Перспективы лазерного спектрального анализа
Лазерный атомный эмиссионный спектральный анализ (LIBS — laser induced breakdown spectroscopy) открывает новые возможности для исследования сварных соединений. Метод позволяет изучать структуру шва, которая напрямую влияет на механические и электрические свойства. Без вопросов.
Суть технологии проста и гениальна одновременно. Сфокусированное лазерное излучение воздействует на материал. Образуется плазменный факел. Его спектр анализирует дифракционный спектрограф. Всё.
Почему это важно? Лазерную сварку применяют там, где нужна высокая локальность и малая длительность воздействия. Эстетичный вид соединения — приятный бонус. Но исследования показывают неожиданные вещи.
В зоне лазерной обработки происходят значительные изменения структуры. Меняется элементный состав. Идут процессы переноса вещества. Перераспределение примесей влияет на физические, механические и эксплуатационные свойства материалов. Это серьёзно.
Оборудование и параметры установки LIBS
Для исследований применялась установка LDMA производства НПФ «Прибор-Т» СГТУ. Источник возбуждения спектров — Nd:YAG-лазер (λ = 1,06 мкм). Работает в режиме гигантского импульса с модулированной добротностью.
| Параметр | Значение |
|---|---|
| Частота следования импульсов | 25 Гц |
| Длительность импульса | 5-9 нс |
| Плотность мощности | 10¹⁰-10¹² Вт/см² |
| Абсолютный предел обнаружения | 10⁻¹⁰ г |
| Относительный предел | 0,001% |
В установке используется дифракционный спектрограф типа ДФС-458. Решётки 900, 1200 и 1800 мм⁻¹ охватывают три спектральных диапазона. ПЗС-камера высокого разрешения обеспечивает анализ в диапазоне 200-800 нм.
Программное обеспечение разработано интересно. Каждый спектральный диапазон отображается на 8 экранах. В экспериментах рассматривали традиционный диапазон 200-350 нм. Почему? Здесь основные вещества имеют наиболее ярко выраженные спектральные линии. Логично.
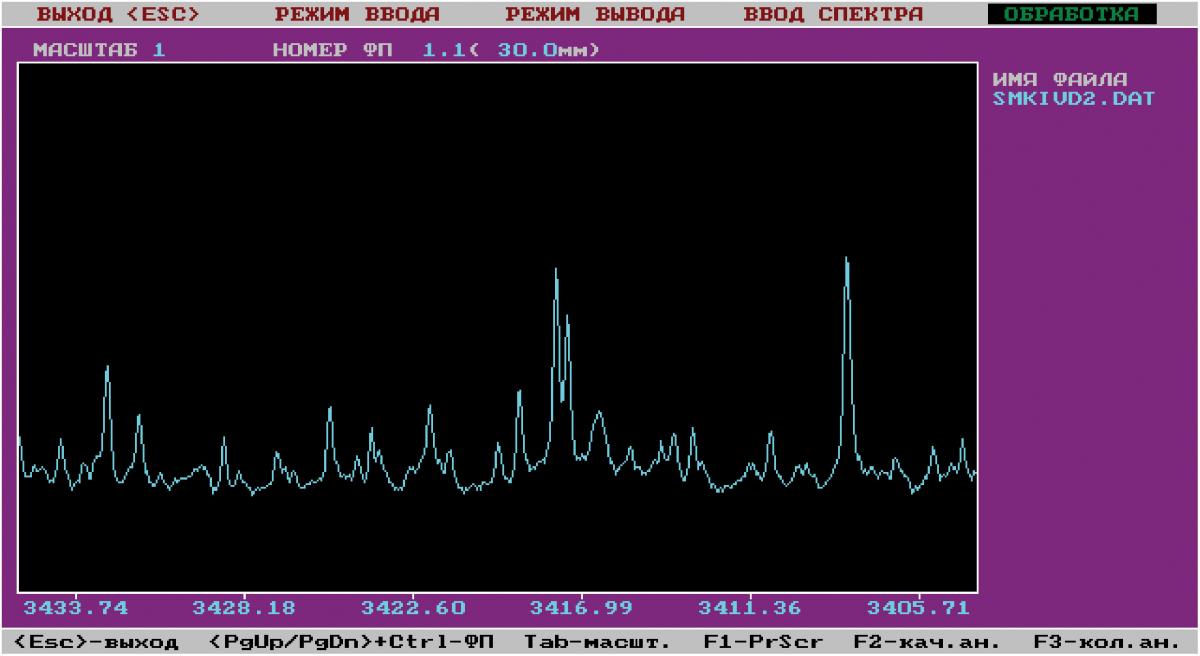
Рис. 1. Скриншот экрана со спектрами лазерного анализа
Лазерная сварка стали: методика исследования
При взаимодействии лазерного излучения с веществом на границе разрушения формируется тонкий слой жидкого металла. Чем выше плотность мощности, тем меньше толщина зоны расплава. Это факт.
Слой может быть обогащён или обеднён легирующими элементами и примесями. Причины — различная эластичность паров легирующих элементов и металла-основы. Также влияет разная растворимость веществ в жидкой и твёрдой фазах.
При движении границы расплава процесс испарения забирает примесные атомы с поверхности граничного слоя. Частично — из переходного слоя, прилегающего к границе. Скорость растворения зависит от:
- ✓ температуры в жидкой фазе;
- ✓ длительности контакта между фазами;
- ✓ физической природы атомов примеси;
- ✓ концентрации элемента.
Для большинства материалов растворимость в жидкой фазе выше, чем в твёрдой. Поэтому перед границей жидкой фазы со стороны основного материала формируется слой, обеднённый примесями. Не всегда это хорошо.
Объекты исследования — стальные пластины, сваренные встык и внахлёст. Состав сплава: 0,1% Al, 0,4% Mn. Поверхность покрыта цинком.
Лазерную шовную сварку производили на установке TRUDISC 1000 (фирма Trumpf, Германия). Непрерывный режим. Дисковый Yb:YAG-лазер, длина волны λ=1,03 мкм, мощность P=1 кВт. Толщина свариваемых кромок — 2 мм.
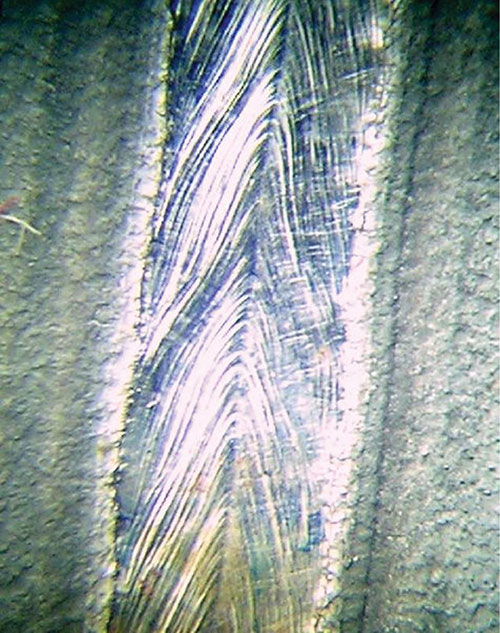
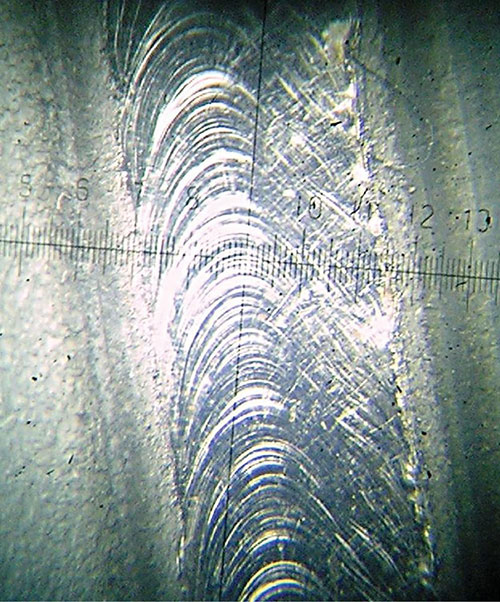
Рис. 2. Швы, сваренные на установке TRUDISK-1000: а) встык, б) внахлёст
Ширина швов встык: 3-4 мм со стороны лазерного воздействия, 0,5-1,5 мм с обратной стороны.
Поверхность исследовали в трёх зонах:
- → граничная зона шва «с»;
- → промежуточная зона «b»;
- → центральная зона «a».
Если ширина шва была меньше 4 мм, промежуточную зону исключали. Исследовали только границу и центр.
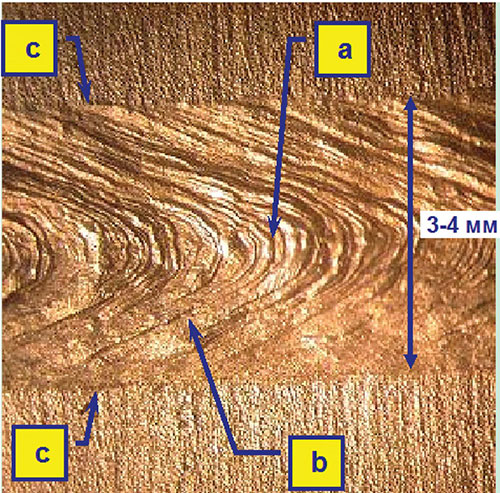
Рис. 3. Схема пробоотбора: а) горизонтальное направление, б) вертикальное
При исследовании перераспределения элементов в направлении действия лазера рассматривали вертикальные зоны. Последовательное заглубление при лазерном пробоотборе. Три зоны определяли трёхкратным сканирующим пробоотбором на глубину 100, 130 и 145 мкм. Одна — точечным пробоотбором на 300 мкм в ту же область.
Влияние скорости сварки на миграцию элементов
Градуировочный график для количественного анализа создали с использованием специального набора эталонов для спектрального анализа сталей.
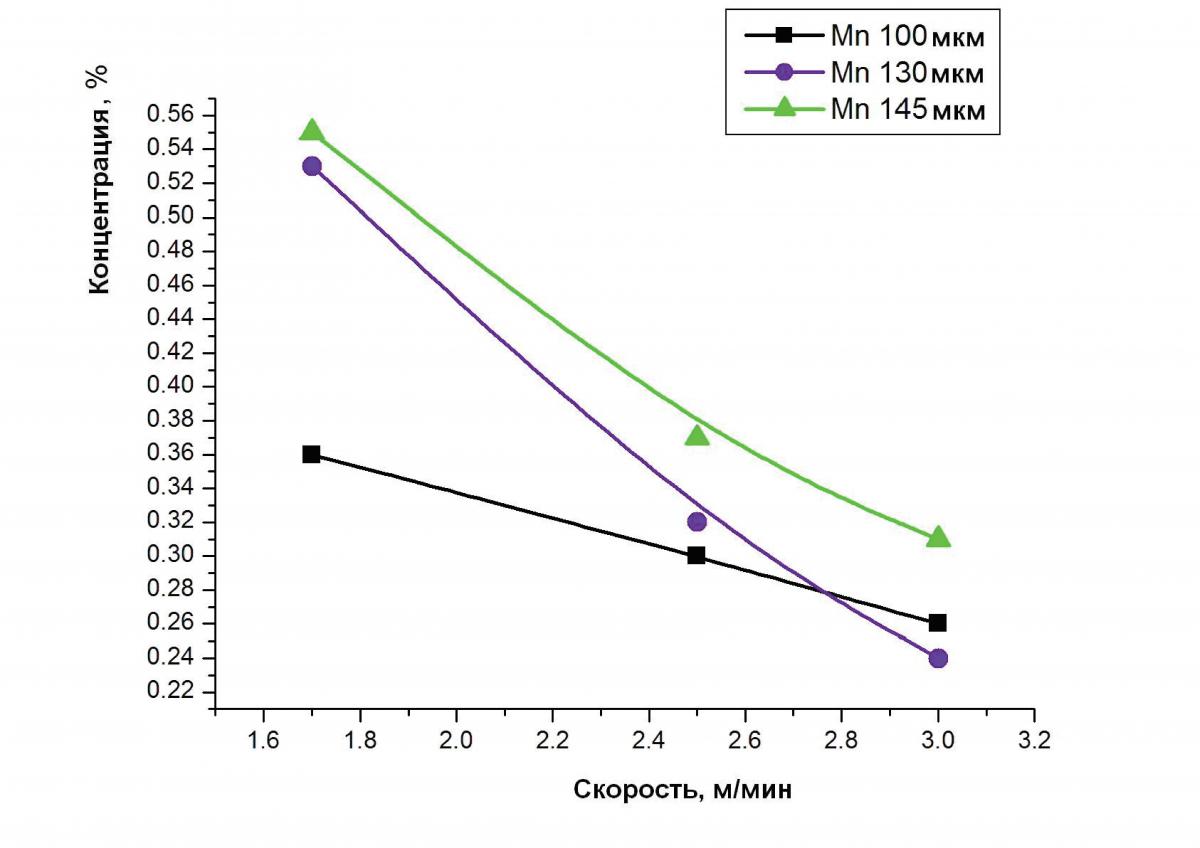
Рис. 4. Распределение марганца в приповерхностном слое от скорости лазера
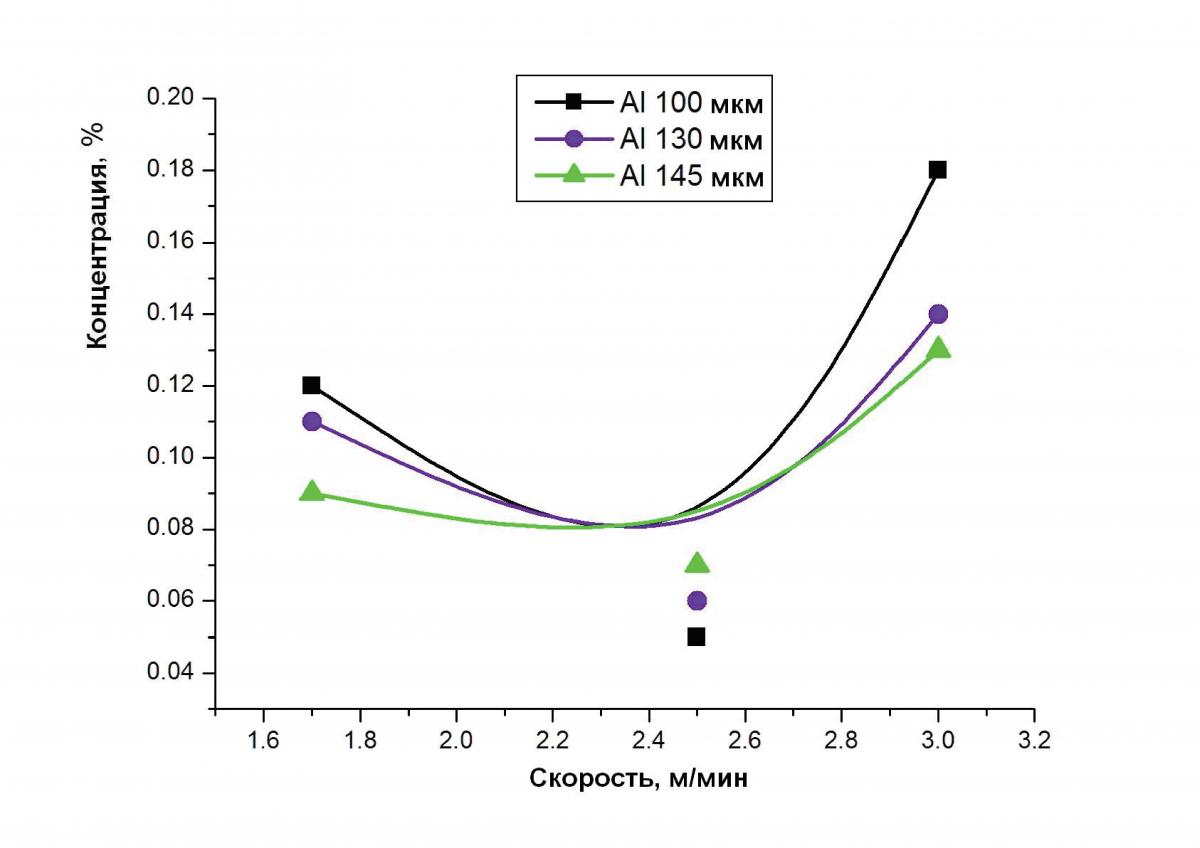
Рис. 5. Распределение алюминия в приповерхностном слое от скорости лазера
Зависимости концентрации элементов от скорости перемещения лазерного луча показывают интересную картину. При увеличении скорости сварки концентрация марганца в приповерхностных слоях снижается. Даже если включить результаты по сварке встык и внахлёст, видна линейная (или почти линейная) обратная зависимость.
Можно предположить: на высокой скорости марганец активно вытесняется другим элементом из сварной ванны. Что логично.
При сравнении рисунков 4 и 5 явно заметна тенденция выдавливания марганца алюминием на самой высокой скорости — 3 м/мин. Для сварки внахлёст закономерность такая: при более высокой скорости миграция алюминия к поверхности усиливается.
Вывод? Шов будет более защищён от коррозии оксидной плёнкой алюминия. Но поверхностная область в пределах 200 мкм обладать чуть более высокой тепло- и электропроводностью, чем основной материал и глубинная часть шва. И это нормально.
Газовая сварка: ацетилен против кислорода
Следующий этап — анализ сварных швов стальных прутов. Соединения выполнили угловым способом по внутренней стороне газовой сваркой.
Соединяли пруты разного диаметра трёх видов сталей:
- ★ ст. 10 Ø57×3,5 мм;
- ★ ст. 10 Ø108×3,5 мм;
- ★ ст. 2 пс Ø21,3×2,8 мм;
- ★ ст. 3 пс Ø159×4,5 мм.
Каждое соединение выполнили кислородом и ацетиленовой смесью. Задача — определить разницу в составе ацетиленовых и безацетиленовых швов разных комбинаций сталей.
Сначала выяснили состав основных материалов. Содержание примесей в сталях марок ст. 2 пс и ст. 3 пс определяется ГОСТ 14637 и ГОСТ 380. Хром, никель и медь не нормируются. Различие — только в допуске на снижение марганца в ст. 3 пс на 0,1%.
В составе ст. 10 нормируется только Mn (0,35-0,65). Остальные элементы (Si, Cu, As, Ni, Cr, P, S) — по максимальной границе «не более».
| Образец (в отдалении от шва) | Mn, % | Si, % | Cu, % |
|---|---|---|---|
| ст. 10 (Ø57×3,5) | ~0,50 | ~0,10 | ~0,07 |
| ст. 10 (Ø108×3,5) | ~0,40 | ~0,15 | ~0,03 |
| ст. 2 пс (Ø21,3×2,8) | ~0,49 | ~0,10 | ~0,03 |
| ст. 3 пс (Ø159×4,5) | ~0,40 | ~0,14 | ~0,02 |
В составе ст. 10 выявили марганец, кремний, медь. В ст. 2 пс и ст. 3 пс хром отсутствует. Остальные элементы — в незначительных следовых количествах. Материалы соответствуют заявленным маркам.
После определения состава выявили изменения в зонах шва. Рассматривали содержание марганца, меди, кремния и хрома с центральной линии и с граничной. Пробоотбор — не со стороны действия сварки, а с бокового среза.
Центральная линия — медиана треугольника, образованного угловым соединением и наплавом. Граница шва — примерно на расстоянии 3-5 мм от центральной линии вдоль одной из сваренных деталей.
Кремний исключили из подробного рассмотрения. Не проявил явных тенденций к изменению содержания.
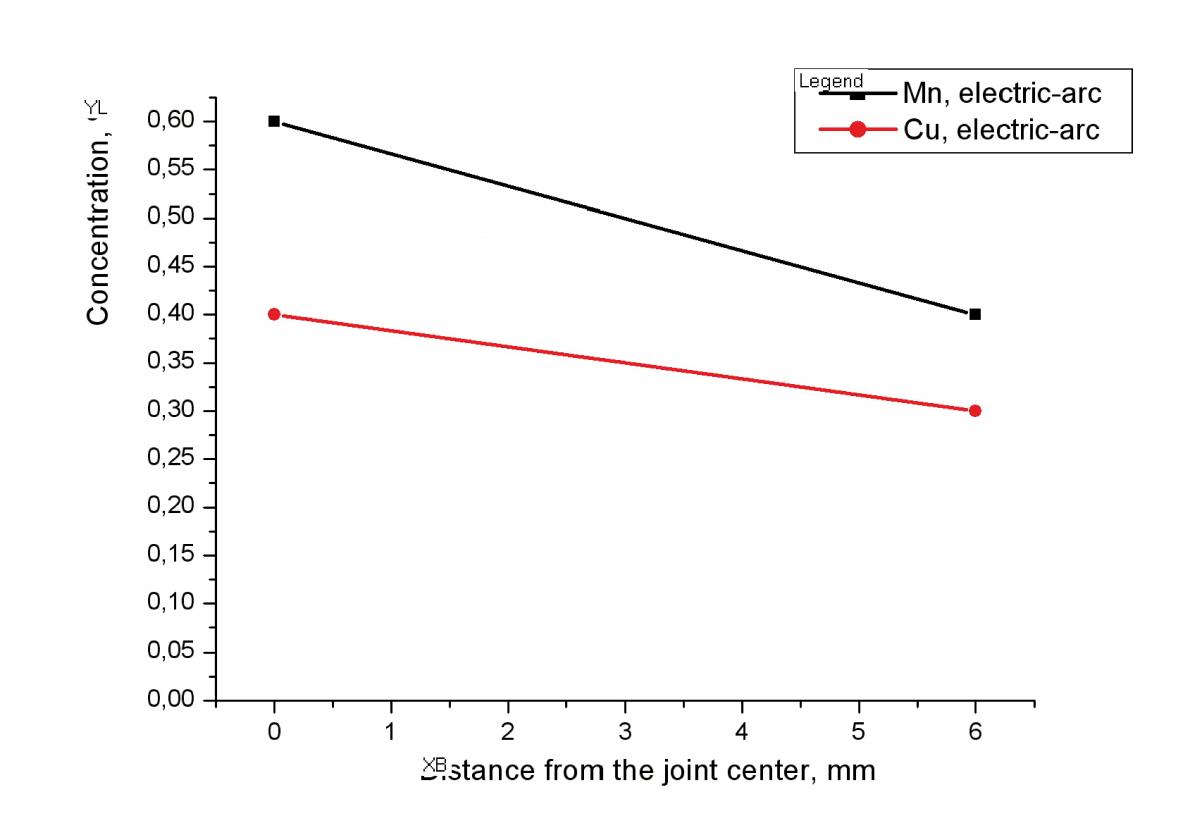
Рис. 6. Распределение марганца и меди при сварке без ацетилена
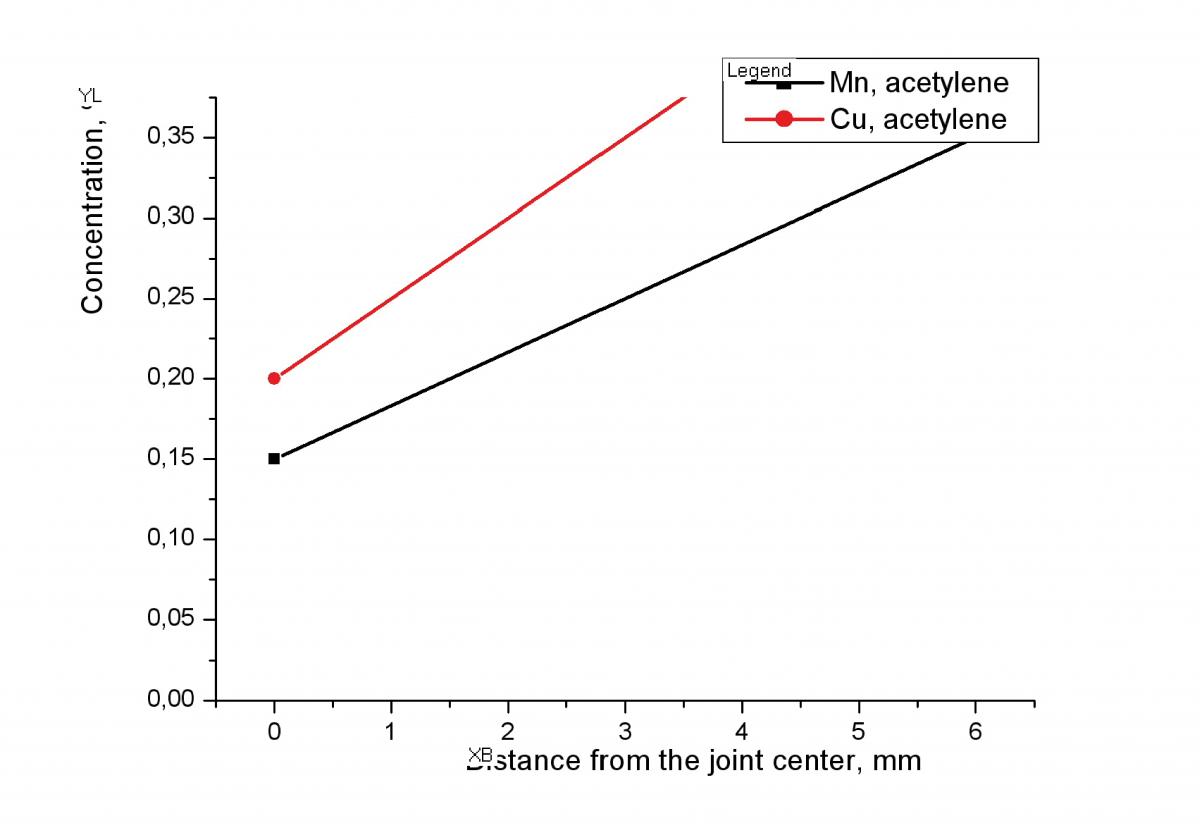
Рис. 7. Распределение марганца и меди при сварке с ацетиленом
В случае безацетиленовой газовой сварки наблюдается обогащение центральной зоны относительно границы. Распределение аналогично лазерной сварке однородной стали. По меди — обогащение во всём шве. По марганцу — только в центральной зоне, на границе содержание выравнивается с исходным.
Граница «жидкая фаза — твёрдый материал» обеднена примесями. Как и при лазерной сварке.
Противоположная картина при применении ацетилена. Центральная часть сильно обеднена марганцем. Граница явно перенасыщена медью. Причём во всём шве наблюдается обогащение по меди и обеднение по марганцу.
Почему такая противоположность? Вероятно, причина — разная температура в сварной зоне. Ацетиленовая смесь повышает температуру до 3100°C. Кислородная газовая сварка даёт не более 2500°C.
При сварке низкоуглеродистых сталей в самой горячей центральной зоне разрушаются оксиды и сульфиды, удерживающие примеси. Происходит вытеснение к участку неполного расплавления — границе шва. Металл нагревается в интервале между линиями солидуса и ликвидуса. Зёрна частично оплавляются.
Пространство между частично оплавленными зёрнами железа заполняется жидкими прослойками расплавленного металла. Они содержат вытесненные марганец и медь. Увеличению химической неоднородности способствует слоистая ликвация и стандартная диффузия элементов.
Причины обогащения медью в обоих случаях нуждаются в дополнительных исследованиях. Вероятно, связано с особыми свойствами меди, которые обуславливали промежуточные вертикальные экстремумы концентраций в лазерных швах.
Вывод важный. В ацетиленовых швах, несмотря на более высокое качество сварки и высокую скорость, центральная часть более уязвима для внешних воздействий. Ударные нагрузки и переменные температуры — проблема из-за обеднения марганцем. Стоит подумать.
Сварка разнородных металлов медь-манганин
Исследование швов разных металлов провели на примере шунтов медь-манганин. Толщина свариваемых кромок — 1,5 мм.

Рис. 8. Шов Cu-манганин, длина 1,34 мм
Состав манганина: 11,5-13,5% Mn, 2,5-3,5% Ni, остальное Cu. Медная часть шунта изготавливается из меди типа М0 или М1. Это чистая медь с содержанием примесей порядка сотых долей процента.
Лазерную сварку провели импульсным Nd:YAG-лазером. Длина волны 1,06 мкм, мощность 200 Вт. Изменения отслеживали по содержанию марганца и никеля в шве в глубину. Для электрических шунтов важнее объёмные свойства, особенно электропроводность.
Пробоотбор — четырьмя последовательными заглублениями на 100, 250, 320, 370 мкм в центральной зоне шва.
До рассмотрения реальных швов предполагали: содержание легирующих Mn и Ni должно быть промежуточным между содержанием в манганине и меди. Поскольку в меди этих элементов пренебрежимо мало, предполагаемая концентрация: Ni ~1,5%, Mn ~6%.
На практике зависимость получилась иной.
В тонком приповерхностном слое сварного соединения наблюдается обогащение обоими элементами. Для марганца характерно резкое возрастание концентрации в первом слое (100 мкм) и постепенное снижение до уровня манганина примерно на глубине 300 мкм. Для никеля выравнивание наступает чуть раньше — на глубине около 250 мкм.
Далее содержание марганца и никеля ниже, чем в манганине.
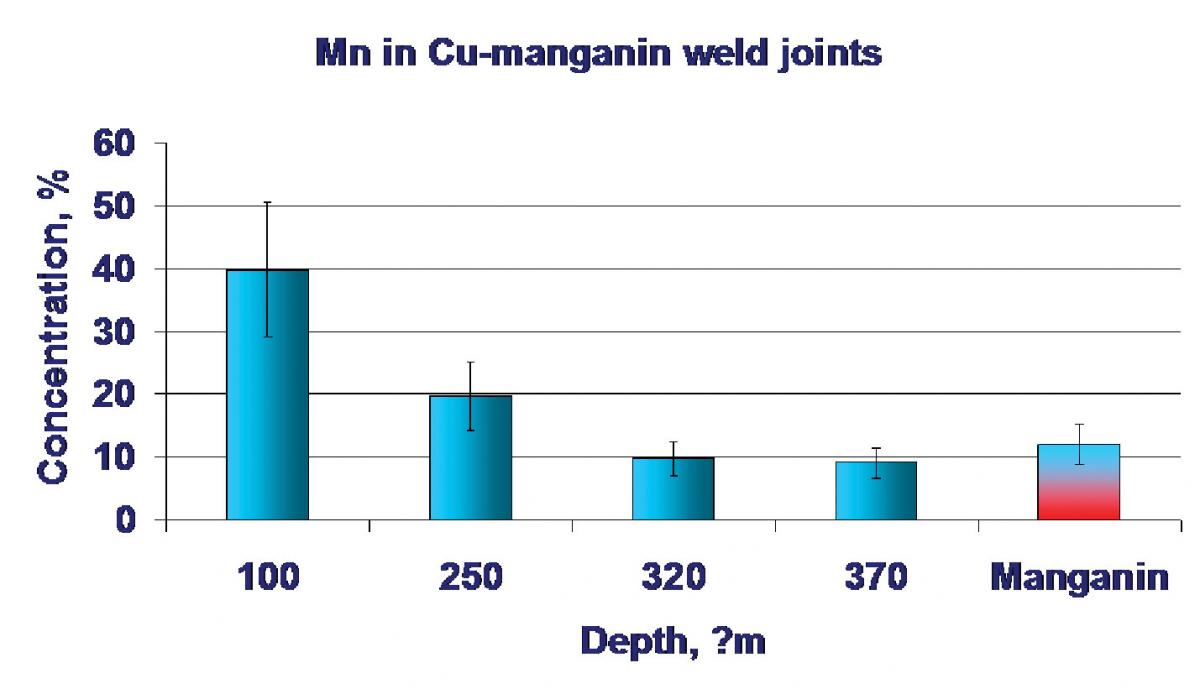
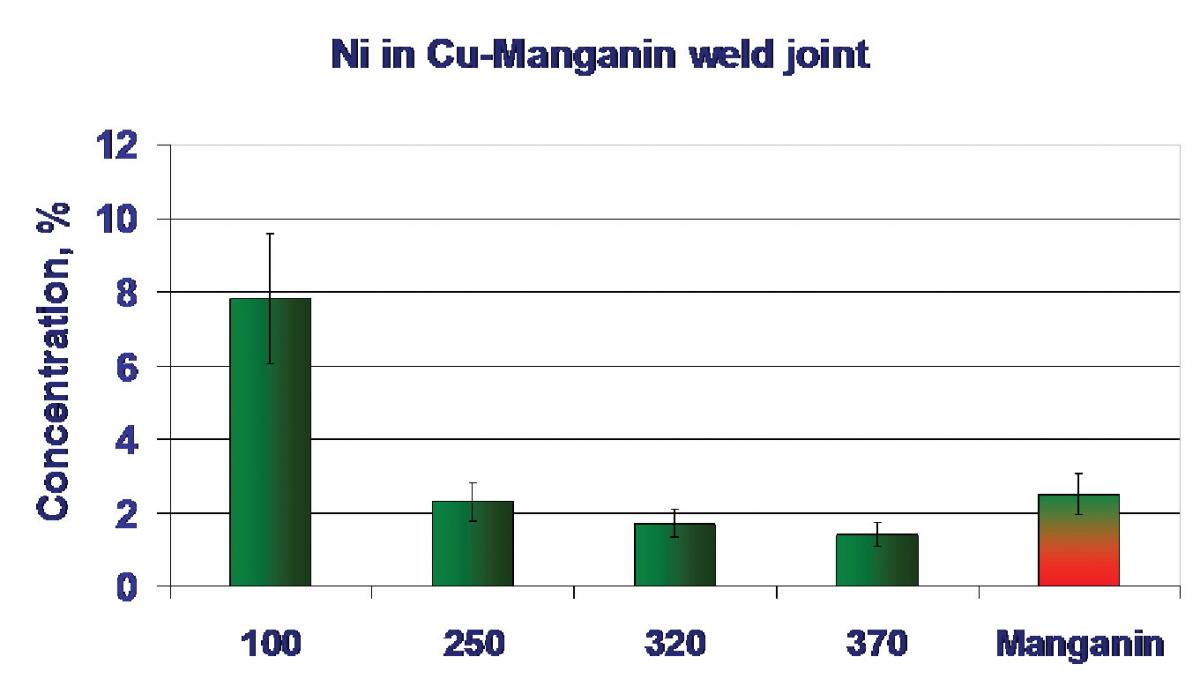
Рис. 9. Распределение элементов в глубину при сварке Cu-манганин: а) Mn, б) Ni
Интересный момент. В смешанном шве медь-манганин, в отличие от стального шва, не наблюдается обеднение фронтальной поверхности. Напротив — резкое обогащение фронтальной области. Обогащение происходит за счёт внутренней области сварного шва.
Влияние поверхностного обогащения двоякое. С одной стороны, внутренняя область соединения защищена от химических воздействий и коррозии. С другой — в тонком поверхностном слое толщиной 100 мкм из-за повышенного содержания марганца и никеля могут наблюдаться электрические пробои.
Содержание обоих элементов в приповерхностном слое выросло одинаково — примерно в 4 раза. Это может упростить электрический и тепловой расчёт при проектировании приборов, если влияние изменённого слоя учитывать.
Практические рекомендации для производства
Полученные результаты говорят о необходимости учитывать важный факт. Характеристики сварного шва могут отличаться не только от основного материала, но и иметь различия внутри самого шва.
Различия касаются:
- ✔️ механических параметров (твёрдость, пластичность, хладноломкость);
- ✔️ электрических свойств (электропроводность, теплопроводность).
Это немаловажно при сварке конструкций приборов машиностроения. Особенно в аэрокосмической и электронной промышленности.
| Образец | Mn, % | Si, % | Cu, % |
|---|---|---|---|
| ст. 10 (Ø108×3,5) + ст. 10 (Ø57×3,5) | |||
| Без ацетилена, центр шва | ~0,60 | ~0,25 | ~0,04 |
| Без ацетилена, граница шва | ~0,40 | ~0,10 | ~0,03 |
| С ацетиленом, центр шва | ~0,15 | ~0,10 | ~0,02 |
| С ацетиленом, граница шва | ~0,35 | ~0,10 | ~0,05 |
| ст. 2 пс (Ø21,3×2,8) + ст. 10 (Ø57×3,5) | |||
| Без ацетилена, центр шва | ~0,70 | ~0,33 | ~0,08 |
| Без ацетилена, граница шва | ~0,25 | ~0,20 | ~0,06 |
| С ацетиленом, центр шва | ~0,25 | ~0,10 | ~0,02 |
| С ацетиленом, граница шва | ~0,35 | ~0,10 | ~0,03 |
| ст. 10 (Ø108×3,5) + ст. 3 пс (Ø159×4,5) | |||
| Без ацетилена, центр шва | ~0,75 | ~0,26 | ~0,06 |
| Без ацетилена, граница шва | ~0,60 | ~0,15 | ~0,07 |
| С ацетиленом, центр шва | ~0,45 | ~0,10 | ~0,02 |
| С ацетиленом, граница шва | ~0,50 | ~0,10 | ~0,05 |
Практические выводы из исследований:
- → Распределение химических элементов в лазерном шве зависит от скорости сварки. Выявлена почти линейная зависимость перераспределения марганца в шве внахлёст от скорости. Для алюминия зависимость сложнее. При более высокой скорости миграция алюминия к поверхности увеличивается, а миграция марганца уменьшается.
- → Распределение примесей стали при газовой сварке зависит от газовой смеси. Сварка кислородом показала распределение, аналогичное лазерному. Применение ацетилена изменило зависимость на противоположную. Центральная часть обеднена марганцем, граница перенасыщена медью. Связано с более высокой температурой ацетилена, влияющей на формирование оксидных слоёв.
- → Кривые концентраций для швов одноимённых и разноимённых элементов с железной основой практически не зависят от того, одинаковые или разные элементы свариваются (если разница в составе мала). Все распределения совпадают с характерными для одноимённых металлов.
- → При сварке разноимённых материалов с медной основой наблюдается нелинейная зависимость концентрации от глубины. Самый верхний слой толщиной 100-300 мкм сильно обогащён легирующими элементами. В случае шва медь-манганин это никель и марганец. Содержание увеличено в 4 раза относительно максимального содержания в свариваемых материалах.
Рекомендации для производства:
В зависимости от желаемых свойств и применения детали следует варьировать скорость лазерной сварки. Так можно получить обеднённую или обогащённую разными элементами зону шва.
При газовой сварке с той же целью следует избирательно подходить к выбору газовой смеси. Разные температурные режимы способствуют различной миграции примесей.
Хотя объёмная доля обогащённого слоя при сварке разнородных металлов составляет не более 15%, вероятно, следует применять поддув защитным газом. Это уменьшит содержание сконцентрированных химических соединений (оксидов, сульфидов, карбидов), фиксирующих элементы в этой зоне.
При небольшой разнице в составе свариваемых металлов шов можно рассматривать по модели одноимённых металлов.
Все рассмотренные изменения элементного состава шва влияют на эксплуатационные свойства:
- ☑️ пластичность;
- ☑️ твёрдость;
- ☑️ электро- и теплопроводность.
Поэтому следует учитывать возможность изменения состава при разработке приборов для экстремальных условий. При невозможности выбрать режим изготовления шва следует, руководствуясь информацией о процессе сварки, учитывать перераспределение элементов.
Детали со швами в сталях, сделанными лазером на высокой скорости, можно смело применять в условиях коррозийной опасности. Но с осторожностью — в условиях термонестабильности и при перегибах.
Детали со сварными швами разнородных элементов следует проектировать с учётом вероятности повышенной электропроводности поверхности.
Все исследованные образцы применяются в реальных приборах. Результаты представляют практическую ценность. Однозначно.
А. В. Конюшин, Е. Л. Сурменко
НПФ «Прибор-Т» СГТУ имени Ю. А. Гагарина
Литература
- Applications of direct atomic laser spectral analysis of laser plasma for determination of inorganic component presence in biological objects / Kriger A. E., Surmenko E. L., Surmenko L. A., Tuchin V. V. // Proc. SPIE, Bellingham, SPIE, 1999. — V. 4001. — P. 299-303.

