Сдаточный контроль: параметры и требования
Основные контролируемые параметры
При сдаточном контроле проверяемые параметры отверстия заданы техническими условиями (ТУ). При этом контролируется диаметр отверстия, отклонение от прямолинейности оси отверстия, шероховатость поверхности.
Возможен контроль отклонения от круглости, от цилиндричности, а также контроль твердости или микротвердости обработанной поверхности отверстия.
Для ответственных деталей может регламентироваться условие проверки по длине и по окружности, то есть шаг и сечения измерений. Обычно отверстие по длине контролируется с шагом 150…200 мм в двух взаимноперпендикулярных плоскостях.
На ответственные детали оформляется паспорт обмеров и составляется заключение на характеристики.
Пооперационный контроль на разных этапах
Контроль после каждой операции
Контроль пооперационный зависит от вида операции.
После глубокого сверления обычно измеряют диаметр отверстия, определяют погрешность геометрической формы отверстия, увод оси отверстия, отклонения от прямолинейности оси отверстия.
Учитывая, что обработка глубокого отверстия на операции сверления не заканчивается, иногда обходятся только измерением диаметра отверстия на входе и выходе инструмента и величины увода оси.
После операции предварительного растачивания обязательным является измерение диаметра отверстия и отклонение от прямолинейности оси отверстия.
После операции чистового растачивания контролируется диаметр отверстия, определяются погрешности геометрической формы.
После операции хонингования или раскатывания определяются диаметр отверстия, погрешности геометрической формы, включая и конусообразность отверстия, а также шероховатость поверхности.
В ряде случаев обязательным является визуальный осмотр поверхности с проверкой ее на наличие трещин, возможных раковин и др.
Типичные дефекты глубоких отверстий
Классификация дефектов
При обработке глубоких отверстий образуются характерные дефекты, существенно проявляющиеся лишь для отверстий повышенной глубины, что и определяет сложность контроля.
Исходя из природы возникновения и принципов контроля, их можно разделить на группы:
1. Отклонения отверстия по диаметру относительно заданного размера, отклонения от круглости и как частность – овальность и огранка.
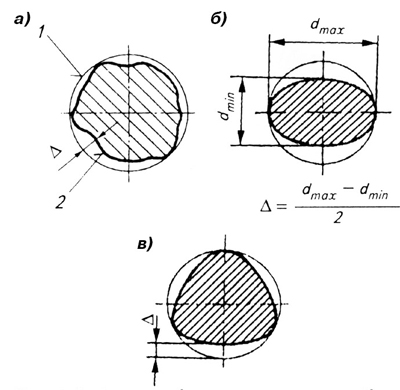
Рис. 1 Дефекты, образующиеся при глубоком сверлении
2. Отклонения профиля продольного сечения, частыми видами которого являются конусность – конусообразность и бочкообразность.
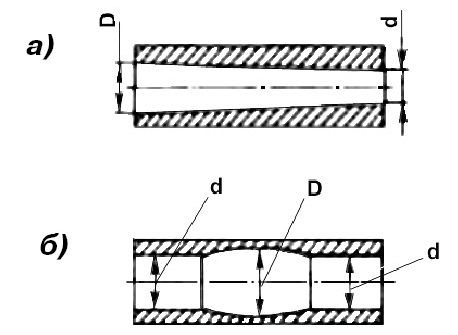
Рис. 2 Дефекты, образующиеся при глубоком сверлении
3. Уводы оси отверстий на торцах заготовки или в данном сечении, уступы отверстий на стыке при двустороннем сверлении, излом оси просверленного с двух сторон отверстия, кривизну оси отверстия в сечениях заготовки.
Можно напомнить, что под уводом оси после сверления (растачивания) понимают отклонение оси полученного отверстия от положения оси отверстия, намеченного чертежом. Разностенность заготовки в данном сечении.
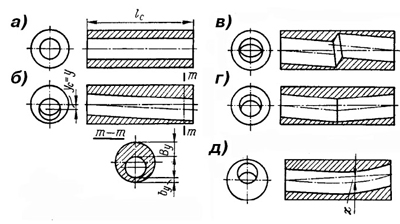
Рис. 3 Дефекты, образующиеся при глубоком сверлении
4. Шероховатость и волнистость поверхности обработанного отверстия.
5. Поверхностные пороки обработки: надиры на поверхности, крупные царапины, повышенная шероховатость обработанной поверхности отверстия, дефекты на поверхностном слое, такие как трещины, наплывы металла, включения и т.п.
Причины возникновения дефектов
Перечисленные дефекты возникают из-за действия различных факторов, определяемых оборудованием, использованным инструментом и другой технологической оснасткой, примененной схемой сверления, принятыми режимами обработки, материалом и видом заготовки, уровнем производства, обученности персонала и др.
Универсальные и специальные измерительные приборы
Классификация приборов
Контроль просверленных отверстий и заготовок с отверстиями производится многочисленными приборами и инструментами, небольшая часть из которых является универсальными, а наибольшая – специальными видами контрольно-измерительных устройств.
Размеры просверленных отверстий по концам заготовок проверяют универсальным инструментом, то есть штангенциркулями, микрометрическими и индикаторными нутромерами.
Для измерения диаметра (отклонения от заданного размера) глубокого отверстия по всей длине детали применяются специальные измерительные приборы – звездки. Этими же приборами можно контролировать и конусность, бочкообразность, отклонения от круглости.
Требования к звездкам
Звездки для обмера глубоких отверстий должны удовлетворять следующим требованиям:
- ✔️ Обеспечение необходимой точности обмера
- ✔️ Быстрое и удобное проведение всей контрольной операции
- ✔️ Невысокая квалификация персонала
- ✔️ Простота и надежность конструкции
Звездки для измерения диаметров: механические и индикаторные
Типы звездок
Применяются следующие типы звездок, отличающиеся по принципу контроля линейных размеров:
- Механические
- Индикаторные
- Электрические
- Пневматические
Все они относятся к классу измерительных приборов, работающих по методу относительного измерения. Т.е. при обмере звездками определяются не фактические диаметры отверстий, а отклонения измеряемых диаметров от заранее установленной эталонной меры или от номинала.
Механические звездки
В механической звездке для обмера диаметров глубоких отверстий мерительные штифты раздвигаются продольным перемещением клина, шарнирно связанного с тягой.
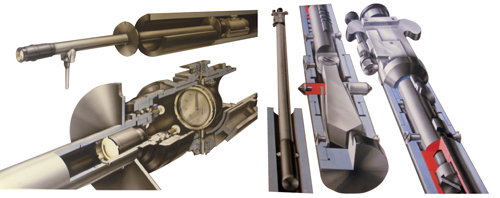
Рис. 4. Звездки: а) индикаторная, б) механическая с нониусной шкалой
Как видно из схемы, изменению диаметра отверстия на величину Δd соответствует продольное перемещение Δx клина и связанной с ним тяги.
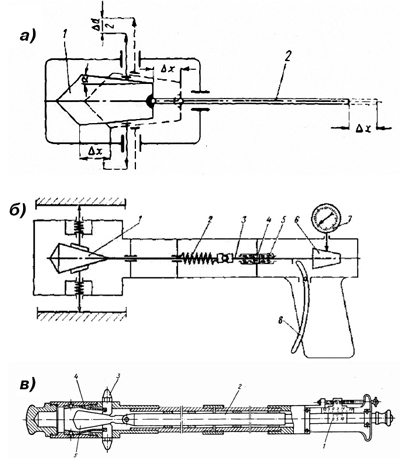
Рис. 5 Контроль отверстия механической звездкой
Зависимость между продольным перемещением тяги и изменением диаметра обмеряемого отверстия может быть выражена следующим уравнением:
Δd = 2 Δx tg α
где α — угол наклона клина. Определив тем или иным способом продольное перемещение тяги, можно, пользуясь зависимостью, определить и величину изменения диаметра.
Конструктивные типы механических звездок
Механические звездки имеют различное конструктивное оформление и могут быть разделены на типы:
- По способу перемещения тяги – с ручным перемещением тяги и с механическим перемещением тяги
- По способу снятия обмеров – с нониусной шкалой, с индикаторной шкалой
Механическая звездка с нониусной шкалой состоит из корпуса измерительной головки, внутри которого может перемещаться клин в продольном направлении. В корпусе измерительной головки имеются два диаметрально расположенных окна с перемещающимися в них ползунами, которые опираются на клин.
Пластинчатые пружины обеспечивают постоянство контакта ползунов с клином. В ползунах имеются гнезда с резьбой, в которых крепятся сменные мерительные штифты.
Посредством рукоятки перемещают тягу и шарнирно связанный с ней клин. В зависимости от направления перемещения клина ползуны с укрепленными в них мерительными штифтами будут выдвигаться или опускаться.
Для отсчета перемещений тяги с клином применяется линейка с миллиметровыми делениями и нониус.
Точность механических звездок
При обмере глубоких отверстий механическими звездками предельная погрешность измерения равняется ± 0,025 мм.
Следует учитывать, что погрешность измерений в значительной мере зависит от усилия тяги на клине и от квалификации контролера.
Индикаторные звездки
Механическая звездка с индикатором и пружиной, обеспечивающей постоянство мерительного давления и более высокую точность отсчета. Индикатор позволяет отсчитывать отклонения размеров с дискретностью в 0,01 мм.
Конструкция звездки с индикатором практически аналогична конструкции обычной механической звездки.
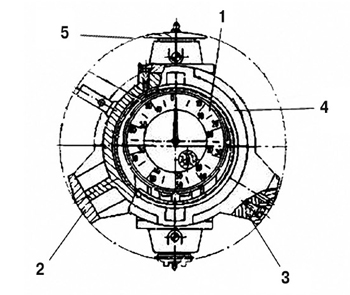
Рис. 6 Фронтальный вид измерительного цилиндра индикаторной звездки
Индикаторные звездки для обмера глубоких отверстий обеспечивают значительное сокращение времени на обмер и более точное определение размеров диаметров отверстий по сравнению с механическими звездками.
Звездка исполнена в виде определенного измерительного цилиндра, в корпусе которого и установлен индикатор. Измерение диаметра отверстия индикаторными звездками производится путем касания поверхности отверстия двумя измерительными стержнями, связанными со стержнями индикатора часового типа.
Измерительный цилиндр определенного типоразмера может быть использован для обмера глубоких отверстий диаметром от 76 до 400 мм и выше, для чего измерительный цилиндр вставляется в соответствующие сменные насадки.
Электрические и пневматические звездки
Электрические звездки
Электрические звездки работают на изменении электрических параметров цепи в функции от малых перемещений измерительных стержней.
По принципу действия электрические звездки бывают:
- Емкостные
- Индукционные
Электроемкостная звездка разработана для диаметров 75…360 мм, обеспечивая достаточно высокую точность измерений.
Принцип действия индукционной звездки основан на изменении коэффициента индуктивности индукционной катушки пропорционально изменению зазора между якорем и железным сердечником катушки.
Пневматические звездки: преимущества
Пневматические звездки основаны на пневматическом методе контроля размеров деталей и имеют ряд преимуществ по сравнению с измерительными устройствами, построенными по другим схемам:
- ★ Высокая точность обмеров
- ★ Дискретность отсчета может быть доведена до десятых долей микрона
- ★ Относительная независимость точности контроля от температуры
- ★ Высокая производительность операции обмера
Недостатком пневматических приборов является малый диапазон их измерений (по одной настройке), который не превышает 0,2 мм.
Принцип действия пневмоприборов
Принцип действия подавляющего большинства пневматических измерительных приборов основан на том, что при постоянном давлении воздуха, поступающего в какой-либо резервуар, расход воздуха из этого резервуара будет изменяться в зависимости от изменения площади проходного сечения.
По способу определения расхода воздуха существующие приборы делятся на две группы:
- В которых расход воздуха определяется манометром по изменению давления воздуха в расходном резервуаре
- В которых расход воздуха определяется ротаметром, являющимся простейшим расходомером
Приборы с манометром
Приборы с манометром имеют резервуар А, через отверстие сопла F2 в который подается сжатый воздух под постоянным давлением P1.
Имеющийся в системе стабилизатор давления должен обеспечить постоянство давления P1 не грубее ± 0,01 ат.
Из резервуара А воздух может вытекать через калиброванное отверстие диаметром d измерительного сопла F1 при условии, если это отверстие открыто.
Если отверстие закрыто (измерительное сопло соприкасается с поверхностью измеряемой детали по параметру Н – зазор Z равен нулю), то воздух из резервуара А не истекает и давление Р2 в резервуаре будет равно заданному входному, то есть Р1.
При изменении размера детали Н (в меньшую сторону) между поверхностью детали и измерительным соплом F1 появится зазор Z и воздух из резервуара А будет выходить в атмосферу.
По мере увеличения зазора Z давление Р2 будет уменьшаться, при уменьшении зазора Z давление Р2 будет увеличиваться.
Следовательно, давление воздуха Р2 в резервуаре является функцией линейного размера Z. На основании сказанного измерение зазора Z может быть заменено измерением давления Р2 посредством манометра М, соответствующим образом проградуированного.
Но для пневмоприборов существует предельная величина (зона) контроля величиной 0,2 мм.
Дискретность отсчета у приборов со стрелочным манометром может быть достигнута 0,01…0,02 мм.
Если использовать вместо стрелочных манометры трубчато-водяные, то эта дискретность может уже составлять величину в 0,1…0,2 мкм и менее.
Применяют манометры с высотой водяного столба 500, 1000 и 1200 мм, в которых передаточное отношение может быть доведено до 100000.
Приборы с ротаметром
Пневматический измерительный прибор, в котором расход воздуха определяется ротаметром, зону измерения имеет такую же, как и прибор с манометром, но более точен (до ± 0,1…0,2 мкм).
Ротаметр представляет собой вертикально расположенную стеклянную трубку с коническим отверстием, расширяющимся кверху. Внутри трубки находится поплавок.
Воздушный поток, проходящий через ротаметр снизу вверх (с давлением Р1), поддерживает поплавок во взвешенном состоянии.
Из ротаметра через трубку и измерительное сопло F1 воздух выходит наружу. С увеличением зазора Z расход воздуха через измерительное сопло F1 и скорость прохождения воздуха в ротаметре также увеличиваются и поплавок поднимается.
Следовательно, измерение зазора Z может быть заменено измерением высоты подъема h поплавка.
Для определения высоты подъема поплавка рядом с трубкой ротаметра помещается шкала. Цена деления шкалы зависит от конусности отверстия трубки ротаметра, величины давления Р1 и веса поплавка.
Меняя эти величины, можно получить разные передаточные отношения измерительного прибора.
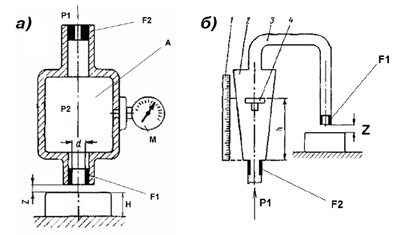
Рис. 7 Схема работы пневмоприборов
Контроль отверстий пневмоприборами
Контроль отверстий пневмоприборами осуществляется по-разному.
Малые отверстия диаметром до 3 мм проверяются путем непосредственного пропускания воздуха. При этом определяется не диаметр, а поперечное сечение отверстия.
Этот способ обмера особенно удобен для контроля размеров отверстий сопел, карбюраторных жиклеров, форсунок и т.п. В этих случаях обычно применяются приборы с водяным манометром.
Для измерения отверстий диаметром больше 3 мм применяются пневматические пробки с соплами.
Пробка имеет два одинаковых диаметрально расположенных измерительных сопла, через которые выходит воздух из прибора. Пробка крепится на штанге, которая связана с прибором шлангом.
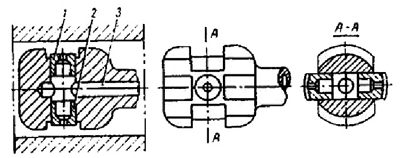
Рис. 8 Пробка для контроля глубоких отверстий
В пробку воздух поступает из прибора через центральное отверстие. Расход воздуха из сопел, а, следовательно, и показания прибора, определяются суммарной величиной зазоров между торцами сопел и поверхностью обмеряемого отверстия.
Пневматическими пробками можно определить не только диаметр в измеряемом месте отверстия, но и отклонения от правильной геометрической формы, то есть овальность, огранку и конусность.
Для измерения отверстий малых диаметров (до 12 мм) применяются также цельные пневматические пробки с отверстиями вместо сопел.
Для контроля отверстий больших диаметров (>100 мм) применяют пробки составные, контактные, пневматические облегченной конструкции в виде крестовин и др.
Контроль прямолинейности оси отверстия
Рычажные приборы
Определение отклонений от прямолинейности оси отверстия, уводов и разностенности выполняется приборами и устройствами, построенными по разным схемам.
Рычажные приборы наиболее просты, но их применение ограниченно определенными длинами отверстий из-за недостаточной жесткости. Отсчетными устройствами в них являются индикаторы.
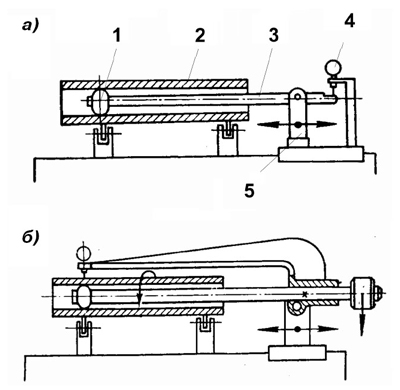
Рис. 9 Рычажные приборы для контроля уводов и разностенности
Прибор рычажный АВАЕВА
Прибор рычажный АВАЕВА позволяет достаточно просто измерять погрешности просверленного отверстия, причиной которых является увод при сверлении.
Для контроля увода (кривизны) заготовка базируется шейками на роликовых стойках. Ролик удлиненного рычага штанги в измеряемом сечении контактирует с поверхностью отверстия| при повороте детали угловое положение короткого рычага штанги изменяется, что и фиксируется индикатором, ножка которого опирается на лыску рычага.
Половина зафиксированного по индикатору отклонения и определит увод оси отверстий в рассматриваемом сечении.
Для контроля разностенности прибором АВАЕВА в проверяемое сечение необходимо поставить ролики опоры| отклонения индикатора определят величину разностенности.
Рычажный прибор с индикатором, размещенным в сечении контроля разностенности, позволяет при повороте детали также просто определить эту разностенность.
Оптический прибор Симонова
Оптический прибор Симонова позволяет контролировать отклонения оси просверленного отверстия, в частности уводы и кривизну.
Основой прибора являются марка, закрепляемая на штанге, и нивелир (визирная труба), устанавливаемый на штативе возле проверяемой детали. Деталь своими шейками базируется на ролики опоры.
При контроле марка штангой перемещается и останавливается в контролируемом сечении| смещение центра марки относительно перекрестия нивелира и определит величину отклонения оси отверстия.
Точность прибора определяется оптическим разрешением визирной трубы, расстояниями между окружными делениями марки и возможностями зрительного прочтения значений смещений центра перекрестия визира относительно перекрестия марки.
Следует отметить, что по схеме рассмотренного прибора построен ряд аналогичных. Так, например, в современной практике применим (построенный по приведенной схеме) оптический прибор модели 4КРСМ.
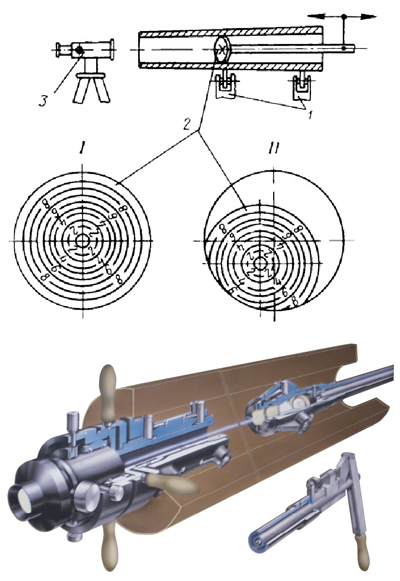
Рис. 10 Схема прибора Симонова
Современные приборы: КАСКАД, СТРУНА, ПИКА
Прибор БВ-6408
Производством приборов контроля глубоких отверстий занимаются ряд российских и зарубежных фирм и организаций.
Прибор БВ–6408 индуктивный предназначен для контроля диаметра и формы отверстия в достаточно большом диапазоне диаметров в трубах длиной до 5 м.
Прибор обеспечивает дискретность цифровой индикации в 1 мкм в диапазоне показаний цифровой индикации до 300 мкм.

Рис. 11 Прибор БВ–6408 индуктивный для контроля глубоких отверстий
Прибор КАСКАД
Прибор КАСКАД предназначен для измерения отклонений внутреннего диаметра трубы от номинального значения.
Для измерений диаметров свыше 100 мм прибор выпускается с самоходным измерительным блоком, имеющим встроенный механизм перемещения по трубе.
Прибор позволяет измерять отверстия в диапазоне от 32 до 105 мм длиной до 10 000 мм.
Дискретность измерения составляет 0,001 мм в диапазоне измерения (относительно заданного номинала) от -0,2 до +1,2 мм.

Рис. 12 Прибор Каскад
Результаты измерений и обработки данных фиксируются на компьютере и представляются в удобном графическом и числовом форматах.
Нутромеры для глубоких отверстий
Нутромеры для измерения диаметров глубоких отверстий моделей 08322 и 08323 предназначены для относительного измерения диаметров отверстий на глубине до 1 м.
Результаты измерений выводятся на цифровое табло.
| Модель | Диапазон диаметров | Глубина |
|---|---|---|
| 08322 | 32…60 мм | До 1 м |
| 08323 | 60…100 мм |
Нутромер Deep hole
Нутромер Deep hole предназначен для высокоточных измерений глубоких отверстий и внутренних поверхностей, измерения малых уступов, канавок, пазов, а также измерений несимметричных отверстий.
Диапазон проверяемых размеров от 50 до 300 (500) мм и в разных комплектациях прибора до глубин 15 000 мм.

Рис. 13 Нутромер Deep hole, общий вид
Прибор СТРУНА
Прибор СТРУНА предназначен для измерения отклонений от прямолинейности оси отверстий цилиндров на базовой длине 1 м в горизонтальной плоскости.
Номинальные диаметры отверстий контролируемых цилиндров составляют 32…300 мм.
Диапазон измерения отклонений от прямолинейности на базе 1 м составляет ±1 мм.
Погрешность измерения отклонений от прямолинейности не более 0,015 мм.
В процессе измерения создается текстовый файл с расширением «dal» по умолчанию, содержащий в себе все данные.
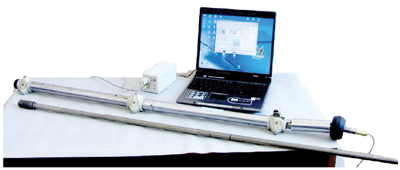
Рис. 14 Прибор Струна
Стенд для измерения прямолинейности
Стенд для измерения отклонений от прямолинейности отверстий цилиндров предназначен для контроля цилиндров с отверстиями диаметров в диапазоне 32…202 мм.
На стенде производится измерение отклонений от погонной прямолинейности, на основе которой вычисляется полное отклонение от прямолинейности оси отверстия цилиндра.
Измерительная головка крепится на стебле и (при контроле) протягивается по контролируемому отверстию.
Положения стебля «парковка», «начало измерения», «конец измерения» фиксируются датчиками, которые выдают сигналы на автоматику привода стебля, а также на компьютер.
Стенд позволяет ускоренный контроль цилиндров с отверстиями с диаметрами от 32 до 202 мм при использовании центрирующих устройств трех типоразмеров.
Максимальная длина контролируемых цилиндров – до 10 000 мм.
Диапазон измеряемых отклонений составляет ±1 мм при пределе основной допускаемой погрешности (при шероховатости Ra = 0,063 мкм), равной 0,015 мм.
Время измерения одного цилиндра в режиме четырех проходов не более 10 мин.
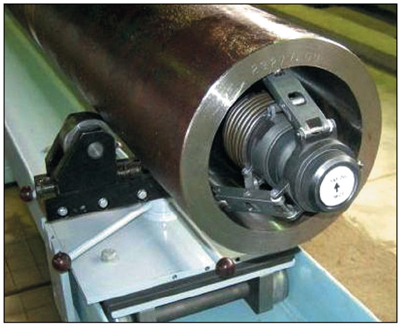
Рис. 15 Вид измерительной головки в отверстии цилиндра при контроле
Приборы серии ПИКА
Приборы «ПИКА» обеспечивают контроль ряда параметров деталей с глубокими отверстиями.
Серия приборов «ПИКА–Н» основана на принципах оптико-электронной системы контроля прямолинейности глубоких отверстий, базовая прямая в которой формируется высокостабилизированным газовым лазером.
Эта базовая прямая для обеспечения большого диапазона измерений смещается с помощью следящей системы за вершиной триппельпризмы, центрированной в измеряемом отверстии.
Принятая схема измерений позволила применять в приборах стандартные преобразователи линейных перемещений, имеющих высокую точность.
При этом диапазон измерений ограничивается лишь необходимостью сквозного прохода луча лазера через контролируемое отверстие.
Программное обеспечение системы позволяет автоматически приводить данные измерений к геометрической оси отверстия, вычислять полное отклонение от прямолинейности с устранением влияния весового прогиба контролируемой детали.
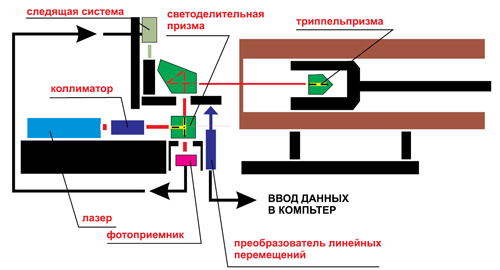
Рис. 16 Схема оптикоэлектронной системы приборов типа «ПИКА Н»
Приборы исполнены трех типоразмеров, позволяющих проведение контроля в большом диапазоне размеров от 8 до 300 мм.
Прибор ПИКА-ДН
Прибор "ПИКА-ДН" позволяет измерять отклонение от прямолинейности отверстий диаметром от 7,62 мм до 300 мм в диапазоне ± 4 мм.
При контроле отверстий диаметром от 27 мм и более прибор позволяет одновременно измерять и диаметр отверстий в диапазоне измерений ± 1 мм.
Поэтому в приборе измерительный блок, кроме оптического отражателя, содержит также и измеритель диаметра отверстия.
Это не только ускоряет процесс контроля деталей, но также дает возможность контроля прямолинейности, допуск на которую дан как зависимый от диаметра (например, для цилиндров штанговых насосов).
Приборы "ПИКА-ДН" широко используются в практике для контроля отверстий диаметрами 27...155 мм и диаметрами 50…600 мм.
Рис. 18 Общий вид измерительного блока прибора «ПИКА-ДН»
Визуальный осмотр: эндоскопы и видеоэндоскопы
Осмотр поверхностей отверстий
Осмотр поверхностей отверстий и выявление поверхностных дефектов производится смотровыми оптическими трубами и специальными устройствами – эндоскопами.
Полученная шероховатость после обработки оценивается сравнением с эталонами или определяется методом слепков.
Телевизионные гибкие эндоскопы
Эндоскопы телевизионные гибкие моделей «ЭТВЦ» предназначены для визуального контроля внутренних полостей с применением телевизионного канала регистрации, представления и запоминания изображения.
Приборы позволяют просмотр поверхности отверстий диаметром от 8 до 12 мм глубиной до 2000 мм.
Промышленный видеоэндоскоп Fort
Промышленный видеоэндоскоп Fort – комплект с диаметром 4 мм позволяет проводить визуальный контроль внутренних полостей с применением телевизионного канала регистрации, представления и запоминания изображения.

Рис. 17 Промышленный видеоэндоскоп Fort, комплект с диаметром 4 мм
Соединенный с видеозондом видеопроцессор позволяет проводить наблюдение за объектами

