Актуальность прецизионной обработки: от миниатюризации до больших экранов
Разработка новых высокоэффективных технологических процессов прецизионной алмазной обработки сегодня как никогда актуальна. Приборостроение, микро- и оптоэлектроника развиваются бурными темпами. Требования к качеству изделий растут. Производительность должна увеличиваться. Экологическая безопасность — обязательное условие.
Противоречие? В каком-то смысле. С одной стороны, приборы микро- и оптоэлектроники миниатюризируются. С другой — плазменные и жидкокристаллические экраны увеличиваются в размерах. При этом толщина изделий уменьшается. Парадокс?
Появляются принципиально новые разработки. Требуются новые материалы. Качественно иные требования к обработке. Старые методы не справляются.
Отечественная разработка с мировым признанием
Предлагаемый шлифовально-полировальный инструмент и состав для его изготовления разработаны отечественными специалистами. Запатентованы в России и в ведущих странах мира. Признание на международном уровне — это серьезно.
Классификация инструмента: РТN, РТNP, РРТN и балластные серии
Система обозначений продумана. Каждая буква имеет значение. Разберемся.
Основные серии инструмента
РТN (P — polish; T — tool; N — размер максимальной фракции используемого абразива). Базовая серия.
РТNP1 и РТNP2 (P — polish; T — tool; N — размер фракции; P — porous; 1 — соотношение пор и твердой массы 1:1; 2 — соотношение 2:1). Пористые модификации.
РРТN (P — polish; P — press; T — tool; N — размер фракции). Прессованный инструмент.
PPT (CeO2) — с использованием оксида церия в качестве абразива.
Балластный инструмент: вспомогательная серия
ВТNАР2 и ВТNАР3 (B — ballast; T — tool; N — размер фракции; А — вспомогательный абразив; P — porous; 2 — соотношение пор и твердой массы 2:1; 3 — соотношение 3:1).
Эта серия не содержит алмазных порошков. Используется в сочетании с основным инструментом. Способствует самозатачиванию. Повышает режущую способность. Умное решение, не правда ли?
| Серия | Особенности | Соотношение пор | Применение |
|---|---|---|---|
| РТN | Базовая | — | Обработка стекла |
| РТNP1 | Пористый | 1:1 | Сапфир, кремний |
| РТNP2 | Пористый | 2:1 | Тонкие детали |
| РРТN | Прессованный | — | Финишная обработка |
| ВТNАР2/3 | Балластный | 2:1, 3:1 | Самозатачивание |
Пример расшифровки
РТ50 Р1: пористый шлифовальный инструмент с зернистостью алмазного порошка 50/40. Соотношение пор и алмазосодержащей массы 50:50%. Все просто.
Все инструменты имеют различные типы органических связок. Адаптированы под конкретный обрабатываемый материал. Используются монокристаллические искусственные и натуральные алмазные порошки с зернистостью от 200/160 до 0,5/0. А также поликристаллические порошки.
Универсальность применения: стекло, кварц, сапфир, полупроводники
Инструменты эффективно работают с широким кругом материалов. Перечень впечатляет:
✓ Любые типы стекла, включая кварцевое
✓ Кварц монокристаллический
✓ Ситаллы
✓ Любые типы керамики
✓ Сапфир
✓ Карбид кремния
✓ Различные полупроводниковые материалы, в том числе кремний и арсенид галлия
✓ Различные металлы
✓ Различные породы камня
Универсальность — серьезное преимущество. Один инструмент — множество материалов.
Формат поставки
Инструмент серийно изготавливается в виде таблеток диаметром 16 мм и высотой 7 мм. По индивидуальным заказам размер может быть изменен. Гибкий подход.

Рис. 1. Фотография шлифовального инструмента с таблетками серии РТ20 Р1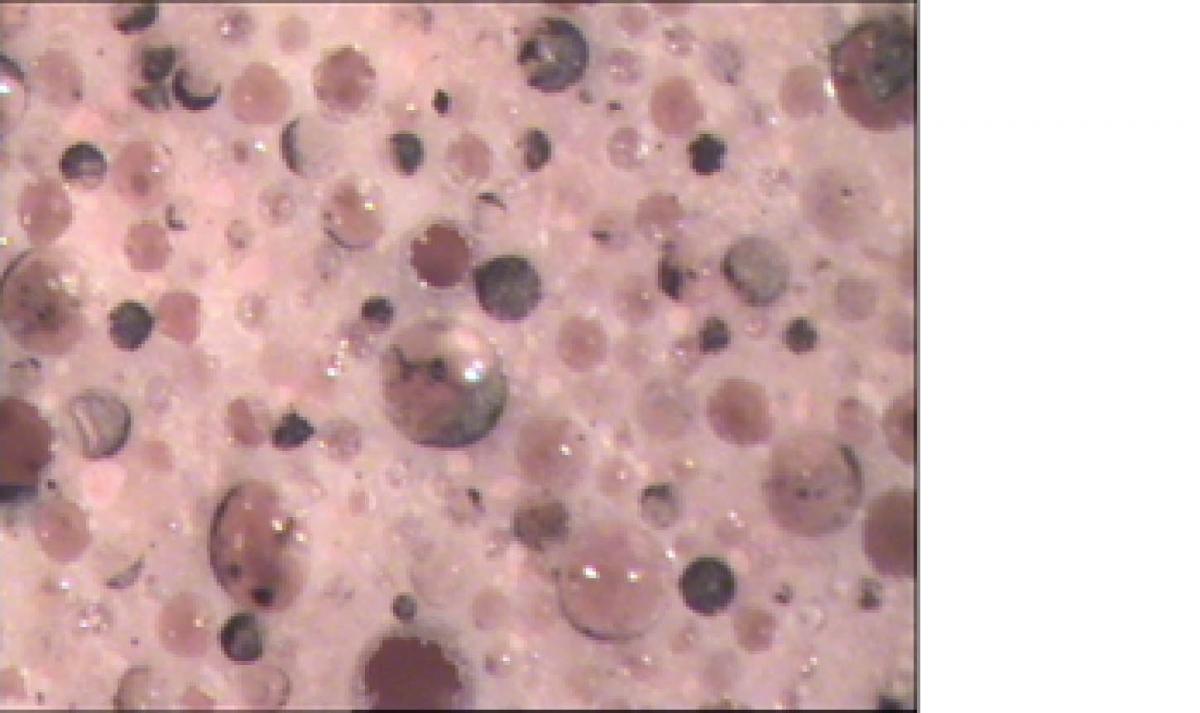
Рис. 2. Микрофотография поверхности пористого алмазного инструмента РТ20 Р1 (60х)
Пористый инструмент: в 4 раза эффективнее монолитного
Одно из главных достоинств — возможность использования практически на любом традиционном шлифовально-полировальном оборудовании. Для односторонней и двусторонней обработки.
Сравнение производительности
На рисунке представлена сравнительная зависимость эффективности работы двух типов инструмента: пористого РТ20 Р1 и монолитного РТ50.
Алмазный пористый инструмент с алмазным порошком фракции 20/14 имеет по сравнению с традиционным монолитным (непористым) инструментом с алмазным порошком 50/40 в 4 раза более высокую режущую способность.
Почему? Благодаря резкому снижению удельного давления в зоне резания. Логично.
Шероховатость поверхности кремниевых подложек после обработки инструментом РТ20 Р1 составляет Ra=0,08 мкм. При обработке инструментом РТ50 — Ra=0,22 мкм. Разница существенная.
Финишное шлифование кремния
Инструмент РТ5Р1 позволяет получить на операциях финишного шлифования кремниевой подложки шероховатость поверхности Ra≈0,005–0,007 мкм. Глубина нарушенного слоя менее 1 мкм.
Это позволяет резко сократить время последующего полирования. Минимизирует отклонение плоскостности от заданной формы поверхности.
Работа при низких давлениях
Попытки использовать различные типы связанного алмазного инструмента для шлифования кремниевых подложек, арсенида галлия, германия не давали желаемого результата. Известные типы предназначены для эксплуатации при высоких удельных давлениях от 0,03 до 0,15 МПа. Высоких относительных скоростях обработки от 10 до 40 м/сек.
Но при обработке тонких деталей с относительной толщиной h/D 1/100 такие режимы неприемлемы. Значительные деформации деталей в процессе обработки.
Разработанный новый инструмент серии РТNP1 и РТNP2 эффективно работает при низких удельных давлениях порядка 0,005–0,05 МПа. При низких скоростях — порядка 1–3 м/сек. Это меняет правила игры.
| Параметр | Традиционный инструмент | Пористый инструмент РТNP | Преимущество |
|---|---|---|---|
| Удельное давление, МПа | 0,03–0,15 | 0,005–0,05 | В 3–6 раз ниже |
| Скорость обработки, м/сек | 10–40 | 1–3 | Щадящий режим |
| Режущая способность | Базовая | В 4 раза выше | Производительность |
| Шероховатость Ra, мкм | 0,22 | 0,08 | Лучшее качество |
Оборудование для односторонней и двусторонней обработки
Инструмент успешно работает на различном оборудовании.
Станки для дисплейных панелей
Станок для односторонней обработки дисплейных панелей. Актуально для производства больших экранов.
Двустороннее шлифование
Станок для двустороннего шлифования подложек из стекла, сапфира и кварца. Одновременная обработка обеих сторон. Экономия времени.

Рис. 3а. Общий вид станка для односторонней обработки
Рис. 3б. Общий вид станка для двусторонней обработки
Специальная СОЖ
Наиболее эффективно инструмент работает в сочетании со специальной смазочно-охлаждающей жидкостью (СОЖ). Поставляется в виде концентрата. При подготовке Сож концентрат разбавляется водой в соотношении 1:100–1:500.
Эволюция инструмента. Первоначально был разработан инструмент серии РТN. Хорошо зарекомендовал себя при обработке стекла. С появлением инструмента серии РТNP1 и РТNP2 возможности применения резко возросли.
Например, пористый алмазный инструмент РТ100 Р1 практически все российские и многие зарубежные компании эффективно используют для обработки сапфира. Признание на рынке.
Утонение пластин: устройство с кольцевой зоной алмазных элементов
При использовании инструмента РТ20 Р1 на операции утонения кремниевых пластин со сформированными приборными кристаллами обеспечивается резкое снижение глубины нарушенного слоя.
Традиционная технология vs новый инструмент
Микрофотографии косых шлифов (1,50) кремниевой подложки после шлифования нерабочей стороны на станке MPS-2R300 фирмы G&N. По традиционной технологии с помощью алмазного инструмента зернистостью 45 мкм. И с помощью инструмента РТ20 Р1.
Разница видна невооруженным глазом. Новый инструмент работает лучше.

Рис. 6а. Микрофотография косого шлифа после традиционной технологии (45 мкм)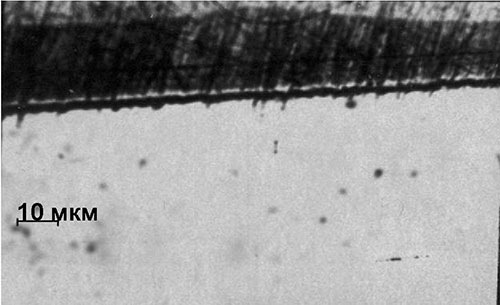
Рис. 6б. Микрофотография косого шлифа после обработки инструментом РТ20 Р1
Обработка металлов
Данный инструмент также эффективно работает при обработке широкого класса материалов. В частности, полупроводниковых материалов и некоторых металлов.
Для каждого материала необходимо было определить оптимальный тип инструмента. А также оптимальные технологические режимы обработки.
Грубое шлифование латуни
На операции грубого шлифования латуни Л63 оптимальным оказался связанный пористый алмазный инструмент на органической связке марки РТ200 Р1.
Как следует из представленного графика, данный инструмент при различных удельных давлениях устойчиво работает в режиме самозатачивания. Не засаливается. При этом достигалась шероховатость поверхности Ra=1.4 мкм.
Аналогично этот инструмент работает при грубом шлифовании алюминиевого сплава АМГ-6. Различных марок нержавеющей стали. А также при обработке высокоуглеродистых сталей, в том числе стали У8.
Тонкое шлифование
На операциях тонкого шлифования перечисленных материалов лучшие результаты были получены при использовании пористого алмазного инструмента РТ20 Р1.
Шероховатость поверхности материала АМГ-6 на операции тонкого шлифования составляет Ra=0,16 мкм. При обработке стали У8 шероховатость поверхности достигает Ra=0,03 мкм.
| Материал | Операция | Инструмент | Шероховатость Ra, мкм |
|---|---|---|---|
| Латунь Л63 | Грубое шлифование | РТ200 Р1 | 1,4 |
| АМГ-6 | Тонкое шлифование | РТ20 Р1 | 0,16 |
| Сталь У8 | Тонкое шлифование | РТ20 Р1 | 0,03 |
| Кремний | Финишное шлифование | РТ5Р1 | 0,005–0,007 |
Обработка фильер
Микрофотографии (100х) и шероховатость поверхности фильеры из нержавеющей стали 12Х21Н5Т после обработки по традиционной технологии алмазной пастой. И инструментом РРТ5.
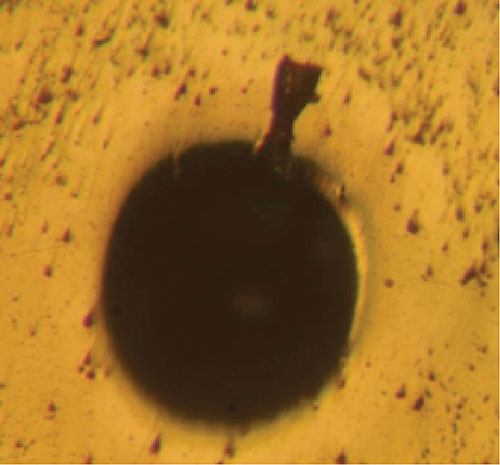
Рис. 8а. Микрофотография поверхности после обработки алмазной пастой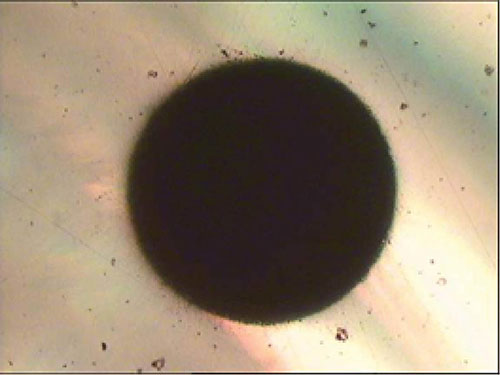
Рис. 8б. Микрофотография поверхности после обработки инструментом РРТ5
Рекомендации по выбору инструмента
Разработаны рекомендации для обработки различных материалов: стекло, сапфир, кремний, арсенид галлия, монокристаллический кварц, корундовая керамика, высокоуглеродистые стали У8 и Ст. 45, нержавеющая сталь, алюминий и его сплавы, медь и ее сплавы.
На операциях грубого, получистового и финишного шлифования, а также полирования. Для каждого случая — свой инструмент.
Практические результаты: производительность выше в 3-5 раз
Описанные типы связанного алмазно-абразивного инструмента нашли широкое практическое применение для прецизионной обработки различных материалов как в России, так и за рубежом.
Практически все российские и многие зарубежные предприятия, связанные с обработкой сапфира, успешно используют на операциях грубого и тонкого шлифования инструменты РТ100 Р1 и РТ20 Р1.
Основные преимущества
По сравнению с известными типами связанного алмазного инструмента и свободного абразива:
★ Повышение производительности обработки в 3–5 раз
★ Уменьшение глубины нарушенного слоя до 10 раз
★ Повышение качества обработки
Впечатляет, не правда ли?
Устройство для утонения пластин
Было разработано оптимальное устройство для утонения приборных пластин. Учитывающее все недостатки существующего оборудования. Обеспечивает увеличение производительности процесса при одновременном увеличении выхода годных изделий. Улучшении геометрических параметров пластин.
Устройство для одностороннего утонения пластин включает шлифовально-полировальный стол с приводом вращения. Самоустанавливающийся шпиндель с шарнирно закрепленным устройством перемещения шпинделя. Шпиндель выполнен в виде планшайбы с зонами фиксации пластин рабочей стороной к поверхности планшайбы через упруго-эластичную прокладку.
Шлифовально-полировальный стол выполнен в виде планшайбы с кольцевой зоной алмазно-абразивных элементов, закрепленных на ее поверхности.
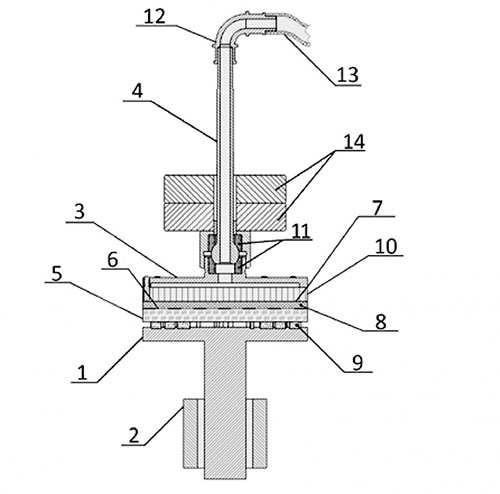
Рис. 9. Устройство для утонения пластин
Особенности конструкции
Зоны фиксации пластин выполнены из материала с микроотверстиями или порами для подачи вакуума через устройство перемещения шпинделя. Устройство перемещения шпинделя снабжено с одного конца вакуумно-плотными втулками. С другого конца — вращающимся вакуумно-плотным цанговым соединителем с вакуумным шлангом.
На устройстве перемещения шпинделя соосно размещено устройство для обеспечения относительной нагрузки обрабатываемой пластины и алмазного инструмента. В частности, устройство нагружения может быть выполнено в виде съемных грузов.
Ключевое отличие
Особенность данного устройства, которая отличает его от всех остальных: в качестве шлифовально-полировального стола используется инструмент, выполненный в виде кольцевой зоны из связанных алмазно-абразивных элементов в виде таблеток.
Это обеспечивает повышение производительности процесса. Улучшение качества обработки поверхности пластин за счет уменьшения глубины нарушенного слоя. Улучшение геометрических параметров обрабатываемой поверхности пластин.
Кроме того, использование такого инструмента в сочетании с применением упруго-эластичных прокладок при фиксации обрабатываемых пластин обеспечивает улучшение геометрических параметров пластин.
Это происходит за счет уменьшения удельных нагрузок в зоне обработки. Равномерного распределения нагрузки по поверхности пластин. Исключения деформации пластин при их вакуумной фиксации. Исключения операции приклеивания пластин.
Просто, но эффективно.
Управление плоскостностью
В случае необходимости получения полированной поверхности с минимальными отклонениями от плоской формы возникают трудности. При длительном полировании поверхности, даже с использованием достаточно жестких полировальных материалов, на стадии предварительного полирования происходит более интенсивный съем материала на краях деталей.
Результат? После полирования плоской исходной шлифованной поверхности получают выпуклую поверхность.
Если же после шлифования получаем пластину с вогнутой поверхностью, то после полирования за счет «заваливания» краев плоскостность улучшается. Достигает минимальных отклонений от идеальной плоской поверхности.
Таким образом, для получения деталей с высокими требованиями к плоскостности при шлифовании следует получить заданную вогнутую поверхность. Величина задаваемой стрелы вогнутости определяется размерами обрабатываемых деталей и временем их последующего полирования.
Например, установлено: при изготовлении фотошаблонных заготовок размером 102×102×2,5 мм оптимальное значение стрелы прогиба (вогнутости) после финишного шлифования должно составлять 2 мкм. Для заготовок размером 127×127×2,5 мм — 3 мкм.
С этой целью плотность заполнения среднего ряда устанавливается выше в 1,02–1,2 раза. При этом максимальная глубина нарушенного слоя после финишного шлифования составляет 6–7 мкм.
Закон расположения абразивных элементов обеспечивает равномерный износ инструмента в процессе эксплуатации. Это практически исключает периодическую правку инструмента. Что характерно для притиров, работающих со свободным абразивом.
Удобно, не так ли?
Заключение
Особое внимание было уделено особенностям алмазной обработки тонких прецизионных пластин из стекла, сапфира, кремния и некоторых металлов с относительной толщиной h/D ≈ 1/50. С повышенными требованиями к геометрической форме и чистоте обрабатываемой поверхности.
Описаны новые составы алмазного инструмента на органических связках. Обеспечивающие его эффективную работу в режиме самозатачивания при низких удельных нагрузках и низких скоростях обработки.
Приведены примеры эффективного внедрения технологий алмазной обработки различных материалов с применением новых типов инструмента.
Технология работает. Результаты впечатляют. Будущее за прецизионной обработкой.
Кондратенко Владимир Степанович, д. т.н., профессор
директор Института высоких технологий МГУПИ
e-mail: vsk1950@mail.ru
Кобыш Алина Николаевна, к. т.н.
доцент Института высоких технологий МГУПИ
e-mail: ank-78@mail.ru
Рогов Александр Юрьевич
заместитель директора по инновационному развитию
Института высоких технологий МГУПИ
e-mail: ray40@yandex.ru
Литература:
- Патент РФ № 2169657. Шлифовальный инструмент и масса для его изготовления/Кондратенко В. С. — 2000–06–27.
- Patent US 6,875,099. Polishing tool and a composition for producing said tool/Kondratenko Vladimir S. — 2005–04–05.
- Патент РФ № 2475522 по заявке № 2011150867 от 14.12.2011; Опубл. 20.02.2013. Смазочно-охлаждающая жидкость для механической обработки стекла и других материалов / В. С. Кондратенко, Н. И. Кобыш.
- Патент РФ № 2478463 по заявке № 2011150868 М.Кл.5 В24 В 37/04 от 14.12.2011. Опубликован 10.04.2013. Устройство для одностороннего утонения пластин/С. Д. Айзенштат, И. В. Голубятников, В. С. Кондратенко, Н. И. Кобыш.
- Кондратенко В. С. Алмазная обработка материалов. Монография. — М.: Машиностроение, 2010. — 191 с.
"

