Крупные и малые предприятия: где сосредоточена ответственность
Исторический контекст
Начнем собственно с машиностроительного предприятия. Исторически российское машиностроение основывается на крупных предприятиях, правда сейчас появился куст малых, производящих комплектующие и изделия машиностроения.

Андрей Быков
Председатель совета директоров группы компаний ADEM
Распределение ответственности
Чем большое предприятие отличается от малого?
На крупных предприятиях ответственность за направления деятельности распределена. Например, за проектирование отвечает один, за производство другой, за внедрение информационных технологий третий, за поставку оборудования четвертый и так далее.
На малом предприятии ответственность, как правило, сосредоточена в одних руках. В этом случае все направления деятельности подчинены единой цели и развиваются, и внедряются, и обслуживаются в соответствии с производственной необходимостью.
Почувствуйте разницу. На большом заводе — разделение труда, на малом — один человек тащит всё. И там, и там есть свои плюсы и минусы.
Три комплекса машиностроительного предприятия
Структура крупного производства
Итак, речь в первую очередь пойдет не о малых, а именно о крупных предприятиях, на которых собственно и стоит отечественное машиностроение.
Машиностроительное предприятие или научно-производственное объединение или корпорация имеет в своей структуре три основных комплекса:
- ✔️ Проектно-конструкторский, основная задача которого состоит в разработке конструкции изделия
- ✔️ Технологический, который осуществляет разработку технологий производства комплектующих и изделия в целом
- ✔️ Производственный, который занимается изготовлением изделия
Три кита, на которых держится производство. Уберешь один — всё рухнет.
КТПП: где закладывается эффективность производства
Конструкторско-технологическая подготовка
Первые два комплекса осуществляют вид деятельности, которая называется конструкторско-технологической подготовкой производства (КТПП). Именно на этапе КТПП закладывается в конечном итоге эффективность производства и качество изделия.
С другой стороны, не только результат, но и сам процесс КТПП влияет на экономические характеристики предприятия. Чем быстрее он будет завершен, тем быстрее появится новое изделие, тем быстрее будет происходить смена номенклатуры продукции, что крайне важно в условиях рыночной экономики.
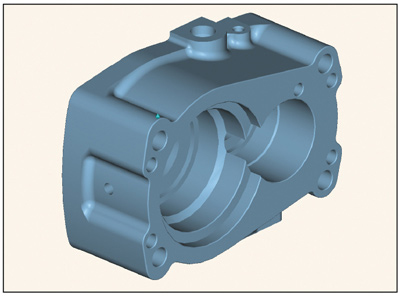
Рис. 1 Модель, подготовленная в модуле ADEM CAD – части системы сквозного проектирования
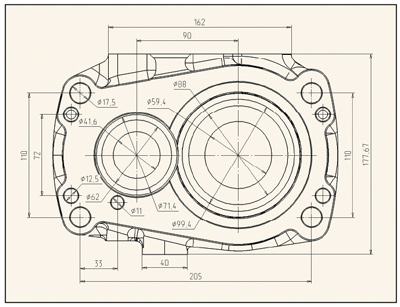
Рис. 2 Чертеж в ADEM CAD – ассоциативная связь с моделью
CAD, CAE, CAPP, CAM: четыре группы систем автоматизации
IT в машиностроении
Теперь перейдем к информационным технологиям. Сегодня практически все понимают целесообразность их применения, используя в самых разных областях человеческой деятельности.
Но следует отметить, что применение IT в процессе КТПП имеет существенные особенности. Кроме всего прочего, для автоматизации КТПП применяются очень сложные и наукоемкие программные комплексы, которые можно разделить на четыре большие группы:
| Система | Назначение |
|---|---|
| CAD | Автоматизация конструкторской деятельности, выпуск чертежей, схем, спецификаций |
| CAE | Инженерные расчеты на прочность, устойчивость, теплопередачу |
| CAPP | Автоматизация проектирования технологических процессов, нормирование |
| CAM | Генерация управляющих программ для оборудования с ЧПУ |
Специализация инструментов
CAD системы – предназначены для автоматизации конструкторской деятельности и выпуска конструкторской документации (чертежей, схем, спецификаций и пр.) Львиную долю их составляет математический аппарат для решения плоских и объемных геометрических задач.
CAE системы – для инженерных расчетов на прочность, устойчивость, теплопередачу и других физических характеристик изделия.
CAPP системы – для автоматизации проектирования технологических процессов, нормирования, выпуска технологической документации.
CAM системы – предназначены для генерации управляющих программ для оборудования с ЧПУ, без которого немыслимо современное машиностроительное производство.
Очевидно, что эти инструменты не являются взаимозаменяемыми, так например, конструктору вряд ли поможет в его основной деятельности CAPP система, а программисту-станочнику CAE система.
Интегрированные системы: почему связка работает лучше
Сила интеграции
А вот объединение продуктов в интегрированные системы, которые содержат несколько разноплановых программ, весьма разумно. Так, например, интеграция CAD/CAM позволяет значительно сократить цепочку подготовки производства в части моделирования детали с последующей генерацией программы управления для станка на основе этой модели.
Еще более эффективной является связка CAD/CAM/CAPP, которая выстраивает прямой путь от конструктора к технологии и управляющим программам, решая тем самым вопрос сквозной автоматизации КТПП.
Применение подобных интегрированных систем может сокращать период КТПП в разы и более того позволяет избегать внутренних ошибок проектирования и повышать качество продукции.
Отечественные решения
Некоторые производители программного обеспечения, в том числе и отечественные, разрабатывают и предлагают на рынке именно такие интегрированные комплексы. И, как правило, подобные системы намного эффективней тех решений, которые предлагают сторонние интеграторы в виде комбинаций из отдельных CAD, CAM, CAPP и других продуктов.
Два подхода к закупке ПО: от заявлений до стратегии
Проблема выбора
А теперь переходим, собственно говоря, к проблеме. Она начинается с того момента, когда встает вопрос о приобретении соответствующего программного обеспечения для предприятия.
Критериев, на основании которых рождается решение о закупке ПО, множество. Рассмотрим два крайних варианта.
Первый вариант: заявки подразделений
Первый вариант – перечень составляется на основе заявок от каждого подразделения. Этот вариант имеет положительную сторону, которая состоит в том, что закупается ПО, наиболее подходящее для каждого участника КТПП, а это значит, что и внедрение будет проходить безболезненно.
Отрицательным моментом является тот, что оптимизация для каждого рабочего места не гарантирует оптимального решения для предприятия в целом.
Зоопарк систем: когда оптимизация вредит
Классическая история
Например, конструктор, исходя из своей основной задачи выпуска документации, приобрел плоский CAD для черчения и использует его как электронный кульман. При этом программист ЧПУ, который ждет от конструктора объемных моделей, вынужден сам строить их по чертежам и при этом исправлять ошибки конструктора, которые не видны на плоскости. Это очень частая история.
Более того, подобный "зоопарк" может свести на нет результаты автоматизации, например, из-за проблем обмена данными между системами.
Второй вариант: единая стратегия
Второй вариант – перечень составляется на основе единой стратегии предприятия (корпорации) в области автоматизации. Самый большой плюс этого подхода состоит в том, что если стратегия была сформирована правильно, исходя из главного назначения автоматизации – повышения эффективности предприятия в целом, то эта цель и будет достигнута.
При этом резко сужается круг поставщиков программ и услуг, налаживаются прямые каналы потока информации.
Теперь в приведенном выше примере конструктор не просто чертит, а в первую очередь моделирует, а потом получает по этим моделям чертежи и снабжает моделями расчетчиков, программистов ЧПУ и т.д.
Минус этого подхода – сложности периода внедрения, которые выражаются в незаинтересованности многих участников КТПП превращать автоматизацию своей локальной задачи в часть общего процесса.
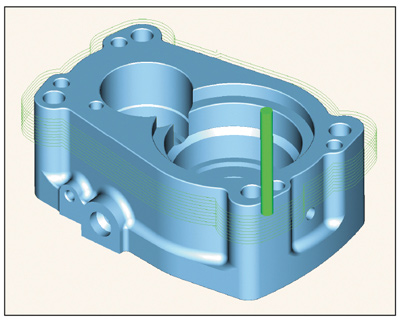
Рис. 3 Маршрут обработки – траектория движения – управляющая программа – последовательные действия в модуле ADEM CAM
Три фатальные ошибки корпоративной автоматизации
Неполный учет факторов
Итак, единая политика в области автоматизации просматривается как рациональный путь к повышению эффективности. А теперь посмотрим, с чем приходится сталкиваться на практике.
Наиболее частой ошибкой при выработке единой стратегии автоматизации является не полный учет всех факторов. Из-за чего наносится существенный ущерб эффективности предприятия, особенно, если руководство придерживается в этой части жесткой политики.
Приведу три намеренно безымянных примера.
Пример первый: отсутствие CAPP
Например, в качестве корпоративной системы был выбран известный зарубежный продукт X. При всех своих положительных свойствах X не содержит такой важной компоненты как CAPP. Кстати, этим страдают практически все зарубежные системы.
Так вот, если жестко стоять на принципе "только X и ничего другого", то технологическое бюро в этом примере выпадает из сквозного процесса автоматизации.
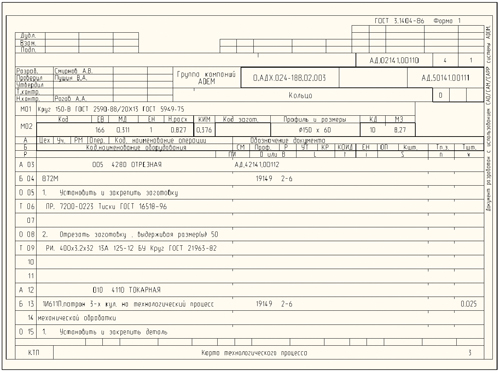
Рис. 4 Автоматизированное получение всей сопутствующей документации – модуль ADEMCAPP
Пример второй: слепое копирование
Другой пример: система Y была выбрана, потому что она является корпоративной системой у авторитетного зарубежного предприятия с аналогичным видом продукции.
Но!
- Нет в России системы подготовки квалифицированного персонала соответствующего уровня
- Потребные расходы на закупку, внедрение и сопровождение просто астрономические
- Сама Y хороша только в проектном бюро и имеет довольно слабое решение в области производства
Да и видим мы там за бугром лишь вершину айсберга. А то, какие инструменты автоматизации используют остальные участники КТПП в цехах и дочерних предприятиях, остается скрытым.
По крайней мере, правду конкурентам, а уж тем более, технологические секреты, мало кто доложит. Но вряд ли они забивают гвозди микроскопом.
Скрытым остается также и то, на каких действительно условиях осуществляется поставка, поддержка и сопровождение системы для авторитетного зарубежного предприятия.
ADEM: российская система против зарубежных аналогов
Пример третий: качество против принципов
Третий пример: корпоративная система Z не обеспечивает нужного качества изготовления деталей даже на самом современном зарубежном оборудовании, а уж отечественными станками вообще управлять не умеет.
Более того, в сравнении с российской системой A, которая выполняет требования по качеству деталей на тех и других станках, система Z обрабатывает деталь в два раза дольше, да после этого еще требуется ручная доводка деталей.
Последний пример настолько показательный, что не требует комментариев, поскольку экономический эффект A в сравнении с Z очевиден.
"Да, мы убедились на практике, что система A и проще, и быстрее, и дает лучшие результаты, – говорят производственники. – Только вот у нас Z является корпоративной системой и все тут! Поэтому так и будем вручную дорабатывать детали, грубо говоря, «напильником»."
Абсурд корпоративной политики
Так и хочется спросить их руководителя: "А почему это у вас в цехах используется напильник? Разве этот инструмент, в отличие от системы A, вписывается в единую стратегию автоматизации предприятия? Запретить немедля!"
Единая стратегия: баланс между принципами и здравым смыслом
Золотая середина
Итак, сама по себе идея корпоративной стратегии в области автоматизации довольно разумна, если не доводить ее до абсурда. Она может принести большую пользу и великий вред.
Все зависит от того, в чьих все это руки, и какая при этом цель преследуется!
Гибкость + здравый смысл = успех. Жесткость + формализм = провал.
Выбор за вами.
Группа компаний ADEM
Москва, ул. Иркутская, д. 11
корп. 1, офис 244
т/ф (495) 462 01 56, 502 13 41
email: omegat@aha.ru
http://www.adem.ru
"

