Где применяются лазеры в автопроме
Задумывались ли вы, почему кузов — самый ответственный узел легкового автомобиля? Именно он определяет скорость, комфорт, эстетику и, главное, безопасность водителя и пассажиров. И именно здесь лазерные технологии раскрывают свой потенциал по-настоящему.
Лазерный раскрой улучшает качество заготовок. Лазерная сварка и пайка не только усиливают конструкционные характеристики, но и делают шов косметически идеальным — без последующей шлифовки. Звучит заманчиво? Безусловно. Но внедрение новых процессов в поточное производство — это не просто «поставил и работает».
Признаться честно: от идеи до внедрения в серию может пройти три-четыре года. Нужны новые материалы, изменения в документации, пересмотр дизайна, сотни испытаний. Именно поэтому российские автогиганты, несмотря на начало использования лазеров, пока отстают от мировой практики.
В автомобильной промышленности лазеры используются в четырёх ключевых приложениях:
- ★ Раскрой на стадии заготовки;
- ★ Лазерная маркировка деталей;
- ★ Лазерная сварка;
- ★ Лазерная пайка.
Первые два процесса уже получили распространение на российских производствах. Сварка и пайка — пока на стадии проработки. Но мировой опыт показывает: это не вопрос «если», а вопрос «когда».
Опыт Freightliner: выбор оборудования
Американские грузовики Freightliner знакомы многим, но мало кто знает: лазерные технологии в производстве их кабин используются с 90-х годов. Тогда это была сварка алюминиевых деталей 4 кВт Nd:YAG лазером — практически ноу-хау. В начале 2000-х внедрили наплавку, а теперь — раскрой листового металла.
Сегодня Freightliner LLC (с 1981 г. входит в концерн Daimler-Benz) — крупнейший производитель тяжёлых грузовиков в Северной Америке. Заводы оснащены полным комплектом собственного оборудования: лазерные и координатно-пробивные станки, сварочные комплексы, линии окрашивания. На производстве установлено 10 лазеров, первый появился в 1994 году, два наиболее новых — Mitsubishi в 2006-м.
Выбор лазерного оборудования был сделан после тщательного анализа. В 2004 году на заводе образовали комитет для решения типичных задач: рост производительности, сокращение затрат на обслуживание, минимизация простоев.
| Критерий | Обязательный | Желательный |
|---|---|---|
| Скорость резки | ✔️ | — |
| Надёжность | ✔️ | — |
| Простота обслуживания | ✔️ | — |
| Поддержка интегратора | ✔️ | — |
| Автоматизация погрузки-разгрузки | — | ✔️ |
| Возможность ежегодного апгрейда | — | ✔️ |
Комитет включил представителей инженерных, эксплуатационных и ремонтных служб всех предприятий концерна. Были составлены списки обязательных и желательных позиций, рассмотрены производители. Далее — серия поездок, чтобы увидеть оборудование в работе.
Одна из поездок совпала с остановкой станка для ремонта. Члены комитета увидели открытый резонатор — и он им не понравился. На другом предприятии положительное впечатление оставила система управления и автоматизация. На заводе со станком Mitsubishi отметили простоту обслуживания и решения, позволяющие избежать проблем с фокусировкой.
Особенное впечатление произвело сообщение владельца о ежегодном апгрейде лазеров и полной окупаемости такого подхода. В 2006 году были закуплены 2 и 4 кВт лазерные станки Mitsubishi. Новые лазеры резали более толстые материалы с более высокой скоростью — и Freightliner начал планировать следующую замену.
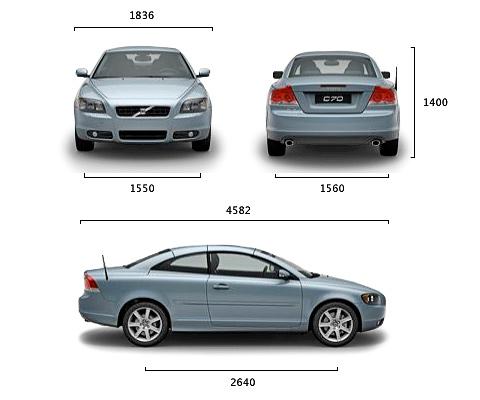
Volvo C70: лазерная сварка кузова
При разработке кабриолета С70 у Volvo возросли требования к прочностным характеристикам кузова. Кузов — основной несущий элемент: он воспринимает нагрузку от колёс, вес автомобиля, пассажиров, давление ветра, атмосферные осадки. И при этом должен отвечать эстетическим требованиям.
Для создания модели разработали совершенно новую структуру кузова. Технологам пришлось внедрить в поточную линию новые процессы сборки — одним из них стала лазерная сварка и пайка, позволившая получить косметически идеальный шов без шлифовки.
С70 разрабатывалась не на базе 850 платформы, а на базе существующей С1/Р1 (Ford Focus, Mazda 3). Одна из проблем — создание трёхсекционной складной жёсткой крыши, призванной объединить преимущества купе и кабриолета. Проект от разработки до производства осуществлялся совместным предприятием Volvo Cars и итальянской Pininfarina.
Производство разместили на шведском заводе в Uddevalla. Именно здесь решили внедрить новые технологии лазерной сварки и пайки — и сделать качественный скачок.
Результат? Угловая жёсткость кузова на скручивание увеличилась в 2,5 раза, при этом собственная масса снизилась в 2,7 раза. Ключевые элементы: порог, передняя рама бокового стекла, рёбра жёсткости, задний фартук.
Пять процессов лазерной обработки
Лазерная сварка была применена в четырёх процессах, лазерная пайка — в одном. Для каждого случая разработан отдельный подход.
| Приложение | Процесс | Задача | Инструментарий |
|---|---|---|---|
| Нижний шов порога | Лазерная сварка | Оптимизация жёсткости на скручивание и изгиб | Permanova WT03PD ST с наведением на стык |
| Верхний шов порога | Лазерная сварка | Оптимизация жёсткости на скручивание | Permanova с двойным роликом |
| Сварка заднего крыла с порогом | Лазерная сварка | Доступ с одной стороны | Permanova с одним роликом |
| Сварка стойки рамы лобового стекла | Лазерная сварка | Доступ с одной стороны | Permanova с прижимным устройством |
| Пайка стойки с поперечным ребром | Лазерная пайка | Видимый шов без шлифовки | Scansonic ALO1 с проволокой CuSi3 |
Применение лазера для сварки верхнего и нижнего швов порога позволило уменьшить размер свариваемых бортиков, увеличив поперечное сечение. Получение качественного шва при доступе с одной стороны дало возможность применить лазер при сварке заднего крыла с порогом. Лазерную пайку использовали для соединения наружной части стойки рамы с поперечным ребром жёсткости лобового стекла — шов остаётся «как есть», без зачистки.
Лазерная установка Permanova
Запланированный выпуск — 17 000 машин в год (в два раза больше предыдущей модели). Продолжительное время цикла (~4 минуты) сделало возможным применение лазеров для сварки кузова.
Интегратором лазерного сварочного поста стала Permanova Lasersystem. Пост оборудован 4 кВт Nd:YAG лазером TRUMPF с ламповой накачкой, оснащённым четырьмя выходными волокнами для доставки излучения и одним запасным для быстрой замены.
На волокна установлены четыре различные головки, размещённые на три робота ABB:
- → Первые два робота с каждой стороны сваривали верхний и нижний шов порожка. Каждая головка Permanova оснащена парой прижимных роликов (давление до 1600 Н) и устройством слежения для сварки внахлёст;
- → Те же головки приваривали заднее крыло внахлёст с порожком. Один ролик складывался — сварка в обычном режиме;
- → На третий робот установлены две головки: Permanova для сварки верхней части передней стойки рамы и Scansonic для пайки с присадочной проволокой CuSi3.
Время лазерного цикла 250 с сократили до 204 с за счёт оптимизации переключения излучения: когда один робот заканчивал шов, другой уже находился в стартовой позиции.
Проблемы интеграции и решения
В проекте с С70 Volvo Cars и Pininfarina столкнулись с рядом задач, каждая из которых была «номером первым»:
- ☑️ Трёхсекционная жёсткая крыша, объединяющая черты купе и кабриолета;
- ☑️ Переход от старой 850 платформы к С1/Р1;
- ☑️ Внедрение лазерной пайки с присадочной проволокой в поточную линию;
- ☑️ Лазерная сварка толстостенных деталей, влияющих на прочность;
- ☑️ Одновременное использование двух лазерных процессов в кузовном производстве.
Ларс Эрик Янссон, ведущий специалист проекта, отметил: с точки зрения автомобилестроения основные проблемы должны быть связаны с разработкой автомобиля, а не с изобретением рискованных процессов. Но лазерные процессы (сварка и пайка) были ключевыми во всей истории с новой моделью.
Результаты, достигнутые Volvo/Pininfarina:
- ✔️ Технически и коммерчески оправданный менеджмент проекта со стороны проверенного интегратора;
- ✔️ Инновационный подход к разработке лазерного инструментария;
- ✔️ Профессиональное управление всеми частями системы, включая связь с системами управления поточной линией;
- ✔️ Высококвалифицированная поддержка с коротким временем реакции.
Основными требованиями к интегратору оказались гибкость подхода к проектированию системы и скорость реакции на изменения. Например, третий робот добавили практически в последнюю минуту — для реализации последних изменений в дизайне кузова. Запуск линии потребовал внеплановых работ во внеурочное время и выходные для многочисленных тестов.
В целом проект признан успешным. Модифицированы лазерные головки, созданы автоматизированные системы фокусировки для сварки материалов различной толщины. Достигнуто использование оптимального количества инструментов и сокращение ЗИПа.
Преимущества и недостатки лазерной сварки
Лазерная сварка — мощный инструмент, но не панацея. Три ключевых недостатка, о которых стоит знать:
| Параметр | Лазерная сварка | Лазерная пайка |
|---|---|---|
| Инвестиционные затраты | ✖️ Высокие (роботизированная ячейка) | ✖️ Высокие |
| Требования к допускам | ✖️ Более строгие | ✔️ Ниже (наведение на стык) |
| Качество видимого шва | ☑️ Требует шлифовки | ✔️ Косметически идеальный |
| Методики ремонта | ✖️ Специфические, новые | ☑️ Ближе к традиционным |
| Применение | Внутренние соединения | Внешние швы (крыша, багажник) |
Высокие инвестиции оправданы только если новый дизайн кузова даёт более высокие прочностные характеристики и потребительские качества. Более строгие допуски при сварке — вызов для подготовки деталей. И поскольку лазерная сварка — относительно новый метод, не все методики ремонта швов пригодны: нужны специфические технологии.
Мировой опыт внедрения
В основном лазерная сварка применяется для внутренних соединений. Внешние швы, где важна и прочность, и косметика (крыша, багажник), выполняют методом лазерной пайки.
Хотя первую строку в списке занимают европейские автоконцерны, Азия и Северная Америка не отстают. В список входят Nissan, Toyota, Hyundai, а также GM, Ford Motor Co., DaimlerChrysler.
Например, в моделях ряда Ford 500® и Freestyle® используется сварка крыши. Сейчас Ford рассматривает внедрение сварочных технологий в поточную линию пикапа F-150® с годовым объёмом выпуска 850 000 шт.
Возвращаясь к европейским производителям: концерн Volkswagen, несмотря на некоторое опоздание по сравнению с Volvo Cars и BMW, успешно перешагнул этап СО₂ лазеров и в 1990 году сразу внедрил более эффективные Nd:YAG. В пятой модели Golf® около 70 м лазерного шва.
Хотя первоначально и до сих пор широко используются лазеры с ламповой накачкой, европейские производители переходят на волоконные лазеры. Это не просто тренд — это ответ на требования к надёжности, энергоэффективности и простоте интеграции.
Вывод простой: лазерные технологии в автопроме — не будущее, а настоящее. Те, кто внедряет их сегодня, получают конкурентное преимущество: более прочный кузов, меньшую массу, косметически идеальные швы, сокращение цикла. Остальное — вопрос времени и готовности инвестировать в развитие.

