаритов и массы, конструктивной особенностью являются пазы специального профиля (рис. 2).
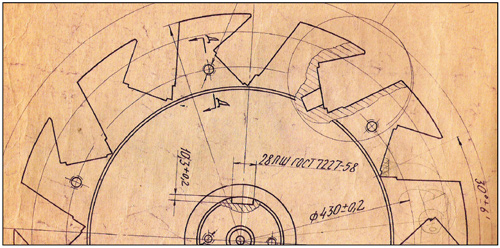
Рис. 2 Разрез бочки корпуса изделия ВАЛ НОЖЕВОЙ
Пазы специального профиля: требования к точности
Основные требования к выполнению пазов:
- соблюдение позиционного углового допуска,
- соблюдение угловых допусков наклона поверхностей пазов к оси вала,
- соблюдение допусков плоскостности поверхностей пазов,
- недопущение отклонений формы и размеров пазов.
При обработке паза (рис. 3) используются фрезы 5 видов, кроме того, требуется сверление отверстий в общем количестве 240 штук, в 144 из которых требуется нарезать резьбу.
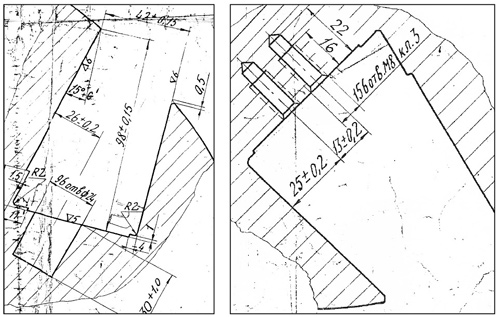
Рис. 3 Паз корпуса вала ножевого
Таким образом, в целях улучшения качества изделия за счет уменьшения числа установов, сокращения времени цикла производства и, как следствие, снижения себестоимости продукции назрела необходимость применения комплексной обработки.
К сожалению, только на новейших обрабатывающих центрах возможно совмещение токарной обработки с фрезерованием и сверлением для крупногабаритных изделий большой массы. Такое оборудование имеет высокую стоимость, и применение его для изделий с годовым выпуском 6 штук в год нерентабельно. Поэтому пришлось сохранить как технологическую операцию обдирку заготовок на токарном станке с черновой обработкой шеек.
Основные технологические операции
Итак, основные технологические операции цикла изготовления корпуса вала ножевого:
Подготовка программы и установка заготовки
Комплексная обработка производится на обрабатывающем центре HIDELIUS (Германия). Центр 5-и осевой с одним главным шпинделем и тремя дополнительными. Используемое программное обеспечение – CAD/CAM (EdgeCAM). Время подготовки программы и установа заготовки на рабочий стол эквивалентно времени наладки станков, используемых при обычном способе обработки изделия. Кроме того, резко снижается время использования кранового хозяйства, что также приводит к экономии электроэнергии.
Черновая обработка пазов: экономия 50% времени
Для того чтобы обработать пазы, достаточно создать обработку одного паза. Остальные пазы обрабатывать не нужно, EdgeCAM с помощью команды «Вращение в плоскости» создаст обработку автоматически. Путем задействования диаметрально противоположных шпинделей обрабатывающего центра появилась возможность одновременной обработки диаметрально противоположных пазов корпуса вала.
Поворот изделия при переходе к обработке следующего паза осуществляется автоматически, без использования шаблона или делительной головки. От оператора требуется лишь визуальный контроль состояния инструмента. Повышение качества очевидно – существенно уменьшилось влияние человеческого фактора. Время операции сократилось на 50%.
Чистовая обработка: замена инструмента вместо переустановки
Вместо переустановки изделия на другой станок нужна лишь замена режущего инструмента. К сожалению, конструкция паза не позволяет произвести его одновременную обработку тремя видами фрез. Изготовление фрезы специального профиля позволяет уменьшить количество этих видов с 3х до 2х. Однако уникальность такой фрезы полностью исключает возможность ее применения для других видов изделий.
Поэтому режущий инструмент заменяется еще 2 раза. Так же, как и при черновом фрезеровании, диаметрально противоположные пазы обрабатываются одновременно, поворот заготовки осуществляется автоматически. Как и в предыдущей операции, следует отметить повышение качества полуфабриката. Сокращение времени операции по сравнению с обычным способом обработки зависит от качества инструмента и составляет 30-35%.
Сверление 240 отверстий: точность до 0,03 мм
Вместо переустановки изделия на другой станок производится замена фрез на сверла. Как показано на рис. 3, глухие отверстия под пружины в пазах находятся под углом к поверхности паза, а оси резьбовых отверстий этой плоскости перпендикулярны. При обычном способе обработки операции по нарезанию отверстий двух видов разделялись, т.к. из-за невозможности поворота шпинделя для сверления под углом приходилось поворачивать вал.
Сейчас стало возможным одновременное сверление в трех пазах – например, отверстий под пружины в первом и пятом пазах (при 12-и пазовом корпусе) и отверстий под резьбу во втором. Важна также минимизация отклонений по глубине отверстий (причина дисбаланса при вращении ротора). При обычном способе обработки глубину отверстий контролировать сложно. В комплексной обработке она задается программой.
Особый предмет контроля – позиционные допуски расположения отверстий. Ранее для соблюдения этих допусков разметка производилась с помощью шаблона, причем точность расположения первого от базовой плоскости отверстия сильно зависела от человеческого фактора. Обрабатывающий центр позволяет программировать позиционность с точностью до 0,03 мм. В целом сокращение времени операции составило почти 70%.
Нарезание резьбы: один оператор вместо троих
Переустановка заготовки заменяется сменой инструмента – метчики устанавливаются вместо сверл. Следует обратить внимание на выбор оптимального числа оборотов шпинделей. В ходе выполнения данной операции рекомендуется применять ручной режим управления, так как программа не может реагировать на поломку инструмента, а в случае с метчиками такие случаи не единичны.
В целом, экономия времени составляет не более 30% по сравнению с ручным нарезанием резьбы, но здесь к работам привлекается не три человека, а один. Разница ощутима.
Результаты внедрения: выгоды и недостатки
Как и во всяком производственном процессе, при комплексной обработке сложных крупногабаритных изделий вращения имеют место как позитивные, так и негативные факторы.
Безусловно, к позитивным факторам можно отнести:
- снижение времени производственного цикла на 30%,
- повышение качества изделия,
- сокращение расходов на энергоносители,
- уменьшение численности персонала.
К негативным факторам относится лишь дороговизна оборудования.
Экономика процесса: окупаемость за 4 года
Конечно, неоспоримы преимущества комплексной обработки малогабаритных серийных изделий. Для изделий с большими габаритами стоимость обычного оборудования (токарный, строгальный, горизонтальнофрезерный, вертикальнофрезерный станки), необходимого для изготовления изделия, в 3 раза ниже стоимости одного обрабатывающего центра.
Срок окупаемости обрабатывающего центра с учетом экономии по позитивным факторам составляет около 4 лет при 100% загрузке. Однако, весомый выигрыш в качестве и сроках изготовления при комплексной обработке позволит предприятию привлечь новых заказчиков и по истечению срока окупаемости значительно повысить показатели по прибыли.
Инж. А.Л. Зельдович,
Директор ООО МИПФ «Инженерная техника»
В статье использованы фотографии оборудования ООО МИПФ «Инженерная Техника» и изделий, изготавливаемых или ремонтируемых предприятием.

