Классификация композитных материалов и их состав
Композитные материалы — это не просто смесь компонентов. Это сложные системы, где каждый элемент играет свою роль.
Количество армирующих элементов
Введение компонента или компонентов зависит от формы, размеров, комплекса свойств, а также природы основы — металлической или неметаллической, ориентировки в матрице.
В ориентированных неметаллических материалах количество армирующего элемента составляет обычно до 60-80 об.%, а в неориентированных — 20-30 об.%.
В металлических композитах количество вводимых компонентов, как правило, не превышает 15 об.%. Большее количество армирующих элементов содержат металлокерамические материалы (керметы) — тоже композиты (условно от 15 до 85 об.%).
Состав керметов
В основе керметов преобладают обычно:
- железо
- никель
- кобальт
- титан
- хром
- цирконий
- сплавы на их основе
В качестве керамических составляющих чаще всего используют:
- оксиды алюминия, хрома, кремния, циркония
- карбиды кремния, хрома, титана, вольфрама
- бориды хрома, титана, циркония
- силицид молибдена
- нитрид титана
Изделия из них получают в принципе так же, как и классические композиты — прессованием заготовок из порошков с последующим спеканием в восстановительной, нейтральной атмосфере или в вакууме, в том числе с помощью электроимпульсных разрядов высокой частоты или пропиткой волоконной структуры расплавленными компонентами композита и другими методами.
Изделия из керметов сочетают в себе высокую твердость, износостойкость, жаропрочность, коррозионную стойкость и некоторые другие специфические свойства и качества. Отсюда и применение в инструментальной промышленности, двигателе- и турбостроении, авиакосмической технике.
В специальной технике все чаще используются легкие, очень прочные, жаропрочные и жаростойкие композиты, состоящие целиком из керамики.
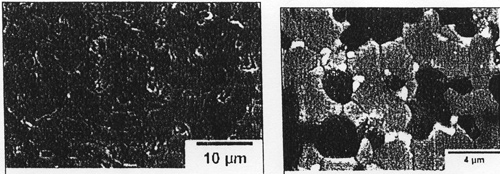
Рис. 1 Микроструктура керамического композита: а – ZrB2 – SiC; б – ZrB2 – SiC-C
Требования к композитам
При условно неограниченном количестве и разнородном химическом составе армирующих элементов должна быть обеспечена равномерность их распределения в основе и прочная связь между ними при сохранении первоначально подобранных свойств компонентов композита.
Прочность связи между основой и армирующими элементами не должна означать химического взаимодействия между ними с утратой ожидаемых определенных свойств. До температурного предела надежной и полновременной эксплуатации композитных изделий должна сохраняться четкая граница между их составляющими без ощутимого изменения структуры, морфологии, миграции армирующих элементов.
В этой связи изготовленные методами порошковой металлургии композитные материалы нельзя называть сплавами, а сплавы — композитами, даже если к ним добавить приставку «нано». Не нужно нарушать вполне определенные теоретические принципы и особенности формирования составов, структуры и свойств, например, дисперсионно твердеющих сплавов (нанофазных сплавов).
При синтезе композитов необходимо получить материал, по совокупности свойств превосходящий свойства компонентов, его образующих. Но главное качество, которое требуется от композитного материала — это все-таки удельная (отнесенная к массе) работоспособность: удельная прочность, удельная износостойкость и другое, возможное совмещение большинства положительных качеств в одном материале, цельность изготовления изделия.
Медные композиты: требования и применение
Востребованные свойства
В качестве примера конкурентоспособной многофакторной проблемы крупного значения рассмотрим решения по обеспечению промышленности изделиями из материалов на медной основе с высокой (соизмеримой с медью) электро- и теплопроводностью, достаточно высокими жаропрочностью, износостойкостью, коррозионной стойкостью, механическими, усталостными, циклическими и упругими свойствами.
Изделия с подобным сочетанием свойств необходимы для изготовления электродов и других частей машин всех видов сварки сопротивлением, троллей, троллейных проводов и токосъемников электрофицированных транспортных систем, многих составных частей и изделий электронной техники, коллекторных пластин электродвигателей и других изделий.
Типы медных материалов высокой проводимости
Для изготовления изделий или полуфабрикатов для них используют в основном три группы материалов.
| Тип материала | Способ получения | Особенности |
|---|---|---|
| Медные низколегированные сплавы | Выплавка, литье | Дисперсионно твердеющие или упрочняемые холодной деформацией |
| Дисперсно-упрочненные материалы | Внутреннее окисление, порошковая металлургия | Высокая термическая стабильность |
| Материалы механического легирования | Реакционное механическое легирование в аттриторах | Наноразмерные упрочняющие частицы |
Дисперсионно твердеющие сплавы
Медные низколегированные сплавы (дисперсионно твердеющие или упрочняемые холодной деформацией) выплавляют в различных печах и отливают всеми известными способами — от литья готовых изделий по выплавляемым моделям до непрерывного литья в сквозной кристаллизатор.
Дисперсионно твердеющие сплавы отличаются от сплавов, упрочняемых деформацией, и от двух других композитных материалов тем, что независимо от габаритов изделий — будь то кристаллизаторы машин непрерывного литья стальных заготовок, бандажи кристаллизаторов совмещенных установок литья и прокатки или установок для получения аморфной ленты из различных металлов и сплавов, теплообменники различного назначения, крупногабаритные контрэлектроды контактной сварки и электроды-держатели стыковой сварки рельсов, мощных строительных конструкций, труб большого диаметра и ряда других изделий — имеют практически одинаково высокое сочетание прочностных свойств с тепло- и электропроводностью, которое обеспечивает термическая обработка (закалка на твердый раствор и старение).
Выделения упрочняющих фаз при старении могут ориентировочно оцениваться размерами от 2 до 20 нм. Соответственно с морфологией выделений изменяются и основные свойства сплавов.
Максимальная температура рекристаллизации низколегированных жаропрочных тепло- и электропроводных сплавов составляет 550°C, а температура часового половинного разупрочнения (термическая стабильность) — 650°C.
Кстати, термическая стабильность и жаростойкость — свойства разные, независящие от «места расположения учебного заведения». Термическая стабильность — одно из свойств, характеризующих жаропрочность, а жаростойкость или окалиностойкость в данном случае определяется основой, то есть медью, и у всех рассматриваемых сплавов или материалов она практически одинакова.
Дисперсно-упрочненные материалы: преимущества
Сравнение с дисперсионно твердеющими сплавами
Преимущества дисперсно-упрочненных материалов перед дисперсионно твердеющими сплавами заключаются в:
- чуть более высокой тепло- и электропроводности (на 5-10% абсолютных) для лучших представителей тех и других вариантов композиций
- существенно более высоких механических свойствах при температуре выше 600°C
- температуре разупрочнения, которая в этом случае близка к температуре плавления основы (меди)
- соответственно низкой ползучести
- относительно высоких упругих свойствах за пределом критической для медных сплавов температуры (примерно 400-500°C)
Преимущества эти очевидны, когда в качестве основной технологической операции соединения деталей выступает высокотемпературная пайка твердыми припоями (980-1020°C) или когда изделие длительное время эксплуатируется при температуре выше 500°C.
Условия эксплуатации
При этом, когда речь идет о длительной эксплуатации высокоэлектропроводного медного изделия, следует учитывать окисление меди, если эксплуатация его проходит в среде, где присутствует в той или иной степени кислород воздуха или иной окислитель.
Если высокотемпературная эксплуатация изделия осуществляется в высоком вакууме, то неизбежно катастрофическое испарение меди, а при эксплуатации изделий в атмосфере водорода или в присутствии сернистых соединений возможно растрескивание либо под механическим напряжением, либо в результате «водородной болезни», если кислород каким-то образом «задержался» в них.
Недостатки дисперсно-упрочненных материалов
Следует отметить и недостатки дисперсно-упрочненных материалов. Как уже сообщалось ранее, важное назначение электропроводных высокопрочных материалов — троллейные провода и токосъемники электрофицированных транспортных систем.
Однако:
- во-первых, длинномерные провода порошковым методом не получить
- во-вторых, провода и токосъемники во время эксплуатации даже на скоростных магистралях «докрасна» не нагреваются
- в-третьих, токосъемники должны изнашиваться много раньше проводов, а следовательно, их композиция может быть совсем иной, структурно рассчитываться только на износостойкость и не обязательно быть максимально электропроводной
К существенному, а в целом ряде случаев и к решающему недостатку дисперсно-упрочненных композитных материалов, включая и внутреннеокисленные, и упрочняемые с помощью механического легирования, относится абсолютная несовместимость их с такой важнейшей технологической операцией для всех конструкционных материалов, как сварка плавлением.
Это объясняется тем, что в процессе плавления материала (формирования сварного шва) происходит непредсказуемое укрупнение фаз-упрочнителей с возможной диссоциацией оксидов и других химических соединений и, наконец, элементарная ликвация по удельному весу основных компонентов материалов с их ошлакованием.
В результате сварной шов будет представлять собой практически чистую медь со свойственной ей «пластилиновой» прочностью и ползучестью уже при температуре чуть выше температуры интенсивного разупрочнения (рекристаллизации) — 200°C.
Мировые производители
Дисперсно-упрочненные композитные материалы производятся на специализированных предприятиях ряда стран, в том числе и в России («МАГТ», ряд материалов марки «ДИСКОМ»), и довольно широко используются в большом количестве государств.
Наиболее широко известны марки материалов:
- Glid Cop (США)
- NITRODE (Финляндия)
Фирмы, производящие эти материалы, используют комбинацию методов внутреннего окисления и порошковой металлургии, выпускают довольно широкий сортамент полуфабрикатов ориентировочно трех составов, отличающихся содержанием оксида алюминия (Al-15, Al-25 и Al-60).

Рис. 2 Сравнительные данные по температуре разупрочнения внутренне окисленного сплава и дисперсионно твердеющего сплава (БрХ)
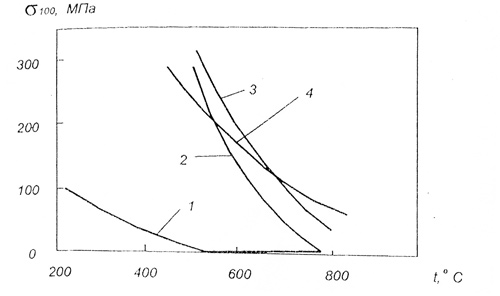
Рис. 3 Зависимость длительной (100 ч) прочности материалов от температуры: 1 – Cu, 2 – Cu-Ni 70/30, 3 – Х18Н10Т, 4 – Cu+3% (об.) Al2O3
Технология внутреннего окисления
Размер упрочняющих частиц
Независимо от технологии получения дисперсно-упрочненных электро- и теплопроводных материалов при ориентировочно одинаковой объемной доле «вводимых» в медную матрицу армирующих компонентов размер равномерно распределенных фаз-упрочнителей, например, оксидов алюминия, достаточно мал.
Если в материалах «Glid Cop» и «NITRODE» он составляет 20-50 нм, в материалах «ДИСКОМ» — 20-40 нм, то в материалах типа «МАГТ» размер частиц с одновременной их сфероизацией составляет всего 4-15 нм.
Прямые эксперименты показали, что морфология частиц фаз-упрочнителей определяюще влияет на прочность, жаропрочность и другие эксплуатационные свойства изделий, изготовленных из дисперсно-упрочненных композитных материалов. Это обстоятельство является основным при определении работоспособности и долговечности изделий из того или другого материала.
Принцип внутреннего окисления
Два других выбранных нами способа производства полуфабрикатов с аналогичными свойствами и сходным назначением так или иначе связаны с явлением внутреннего избирательного окисления сплавов, деформируемых заготовок (гранул) или готовой продукции.
Оно может наблюдаться в тех случаях, когда в составе исходных компонентов присутствуют такие, у которых сродство к кислороду больше, чем у меди. Эти компоненты еще называют менее благородными, чем основа. К ним прежде всего относится самый доступный и сравнительно дешевый алюминий.
Кроме него для внутреннего окисления могут быть использованы:
- бериллий
- титан
- цирконий
- гафний
- хром
- некоторые другие по одному или в сочетаниях
Эти элементы позволяют влиять на морфологию образующихся частиц оксидов, а, следовательно, и на свойства.
Прямым внутренним окислением можно получить полуфабрикаты или готовые изделия сравнительно небольшой толщины (плоские изделия или проволока) — практически не более 1 мм. Внутреннее окисление более толстых изделий становится нерентабельным из-за продолжительности процесса, который может составлять десятки и даже сотни часов одновременно с увеличением размеров частиц оксидов при удалении от поверхности изделия.
Порошковая металлургия и компактирование
Совмещение методов
Указанных недостатков процесса можно избежать, если совместить внутреннее окисление сплава с методами порошковой металлургии.
Для этого слиток сплава после разрезки его на части необходимых размеров подвергают фрезерованию на высокопроизводительных специальных станках с получением в результате порошка чешуйчатой формы и размером от десятков до сотен микрометров.
Три стадии окисления
Далее следует внутреннее окисление порошка в три стадии:
- отжиг порошка на воздухе при температуре 350°C
- отжиг в инертной атмосфере при 800-900°C
- отжиг в атмосфере водорода при той же температуре
Последний отжиг необходим, чтобы избежать «водородной болезни» готового изделия.
Компактирование и экструзия
Далее следует компактирование порошка в брикеты с холодной подпрессовкой и отжигом их в водороде при 700-900°C и еще одной подпрессовкой.
Затем следует горячая экструзия брикетов при температуре 900-950°C на готовый продукт или полуфабрикат, подвергающийся потом холодной деформации плоской или сортовой прокаткой, волочением, ковкой. Сечение продукции после прессования может быть любой формы.
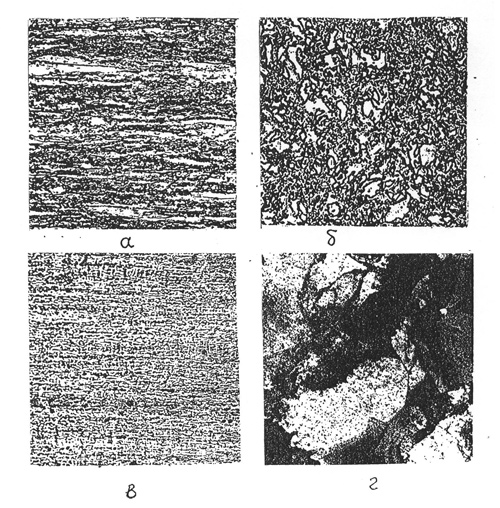
Рис. 6 Микроструктура горячеэкструдированного прутка вдоль (а) и поперек (б) направления экструзии и ленты толщиной 0,5 мм в холоднодеформированном состоянии (вдоль направления прокатки – в) и после отжига при 1050°C, 1 час (г). а, б, в – Х 300; г — Х 30000
На рисунках показана характерная для дисперсно-упрочненных композитов микроструктура образцов продукции в различном состоянии («МАГТ»), а также его определяющие свойства в зависимости от концентрации оксидов, исходного состояния и температуры испытания.
Механическое легирование: особенности метода
Добавление карбидов
В случае реакционного механического легирования к образующимся оксидам или вместо них добавляются еще и карбиды некоторых из перечисленных элементов в результате их взаимодействия с углеродом, который в виде свободного графита или другого карбидообразователя добавляется в исходную порошковую смесь.
К сожалению, кроме однотипных информационных материалов рекламного характера, приобщенных к «новомодным нанопроизведениям», относительно принципиальных технологических операций, кроме «размола в аттриторах и консолидации в полуфабрикаты при помощи различных методов термодеформационной обработки», практически ничего и не сообщается.
Из некоторых работ по данному направлению становится известно, что под так называемой «консолидацией» имеется в виду компактирование полученных в аттриторе гранул в брикеты, которые затем при температуре 850°C подвергаются горячему прессованию в прутки.
Для материалов системы «Cu-Al-O» брикеты предварительно (перед прессованием) отжигают в вакууме при температуре 950°C в течение 30 мин, а для системы «Cu-Al-C-O» гранулы, полученные механическим легированием, отжигают в течение 4 часов при температуре 850°C в «закрытой емкости, на дно которой помещают карбюризатор».
Проблемы метода
Подробности технологии не приводят в широкой печати по вполне обоснованным причинам. Но результаты исследований структуры, фазового состава, распределения фаз по размерам и составам, физических и механических свойств в широком температурном интервале, жаропрочность, трибостойкость и другие эксплуатационные свойства должны быть представлены вполне объективно и достоверно, как это позволяют современные методы исследований, так хорошо продекларированные в большинстве работ данного направления.
В отличие от результатов исследований, связанных с внутренним окислением, где практически все ясно, метод механического легирования вызывает, помимо чисто технологических, еще и ряд принципиальных научных вопросов, без которых трудно определиться с элементарным составом изделий, гарантией стабильности свойств.
В известных публикациях, например, есть данные о наличии довольно представительных по количеству на металлографических шлифах и размеру (до 50 мкм) включений железа, попадающих в рабочие гранулы в результате износа шаров и стенок аттритора.
Если представить, что температура эксплуатации изделий из материала «ДИСКОМ» действительно высокая (за пределами температуры разупрочнения серийных медных жаропрочных сплавов типа хромовой или хромоциркониевой бронз), а длительность эксплуатации электродов из дисперсно-упрочненного материала вдвое или даже втрое продолжительней электродов из серийных сплавов, то что же будет с электро- и теплопроводностью экспериментальных материалов в процессе эксплуатации?
Ведь известно, что железо с увеличением температуры и времени растворяется в меди в соответствии с диаграммой состояния Cu-Fe, а упомянутые важнейшие свойства уменьшаются почти вдвое при наличии его в меди всего порядка 0,1%.
Сравнение свойств композитов и сплавов
Волокнистая текстура
Явно выраженная волокнистая текстура деформации, имеющаяся у изделий практически всех типов дисперсно-упрочненных материалов, может быть полезна для:
- электродов точечной контактной сварки
- наконечников для транспортировки присадочной проволоки к месту автоматической сварки плавлением в среде защитных газов («TIG-MIG»-сварка)
- токосъемников
- других изделий
Но такой структуре свойственна ясно выраженная анизотропия свойств. Как же быть с расширением области использования такого типа материалов?
Кстати, когда проводились сравнительные испытания электродов точечной контактной сварки, изготовленных из электродного сплава БрХ1Цр, материалов «Glid Cop» и «ДИСКОМ», нужно было бы учесть и эту особенность структуры композитных материалов.
Испытания следовало бы проводить в сравнении со сплавом БрХ1Цр марки CRM16X (Франция), структура которого аналогична двум другим испытываемым материалам. По информации фирмы «LE BRONZE INDUSTRIAL», электроды с волокнистой структурой вместе с необычно высокими механическими свойствами соответственно имеют и более высокую стойкость электродов.
Работа в этом направлении успешно проводилась и в России. В результате комплексной термомеханической обработки удалось получить хромоциркониевую бронзу с условным пределом текучести до 650 МПа при 20°C и до 500 МПа при 500°C. Прутки для изготовления электродов с подобными свойствами выпускались и успешно эксплуатировались на ряде предприятий.
| Содержание Al2O3, об.% | Предел прочности, МПа | Электропроводность, % IACS | Твердость, HV |
|---|---|---|---|
| 0 (чистая медь) | 220 | 100 | 60 |
| 0,5 | 380 | 92 | 110 |
| 1,0 | 450 | 88 | 130 |
| 2,0 | 520 | 82 | 155 |
| 3,0 | 580 | 78 | 175 |
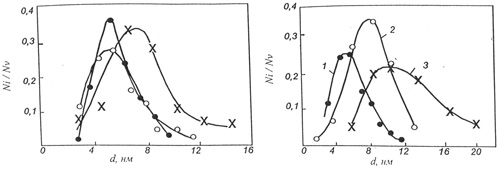
Рис. 4 Кривые распределения частиц по размерам в сплаве МАГТ: а – образцы разных партий в исходном состоянии (прессование); б – после отжига при температурах: 1 – 850°C, 1 ч; 2 – 1000°C, 0,5 ч; 3 – 1000°C, 5 ч
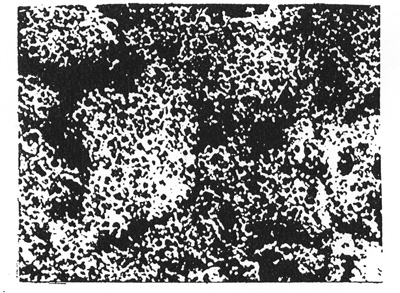
Рис. 5 Частицы оксидной фазы в («МАГТ»). Электронная микроскопия фольги на просвет. Х160000
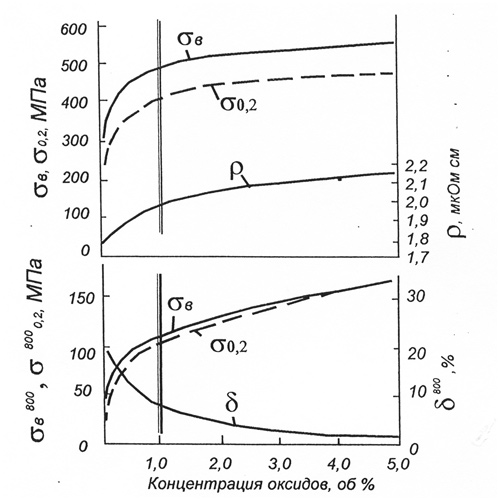
Рис. 7 Зависимость свойств материалов от объемного содержания в них упрочняющих оксидов (горячеэкструдированное состояние). Чертой отмечен наиболее популярный состав «МАГТ»
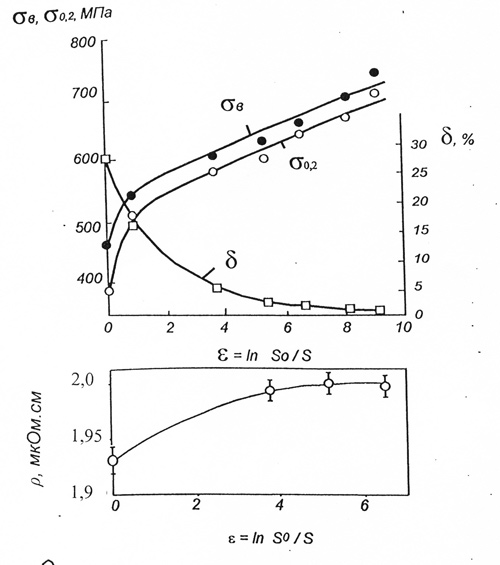
Рис. 8 Влияние степени холодной деформации на механические свойства и электросопротивление композита «МАГТ»
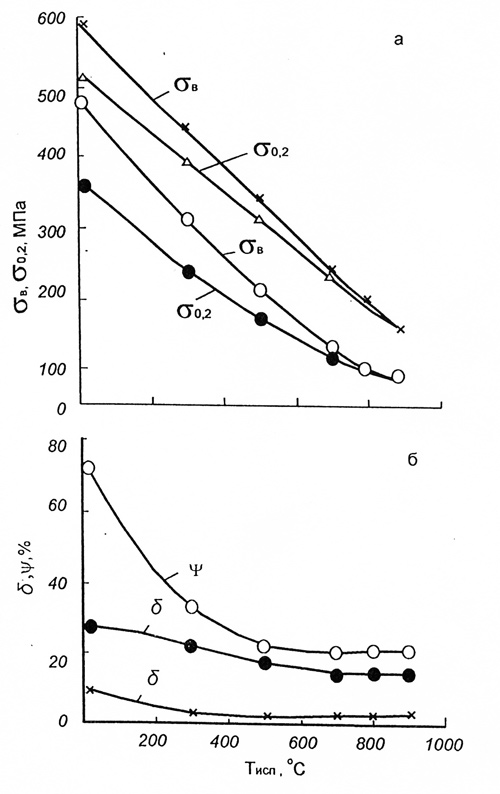
Рис. 9 Механические свойства «МАГТ» при повышенных температурах испытания: o ? – горячеэкструдированное состояние; х ? – холоднодеформированное состояние
Промышленное применение и перспективы
Условия испытаний электродов
Проведенные сравнительные испытания отечественных и импортных электродов, в результате которых электроды «Glid Cop» и «ДИСКОМ» показали одинаково высокую работоспособность при определенном заданном энергетическом режиме контактной сварки, еще ни о чем не говорят.
О других условиях испытаний практически ничего не сообщается:
- мягкий или жесткий был режим сварки
- с каким темпом она осуществлялась
- с перерывом или непрерывно
- односторонняя или двусторонняя была сварка
- какова интенсивность охлаждения
- что принималось за критерий оценки
Ведь от режимов и условий сварки зависят вполне конкретные процессы, доминирующие на рабочих торцах электродов и определяющие их стойкость. В одних случаях это может быть ползучесть, контролируемая диффузией, в других — наряду с ползучестью еще термическая и малоцикловая усталость или динамическая рекристаллизация, определяющая разупрочнение материала.
Таким образом, если учитывать большинство предприятий, где одним из решающих технологических процессов является контактная точечная сварка массовых изделий из низкоуглеродистой тонколистовой стали (0,5-0,8 мм), то наверняка найдутся изделия и режимы сварки, где электроды из дисперсно-упрочненных композитных материалов будут в той или иной степени более работоспособны, чем выбранный электродный сплав БрХ1Цр.
Но в большинстве случаев работоспособность и композитов, и электродных сплавов будет одинаковой и достаточно продолжительной.
Высокотемпературная пайка
Не все понятно и с соединением отдельных полуфабрикатов из композитных дисперсно-упрочненных материалов в более крупные блоки посредством высокотемпературной пайки.
Здесь следует еще раз отметить, что возможность использования такой пайки — важнейшее качество композитов в сравнении с металлическими сплавами любых основ. Но в соединенном пайкой блоке работоспособность (свойства) определяются уже свойствами не композита, а припоя.
И в данном случае, кроме состава, структуры, температурной зависимости свойств композита, которые, будем надеяться, досконально известны его авторам, необходимо определиться с:
- химическим составом припоя
- температурным интервалом пайки
- структурными особенностями
- полным комплексом всех свойств, включая влияние припоя на состав переходных зон, их структуру и свойства, в том числе и необычные для припоев: электро- и теплопроводность, износостойкость, коррозионная стойкость в паре с композитом
Так что и здесь предстоит кропотливая и профессиональная работа.
Технология производства
С технологией производства полуфабрикатов из медных низколегированных дисперсионно твердеющих сплавов все предельно ясно. В классическом исполнении — это выплавка сплава заданного состава, литье слитков или фасонных отливок, изготовление заготовок для прессования, прокатки или ковки (разрезка слитков), нагрев заготовок и горячее деформирование любым методом, закалка на пересыщенный твердый раствор и старение с выделением мелкодисперсных фаз-упрочнителей.
Зачастую между закалкой и старением производится холодная деформация, а литье, например фасонных отливок, или горячее прессование совмещается с закалкой.
Сегодняшние проблемы в этой области иногда связывают только лишь с синтезом новых комбинаций сплавов под конкретное техническое задание.
Российские материалы типа «МАГТ» и «ДИСКОМ» не уступают зарубежным аналогам, а по некоторым параметрам даже превосходят их. Главное — правильный выбор материала под конкретную задачу и соблюдение технологии производства и эксплуатации.
А.К. Николаев, профессор, д.т.н.
ОАО «Институт Цветметобработка»
Тел/факс: (495) 951-10-14
e-mail: 951 10 14@gmail.com
Литература:
- Федотов А.В. Перспективы использования композитных материалов в машиностроении. // РИТМ. 2009, декабрь. — С. 11-13.
- Данелия Е.П., Розенберг В.М. Внутреннеокисленные сплавы. — М.: Металлургия, 1978. — 232 с.
- Быков Ю.М. Конструкционные наноматериалы. // Металлургия машиностроения. 2011, № 2. — С. 27-36.
- Николаев А.К. Дисперсионное твердение — эффективное направление синтеза конструкционных сплавов. // РИТМ. 2011, № 3. — С. 31-35.
- Розенберг В.М., Данелия Е.П., Иедлинская З.М., Николаев А.К. Сплавы на медной основе, упрочняемые дисперсными частицами. // «Научные исследования в области сплавов и обработки цветных металлов». Юбилейный Сборник науч. тр. Ин-та «Гипроцветметобработка». М.: Металлургия. 1986. — С. 53-65.
- Николаев А.К., Розенберг В.М. Сплавы для электродов контактной сварки. — М.: Металлургия. 1978. — 95 с.
- Николаев А.К. Низколегированные медные сплавы. Особенности составов и технологии производства. // Цветные металлы. 2001, № 5. — С. 84-88.
- Шалунов Е.П. Жаро- и износостойкие медные гранулированные композиционные материалы с механически синтезированными упрочняющими наночастицами ДИСКОМ и высокоресурсная продукция из них. // Нанотехника. 2007, № 1. — С. 69-78.

