Гибридная сварка: решение проблемы экранизации
Применение чисто лазерной сварки под флюсом сталкивается с серьезной проблемой — экранизацией лазерного излучения сварочной коркой. Из-за этого затруднен прогрев слоя присадочного материала в виде порошка или проволоки.
Комбинированный подход
Проплавление материала оказалось возможным только при применении смешанного типа источника — лазерного и дугового одновременно. Для проведения лазерной сварки под флюсом применялся гибридный источник энергии, причем дуговой источник находился впереди лазерного.
Использовался 2 кВт CO2 лазер и сварочный трактор АДФ-1250, соотношение мощностей составляло не менее 1 к 10. Опыт применения такого источника нагрева показал хорошие результаты.
| Параметр | Значение |
|---|---|
| Мощность лазера | 2 кВт (CO2) |
| Сварочный трактор | АДФ-1250 |
| Соотношение мощностей | 1:10 |
| Расположение источников | Дуга впереди лазера |
Шлаковая корка выглядела более гладкой, лучше растекалась по поверхности шва, не вызывая комовитости. По сути, влияние лазерного излучения улучшило формирование шва и стабильность дуги при дуговой сварке под флюсом.
Интересный момент: увеличение лазерной мощности более чем до 1 кВт нарушало сварочный процесс и приводило к потере сплошности корки. Во всем нужна мера!
Использование обычных флюсов давало те же результаты, что и при обычной сварке под флюсом, но с улучшением формы шва и стабильности поддержания дуги.
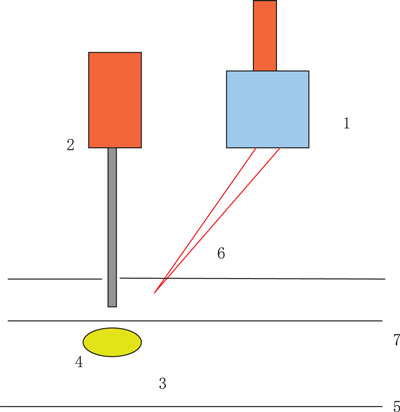
Рис. 1 Схема гибридной сварки под флюсом. 1 — дуговой источник, 2 — сканатор, 3 — зона сварки, 4 — слой флюса, 5 — сварной образец, 6 — лазерный сканирующий луч, 7 — шлаковая корка
Лазерная наплавка с флюсующими добавками
Поиск оптимального состава
Одной из задач работы явилось получение сварочных материалов для порошковой лазерной наплавки. В этом случае образование сварочной корки происходило после лазерного оплавления слоя порошка, наносимого дозатором перед сканирующим лучом.
В состав слоя порошка добавлялись компоненты флюса, активно взаимодействовавшие с воздушной средой. Исследовались известные флюсы:
- АН-348-АМ
- ОСЦ-45
- ФЦ-9
- АН-60
- АН-65
- АН-20П
- АН-42
Добавление этих флюсов при лазерной наплавке на углеродистую сталь порошка ПР27 не дало хороших результатов — наблюдались поры вследствие плохой работы составляющих.
Решение найдено
Как оказалось, проблема была связана с высокой скоростью конвективных потоков в сварочной ванне, образованной лазерным лучом. Для подобного материала был предложен флюс с увеличенной долей компонентов CaF2.
Особое внимание уделялось гранулометрическому составу используемых смесей. Шаг за шагом удалось разработать флюс, добавка менее 10% которого привела к существенному улучшению формирования наплавленного валика и защищала структуру наплавленного материала от дефектов.
В зависимости от поставленных задач и используемых присадочных материалов для наплавки удалось разработать несколько составов флюсов, содержащих до 50% CaF2, а также ряд активных легкоплавких составляющих, позволяющих эффективно удалять кислород из зоны ванны расплава и тем самым улучшать свойства наплавки.

Рис. 2 Лазерная наплавка веществом на базе порошка ПР27 с добавлением до 10% смеси флюсующего состава
Лазерная очистка сварочных материалов от примесей
Проблема качества компонентов
Однако самим сварочным производством лазерной наплавки и сварки работа не ограничивалась. Наблюдение за сварочными флюсами под лучом лазера навело на мысль использовать лазерные технологии для получения флюса для обычной сварки.
Казалось, что это невыгодно и не даст существенных преимуществ, однако поглощение световой энергии неметаллической порошковой средой близко к 90%, в отличие от флюсоплавильного производства, где оплавление флюса через угольные электроды недостаточно эффективно.
В настоящее время уже появились лазеры с 80% КПД, что делает потери на преобразование электрической энергии в световую не столь серьезными. Постоянное снижение стоимости лазерных установок и увеличение срока их службы делает это предложение весьма заманчивым.
Вредные примеси — главный враг
Одна из проблем современного сварочного производства — повышенное содержание в сварочных материалах примесей: серы, фосфора и углерода, снижающее характеристики хладостойкости металла сварных швов низколегированных трубных сталей.
Если проблема регулирования содержания металлических составляющих разрешается металлургическими методами, то снижение содержания примесей неметаллических компонентов — задача более сложная.
Известно, что сера и фосфор присутствуют в исходных минеральных рудах, их содержание повышается за счет продуктов разложения углеводородов при применении газового нагрева. Углерод является побочным продуктом процесса выплавки керамических флюсов при дуговом разряде.
Применяемый отжиг удаляет серу только с поверхности и эффективен при разложении сульфидов, но не сульфатов. Он также неэффективен при удалении углерода и фосфористых соединений.
Лазерная очистка работает
Проблема качества для компонентов сварочных материалов связана с их химической активностью к жидкому стеклу, сопровождающейся образованием гидроксидов и оксигидроксидов. Данный процесс приводит к ухудшению сварочно-технологических свойств материалов, характеристик металла шва и соответственно их работоспособности.
Лазерная обработка способна изменять химический состав обрабатываемого материала, эффективно менять структуру материала.
| Наименование концентратов | S до ЛО, % | S после ЛО, % | P до ЛО, % | P после ЛО, % | C до ЛО, % | C после ЛО, % |
|---|---|---|---|---|---|---|
| Флюоритовый | 0,002 | 0,002 | 0,007 | 0,002 | 0,010 | 0,002 |
| Магнезит ППК | 0,031 | 0,002 | 0,013 | 0,006 | 0,22 | 0,19 |
| Сиенитовый | 0,013 | 0,004 | - | - | - | - |
| Сфеновый | 0,028 | 0,017 | 0,0522 | 0,037 | - | - |
| Нефелиновый | - | - | 0,0316 | 0,0194 | 0,010 | 0,003 |
| Волластенитовый | 0,008 | 0,002 | 0,036 | 0,019 | - | - |
| Кварцевый песок | 0,007 | 0,005 | 0,170 | 0,094 | - | - |
Приведенные данные показывают, что эффект лазерной очистки от вредных примесей присутствует, хотя и невелик. Коэффициент очистки составляет от 1,0 до 15,0. На коэффициент очистки данного элемента примеси влияет содержание других вредных компонентов в материале и режим лазерной обработки.
Так, в флюоритовом концентрате после лазерной обработки содержание серы не изменилось, но существенно уменьшилось содержание углерода и фосфора.
Кинетика очистки
Исследование кинетики изменения содержания вредных примесей в сварочных материалах проводилось при обработке на непрерывном лазере. Из анализа данных, проведенных с помощью компьютерных программ статистической обработки, следует, что содержание серы и фосфора в целом описывается зависимостью:
C = C₀ - C₁ × ln(t)
где:
- C₀ — исходная концентрация
- C₁ — постоянная
- t — время лазерного взаимодействия с материалом
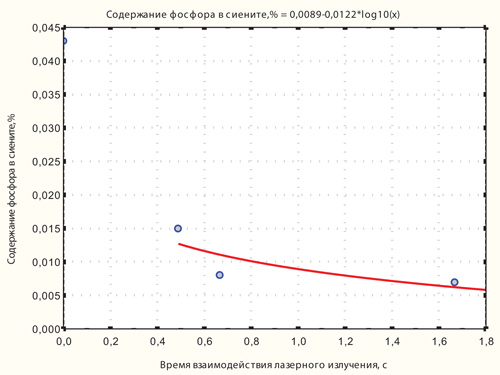
Рис. 3 Кинетика изменения содержания вредных примесей
Таким образом, изменяя режимы и длительность обработки, можно добиваться необходимой заданной чистоты неметаллических компонентов сварочных материалов, что другими методами ранее не удавалось.
Лазерное гранулирование: принципиально новые флюсы
Две технологии производства
В современном сварочном производстве существуют две основные разновидности сварочных флюсов: плавленые и неплавленые.
Плавленые получают путем сплавления компонентов шихты в пламенных печах.
Неплавленые производят путем скрепления жидким стеклом и другими материалами или за счет спекания при повышенной температуре.
Нагрев керамической шихты до плавления происходит обычно в электроплавильных печах, где в качестве электродов используются угольные электроды, продукты эрозии которых могут попадать в расплавленную шихту.
Применение керамических флюсов приводит к появлению в качестве связки жидкого стекла, содержащего воду и гидраты. Использование спеченных флюсов с температурой спекания 900°C приводит к существенной утрате металлической составляющей.
Уникальный эффект лазерного нагрева
Время нагрева металлического компонента лазерным лучом тех же фракций существенно больше времени нагрева неметаллического, так как часть световой энергии отражается, а остальная идет на нагрев электронной подсистемы металлической мишени и лишь потом передается решетке, нагревающей всю металлическую частицу флюса.
В то время, когда керамическая составляющая уже оплавлена и образует каплю флюса, металлическая не успевает оплавиться. Керамическая жидкая фаза вовлекает нерасплавленные компоненты термокапиллярной конвекцией — металлические частицы шихты.
Исследование микроскопии частиц, образованных при лазерном гранулировании, подтвердили, что при лазерном гранулировании металлическая составляющая компонентов не оплавляется.
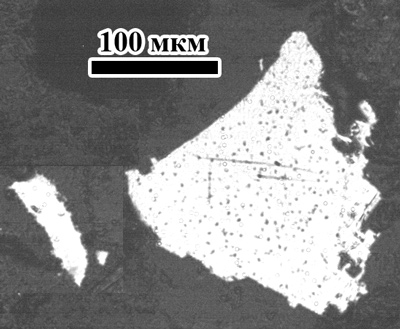
Рис. 4 Нерасплавленные металлические частицы в неметаллическом «коконе» в порошинке лазерного флюса
На фотографии отчетливо видны неоплавленные границы крупных (более 100 мкм) металлических частиц и оплавленные границы мелких частиц (менее 50 мкм).
Преимущества лазерных флюсов перед традиционными
Лучшее легирование шва
Быстрое расплавление неметаллического материала компонента сопровождается образованием расплавленных гранул материала, размер которых легко регулируется режимами лазерной обработки и толщиной насыпного слоя.
Поэтому образование гранул из присадочного материала, состоящего из смеси концентратов шихты, полезно использовать для получения конечного продукта — гранул флюса заданного размера.
Лазерное гранулирование позволяет:
- отказаться от жидкого стекла в качестве связующего
- соответственно избежать гидратов и присутствия воды в компонентах флюса
- не использовать длительный нагрев при повышенных температурах (время образования гранул для большинства компонентов концентратов не более 1 секунды)
Такой флюс может иметь преимущества и перед плавленым флюсом (так как в его состав могут входить металлические компоненты, которые не подвергаются оплавлению и полному окислению даже в среде воздуха), и перед керамическим флюсом (так как не содержит жидкого стекла и гидратов).
| Элемент | Лазерное гранулирование | На жидком стекле |
|---|---|---|
| S, % | 0,004 | 0,007 |
| C, % | 0,072 | 0,090 |
| P, % | 0,006 | 0,009 |
| Mo, % | 0,21 | 0,13 |
| Mn, % | 1,940 | 1,02 |
| Cr, % | 0,57 | 0,26 |
| Ti, % | 0,24 | 0,16 |
| Fe | Остальное | Остальное |
Данные по химическому анализу металла сварного шва показывают, что после лазерной грануляции порошков флюса химический состав металла шва имеет большую концентрацию легирующих компонентов, чем сварной шов, полученный при сварке под известным флюсом.
Это говорит о дополнительном легировании металла сварного шва за счет использования флюса, гранулированного лазером. Такое различие в усвоении металла, вероятно, связано с тем, что, в отличие от обычного состава, металлическая часть флюса укрыта неметаллическим коконом, предохраняющим ее во время сварки от окисления и диссоциации.
Снижение содержания водорода в шве
Водород — источник проблем
Изменения свойств наплавленного материала связаны прежде всего с количеством водорода в наплавленном шве. Исследования содержания водорода проводились по стандартной методике.
Сравнение технологий гранулирования осуществлялось на двух составах (основном и нейтральном) флюсов 48АФ-53, ФИМС-20П.
| № | Исследуемые флюсы | Содержание водорода, см³/100 г |
|---|---|---|
| 1 | ФИМС-20П, керамический | 2,3 |
| 2 | ФИМС-20П, лазерный | 1,1 |
Из данных видно, что на флюсе 48АФ-53 не выявлено существенных отличий в содержании водорода, а для флюса ФИМС-20П эта разница оказалась существенной. Отсутствие жидкого стекла позволило в 2 раза уменьшить содержание водорода при использовании лазерного флюса в наплавленном шве.
Прочность гранул
Гранулы испытывались на раздавливание при повышении нагрузки. В момент раздавливания фиксировалась нагрузка на предварительно замеренную гранулу.
| № | Наименование | Прочность гранул, Н/мм² |
|---|---|---|
| 1 | Лазерный | 19,6 |
| 2 | Лазерный | 22,5 |
| 3 | Керамический | 11,7 |
Лазерные гранулы оказались почти в 2 раза прочнее керамических! Это важное преимущество для транспортировки и хранения.
Установка ЛГ-1: первое в мире производство
Технологические испытания
Для проведения сварочных испытаний на технологические свойства потребовалось откорректировать химические составы исходной шихты для лазерных флюсов. Были разработаны опытные составы ЛФ-1 и НФЛ, которые показали превосходные технологические качества на различных режимах сварки.
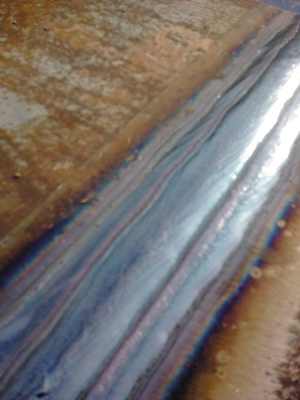
Рис. 5 Шов сложнолегированной стали
Вид валика без подрезов, блестящий, гладкий, без дефектов. Именно таким и должен быть качественный шов!
Промышленная установка
Лабораторная технология производства флюсов проста и легко воспроизводится с помощью несложной оснастки. Для промышленного внедрения и повышения производительности установки по получению лазерного флюса необходимы новые конструктивные решения и приемы, однако уже сейчас ясна ее экономическая эффективность — установка практически не требует дополнительных операций, в отличие от технологии получения обычного керамического флюса.
Рис. 6 Производство рабочих составов флюсов на диске с шихтой
По результатам исследований впервые в мире была разработана установка по получению флюса лазерным лучом ЛГ-1. Достигнутая производительность составила до 2 кг на 500 Вт мощности излучения, что говорит о высокой производительности лазерного флюса.
Волоконные лазеры — будущее производства
Работы, проведенные на волоконном лазере ЛС-2 в сравнении с лазером Комета-2 при производстве флюса ФПЛ2,5 на одной и той же мощности, показали, что производительность на волоконном лазере выше в 1,4 раза, чем на углекислотном.
Это говорит о возможности использования волоконных лазеров в производстве флюсов.
Результаты исследований и внедрения
Механические свойства
Механические свойства сварных швов после сварки под флюсом ФПЛ-2,5 были на уровне флюса ФИМС20П.
| Механические свойства | Значение |
|---|---|
| Временное сопротивление, МПа | 820 |
| Предел текучести, МПа | 678 |
| Удлинение, % | 18,2 |
| Сужение, % | 60,2 |
| Ударная вязкость, Дж/см² | 62,4 |
Отличные показатели! Шов получается прочным и пластичным одновременно.
Основные достижения
Подведем итоги проделанной работы:
- Опробованная гибридная сварка под флюсом определена как возможный вариант сварки
- Определены новые сварочные материалы для лазерной наплавки углеродистых сталей без защитной среды
- Лазерная обработка способна очистить неметаллические сварочные материалы до высокой степени чистоты (до 0,002% от серы, фосфора, углерода), а также увеличить пассивность сварочных материалов по отношению к жидкому стеклу, что открывает перспективы использования лазерного излучения для получения чистых компонентов для сварочных материалов с повышенными сварочно-технологическими свойствами
- Появилась новая разновидность плавленых флюсов, содержащих в своем составе металлические компоненты. Новые лазерные флюсы займут промежуточное положение между плавлеными и керамическими, что расширяет возможности изготовления сварочных материалов
- Разработана первая установка по получению «лазерного» флюса
- Первые эксперименты с лазерной грануляцией и очисткой показали перспективность метода лазерной обработки сварочных материалов
Впечатляющий список достижений, не так ли?
Попов В.О., Скрипченко А.И., Шаталов А.В., Шмелева И.Ю.
ООО «Электроресурс», ЦНИИ КМ «Прометей», СПГПУ
popov_vo_spb_ru@mail.ru
Статья подготовлена в рамках Комплексной программы исследовательских работ по технологии обработки волоконными лазерами в области сварки материалов.
Приглашение к сотрудничеству
Участники Комплексной программы приглашают все заинтересованные организации к присоединению к Программе в статусе «ассоциированных участников».
Ассоциированные участники регистрируются после заполнения Заявления на сайте www.elres.ru/fiberlaser-tr и подтверждения членства на очередном заседании Координационного совета. Список Ассоциированных участников публикуется на сайте Программы.
Ассоциированные участники имеют право:
- получать регулярные информационные рассылки о деятельности в рамках Программы, включая результаты научно-технологических исследований
- участвовать с совещательным голосом в заседаниях Координационного совета и иных рабочих совещаниях, формируемых в рамках программы
- подавать свои предложения об участии в исследовательских программах, в том числе и предложения по финансированию работ, представляющих для них коммерческий или научный интерес
Российские ученые снова впереди планеты всей! Лазерные флюсы — это прорыв в сварочных технологиях.

