Технология лазерного упрочнения: от опытов до производства
Лазерное упрочнение резьбовых соединений прошло путь от экспериментальной апробации до реального внедрения в производственные процессы. Технология развивается, и перспективы очевидны.
Задача непростая, но решаемая. Главная цель исследователей и разработчиков — увеличить работоспособность резьбовых соединений при сохранении гарантированных механических свойств. Без компромиссов.
Что привлекает производственников? Отсутствие оплавления поверхности. Гарантия свойств поверхностного слоя на заданной глубине. Качество упрочнения выросло существенно. Это серьезный аргумент.
Оборудование для лазерной обработки
Для упрочнения применяли лазеры волоконного типа ЛС-5. Использовали углекислотный лазер МТЛ-2. И другие установки. Выбор оборудования зависит от конкретных задач.
Ключевые преимущества метода для производственников
Почему метод становится все популярнее? Преимуществ достаточно.
✓ Обработка труднодоступных мест. Тонкостенные детали — не проблема.
✓ Минимальные поводки и деформации. Это важно для точных соединений.
✓ Точная установка режимов. Глубина упрочнения контролируется.
✓ Управление прогревом деталей. Деформации можно прогнозировать и минимизировать.
Упрочненные лазером слои отличаются повышенной твердостью поверхности. Износостойкость растет. Антифрикционные свойства улучшаются. Работает.
Методика исследований: от металлографии до циклических испытаний
Исследования проводили комплексно. Не просто посмотрели — проверили всесторонне.
Лабораторные методы анализа
Металлографию изучали на приборе «Неофот-2». Микротвердость измеряли прибором ПМТ-3 при нагрузке 0,5 Н. Механические испытания выполняли на разрывных машинах по ГОСТ 1497–73. Стандарты соблюдали.
Остаточные напряжения определяли двумя методами: по методу Давиенкова и методом Кузнецова при снятии в истинных координатах чистого изгиба поверхностного слоя. Перекрестная проверка — это надежно.
Испытания на износостойкость
Абразивную стойкость проверяли на машинах лоткового типа. Пульпу приближали к условиям буровой. Реалистичные условия — достоверные результаты.
Окончательное решение о перспективности метода принимали по результатам натурных промышленных испытаний. Теория теорией, а практика — решающий аргумент.
Циклические испытания
Исследования циклических свойств проводили по специальной методике. Испытывали имитационные муфтовые соединения на циклический изгиб с кручением. Комплексный подход.
Механические свойства проверяли на образцах-свидетелях с надрезом, соответствующим характеру формы резьбового соединения. Максимальное приближение к реальности.
Механические свойства: как упрочнение меняет характеристики
Данные механических испытаний упрочненных образцов с различным надрезом представлены в таблице.
| Тип надреза | Предел прочности, МПа | Относительное удлинение, % | Изменение характеристик |
|---|---|---|---|
| Без упрочнения | Базовые значения | Исходные | — |
| Упрочненные опасные места | Повышенные | Измененные | Существенное улучшение |
Как видно из данных, упрочнение опасных мест существенно изменяет механические характеристики образцов. А значит, по механизму подобия, меняются и свойства самого резьбового соединения.
Вывод важный: технологическая операция лазерного упрочнения должна исключать упрочнение мест концентрации напряжений. Для этого применяют соответствующие схемы лазерной обработки. Не все так просто.
Влияние соотношения глубины упрочнения
Всегда нужно помнить о зависимости механических свойств от соотношения упрочненного материала к толщине рабочей стенки металла.
Напряжение разрушения детали определяется по соотношению:
σ = σva/h (1 – λ2)
где λ — отношение глубины упрочненного металла к толщине стенки металла; h — глубина упрочненного слоя; a — коэффициент, постоянный для данного материала.
Формула показывает: нельзя просто так взять и упрочнить. Нужен расчет. Иначе получите обратный эффект.
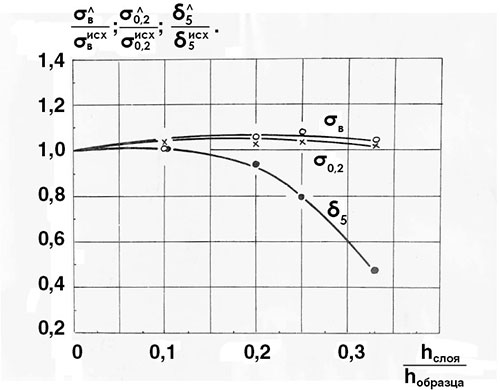
Рис. 1. Изменение механических характеристик стали 40Х от соотношения глубины упрочнения к толщине стенки образца
Остаточные напряжения: баланс сжимающих и растягивающих сил
Особое внимание — распределению остаточных напряжений. Критически важный момент.
Мартенситное превращение и сжимающие напряжения
Лазерная обработка позволяет получать в поверхностном слое сжимающие напряжения. Результат мартенситного превращения. Эти напряжения увеличивают стойкость резьбового соединения. Положительный эффект.
Проблема растягивающих напряжений
Но есть нюанс. Наряду со сжимающими всегда присутствуют растягивающие напряжения. Они связаны с нагревом зоны обработки.
Без изучения напряжений можно получить обратный эффект. Представьте: хотели улучшить, а ухудшили. Бывает.
При упрочнении муфтовых концов обработка происходит с перекрытием зон. Важно, чтобы общий знак упрочненной поверхности был отрицательным. То есть преобладали сжимающие напряжения.
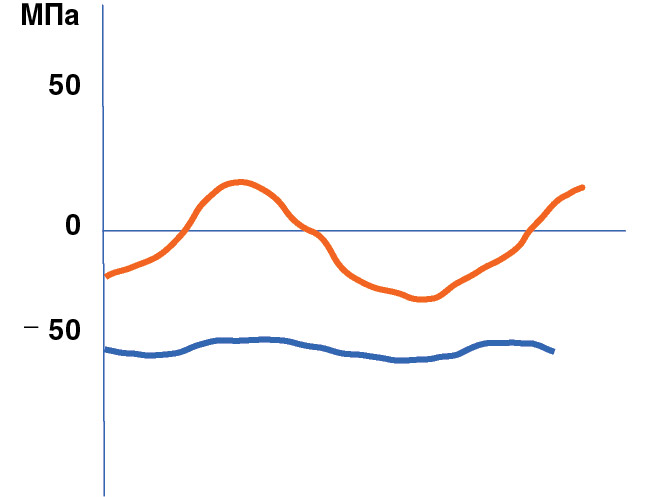
Рис. 2. Распределение остаточных напряжений при различном перекрытии треков
Оптимизация перекрытия зон
Как видно из графика, в зависимости от степени перекрытия зон упрочнения возможно получение на поверхности зон с растягивающими напряжениями. Нежелательный сценарий.
Режимы обработки должны обеспечивать максимальный сжимающий эффект. Достигается это за счет уменьшения аустенитной составляющей. Или уменьшения зон, где упрочнение не прошло из-за структурных неоднородностей или наличия избыточного количества карбидов.
Временные параметры нагрева
Особенность лазерного упрочнения — малое время нагрева материала выше точки АС3. Это критическая точка, соответствующая переходу последних кристаллов феррита в аустенит при нагреве.
Это тоже следует учитывать при разработке режимов. Мелочей нет.
Циклические испытания: выносливость на 10 миллионов циклов
Многие виды резьбового соединения работают в условиях циклических нагружений. Поэтому циклические испытания — необходимость. Без вариантов.
Конструкция испытательных образцов
Для получения данных при кручении с изгибом использовали имитаторы. Форма образца — на изгиб с кручением. В середине изготовлено резьбовое соединение. Максимальное приближение к реальным условиям.
Лазерное упрочнение производили двояко: как по резьбе, так и с тыльной стороны. Сравнивали результаты.
Результаты испытаний
Часть результатов циклических испытаний на базе 10 000 000 циклов приведена в таблице.
| Условия упрочнения | Число циклов до разрушения | Выносливость |
|---|---|---|
| Без упрочнения | Базовое значение | 100% |
| Лазерное упрочнение | Повышенное | Увеличена в разы |
Результаты на выносливость говорят о существенной зависимости от распределения остаточных напряжений и степени перекрытия треков. Все взаимосвязано.
Промышленные результаты: упрочнение в 2-7 раз
Лазерное упрочнение резьбовых соединений — чрезвычайно наукоемкий процесс. Вероятно, требует соответствующей сертификации для получения надежных результатов при промышленном внедрении.
Но первые опытные результаты впечатляют. Высокая эффективность метода. При решении всех технологических проблем упрочнение достигает 2-7 раз.
Рис. 3. Трубы после упрочнения
Это серьезно. Увеличение ресурса в несколько раз — весомый аргумент для внедрения технологии.
Технология развивается. Исследования продолжаются. Перспективы очевидны.
В. О. Попов, ООО «ЛАЗЕРТЕРМ»
С.Н. Смирнов, СП «Лазертех»
Литература
- А. И. Скрипченко, В. О. Попов, С. Ю. Кондратьев, А. Е. Вайнерман, Д. Н. Плавский. Лазерное упрочнение деталей бурового оборудования и инструмента. Отраслевое издание № 9'2010, стр. 26–29.
- Скрипченко А. И. Попов В. О. Кондратьев С. Ю. Лазерное упрочнение деталей транспортного машиностроения. Отраслевое издание № 5'2011 стр. 86–89.
- Горынин В. И., Попов В. О. Влияние неизотермических диффузионных процессов на свойства и структуру при лазерном упрочнении без оплавления поверхности. Вопросы материаловедения 2008, № 6, стр. 12–16.
"

