Прорыв в зубофрезеровании: от червячных фрез к сменным пластинам
Зубофрезерование переживает серьезные изменения. Производители зубчатых колёс массово отказываются от устаревших червячных фрез из быстрорежущей стали. На смену приходят более технологичные фрезы со сменными твердосплавными пластинами. Это факт.
Sandvik Coromant делает революционный шаг. Компания представляет технологию InvoMilling для гибкого изготовления цилиндрических колёс и эвольвентных шлицев. Главное — работу можно выполнять на универсальных пятикоординатных обрабатывающих центрах. Не нужны специализированные зубофрезерные станки.
InvoMilling объединяет три компонента:
- ✓ специализированное программное обеспечение;
- ✓ фрезы CoroMill 161 и CoroMill 162;
- ✓ экспертные знания специалистов Sandvik Coromant.
Технология обеспечивает непревзойдённую гибкость при обработке наружных зубьев и шлицев. Один комплект инструментов позволяет получать зубья самого разного профиля. Это серьёзно упрощает производство.
Программное обеспечение InvoMilling: программирование без G-кодов
InvoMilling 1.0 радикально сокращает время создания управляющей программы для станка. Оператору не нужно разбираться с G- и M-функциями. Блок обработки данных тоже не требуется. Всё проще.
Система ориентирована на конечного пользователя. Достаточно импортировать параметры шестерни из чертежа детали. Затем выбрать стратегию, режимы резания для чистовой и черновой операций. Инструменты берутся из электронной библиотеки.
Квалифицированный оператор быстро программирует, проверяет процесс на возможность столкновения и начинает обработку. В сочетании со специализированными фрезами CoroMill 161 и CoroMill 162 ПО гарантирует короткое время подготовки производства.
| Этап программирования | Действие оператора | Результат |
|---|---|---|
| Шаг 1 | Импорт параметров шестерни | Загрузка геометрии детали |
| Шаг 2 | Выбор стратегии и режимов | Определение параметров обработки |
| Шаг 3 | Выбор инструментов | Комплектация из библиотеки |
| Шаг 4 | Симуляция процесса | Проверка на столкновения |
| Шаг 5 | Генерация УП | Готовая программа для станка |
Технологию InvoMilling применяют в различных сферах:
- → единичное и мелкосерийное производство;
- → общее машиностроение;
- → производство опытных образцов;
- → экспериментальное производство;
- → ремонтные цеха;
- → учебные центры.
Специализированные фрезы CoroMill 161 и 162

Рис. 1. Фреза CoroMill® 161 для метода InvoMilling
Фрезы разработаны специально для технологии InvoMilling. Они обеспечивают высокую производительность и качество обработки. Модульная конструкция позволяет быстро менять пластины.
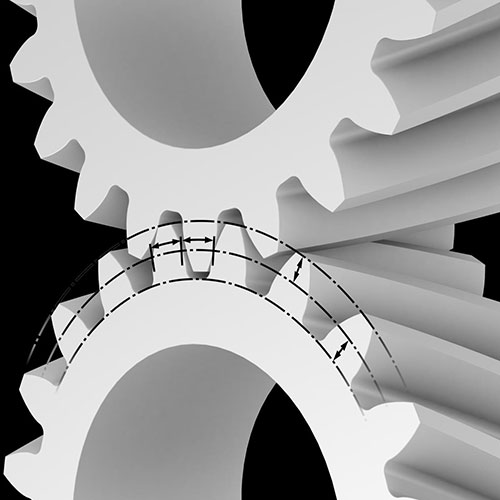
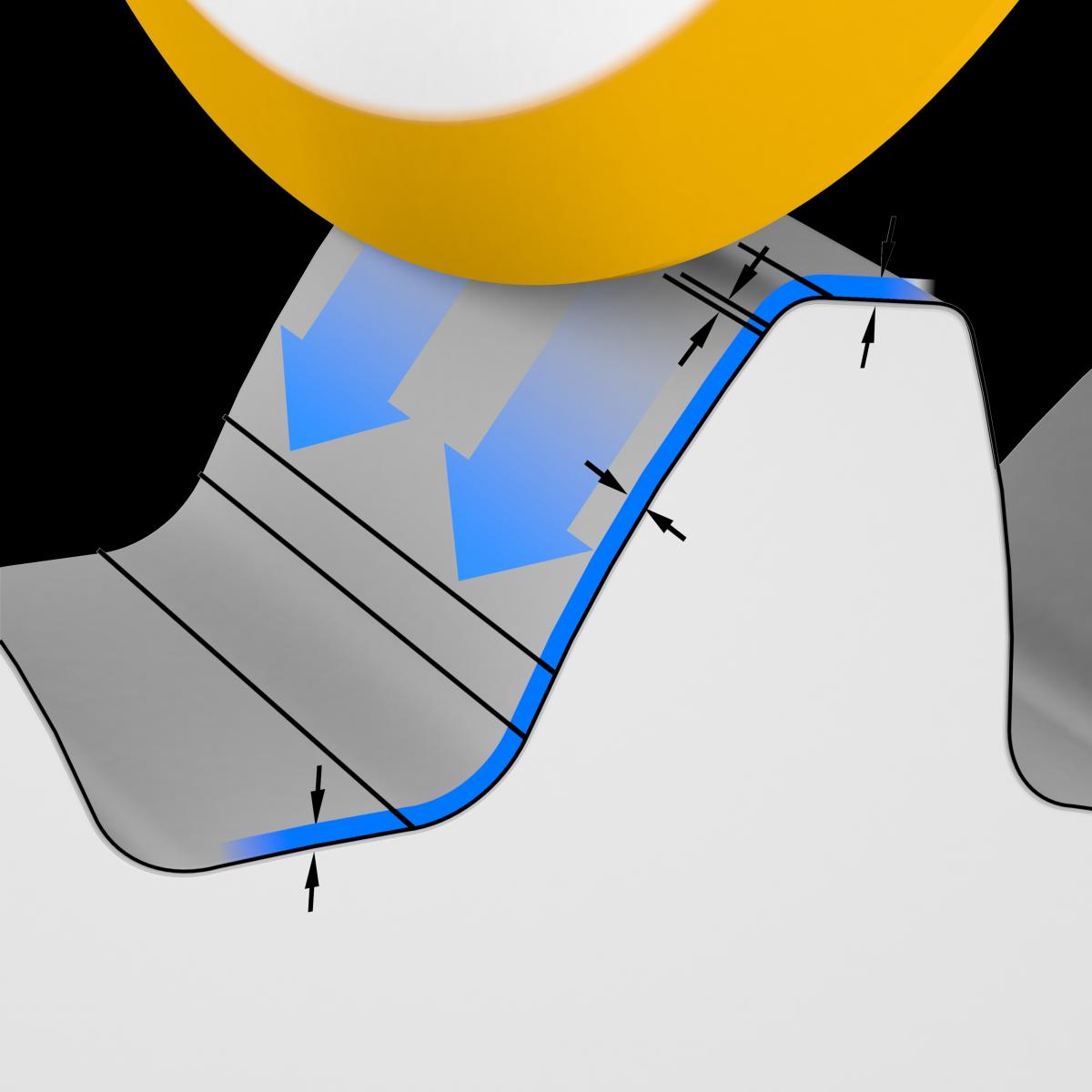
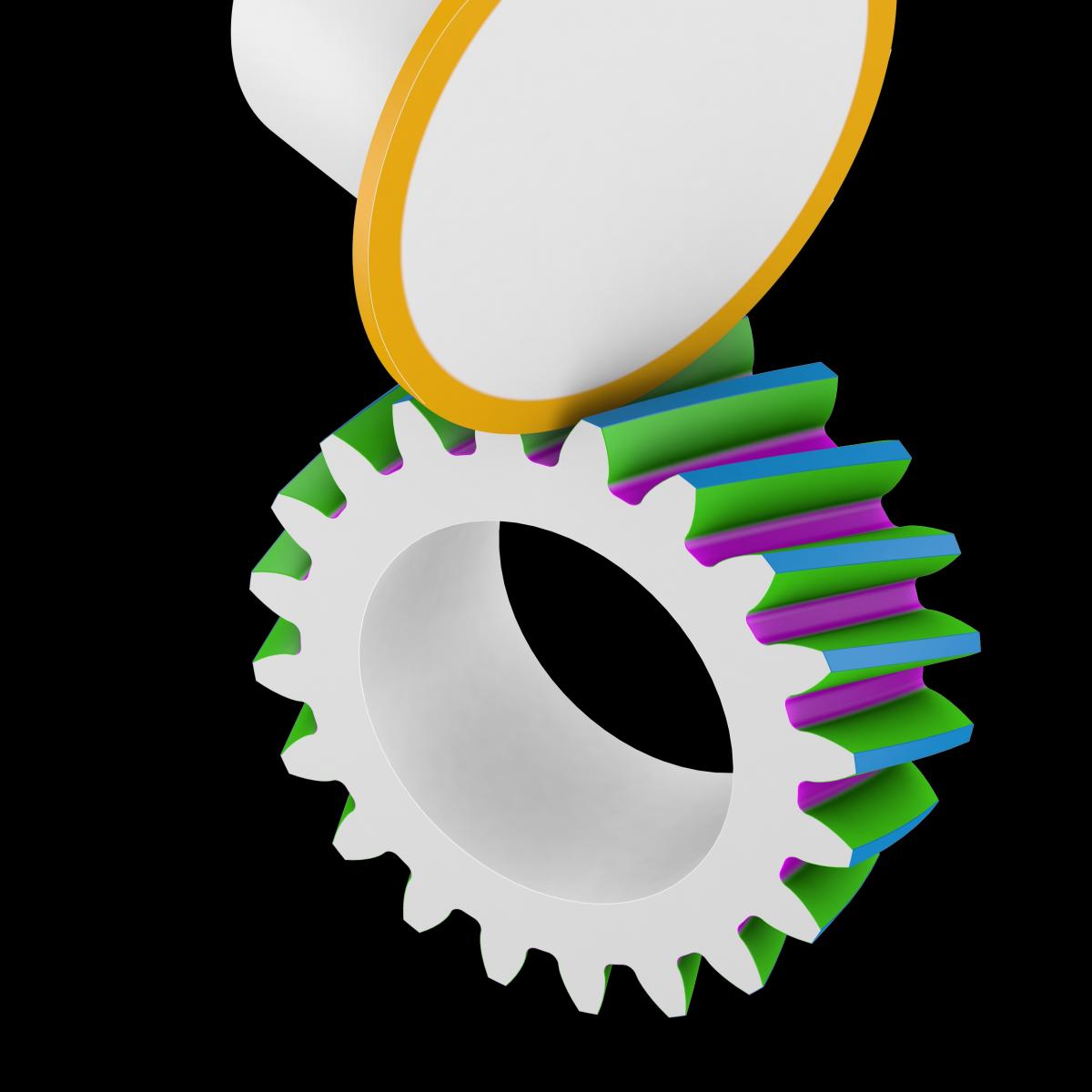
Рис. 2. Программа ЧПУ с помощью ПО InvoMilling 1.0: 1 шаг — определение параметров шестерни; 2 шаг — выбор стратегии обработки и режимов резания; 3 шаг — симуляция процесса обработки, генерирование управляющей программы
SpiroGrooving для нефтегазовой отрасли
Следующая технология создана для нефтегазовой промышленности. Речь об обработке деталей с канавками API под стопорные кольца. Это золотники, клапаны, насосы.
Детали изготавливают из дорогостоящих материалов — нержавеющей стали и сплавов инконель. Надёжность обработки критически важна на всех этапах. Канавки под стопорные кольца выполняют на одной из последних операций. Требования крайне высоки:
- ✔️ обработка в пределах допусков;
- ✔️ соблюдение сроков;
- ✔️ экономическая эффективность.
Главная задача — обеспечить надёжную, стабильную, гибкую и эффективную обработку. Традиционные методы имеют чрезмерно высокую себестоимость. Причины — низкая скорость и многопроходная стратегия резания. Производительность неконкурентоспособна. Обработку осложняет вибрация.
Инженеры Sandvik Coromant создали решение — SpiroGrooving. Это простой, но высокотехнологичный метод изготовления канавок под уплотнительные кольца.
Эффективность обработки канавок под уплотнения
SpiroGrooving — инновационное решение для надёжной и эффективной обработки канавок под уплотнительные кольца на невращающихся деталях. Технология включает:
- ➤ новую стратегию обработки;
- ➤ оптимизированный режущий инструмент;
- ➤ генератор NC-кодов.
Ключевое новшество — траектория перемещения инструмента. Она представляет собой круговое врезание под углом со сходом на конус при заданном шаге для каждого оборота. Генератор NC-кодов вычисляет траекторию на основе нескольких вводных параметров.
Инструмент для SpiroGrooving спроектирован на базе системы для растачивания CoroBore® XL. Конструкция:
- ★ две V-образные режущие пластины;
- ★ ползуны;
- ★ резцовые вставки с независимой радиальной регулировкой.
Инструмент крепится на станке через соединение Coromant Capto®. Эта быстросменная система обеспечивает значительный рост коэффициента использования станка. Дополняется большим разнообразием удлинителей и переходников.

Рис. 3. Инструмент CoroBore XL для обработки канавок под стопорные кольца методом SpiroGrooving
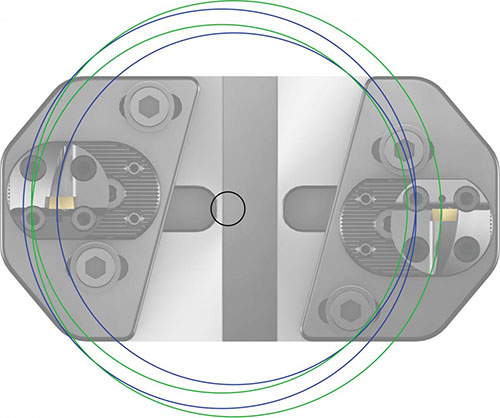
Рис. 4. Траектория перемещения инструмента методом SpiroGrooving
Преимущества SpiroGrooving впечатляют:
| Параметр | Традиционный метод | SpiroGrooving |
|---|---|---|
| Время обработки | Базовое | Сокращение в 2-4 раза |
| Количество инструментов | Комплект на каждый диаметр | Один инструмент на ряд диаметров |
| Количество проходов | Многопроходная обработка | Черновая и чистовая за один проход |
| Инструментальные запасы | Большие | Минимальные |
Модульный инструмент относится к стандартному ассортименту с короткими сроками поставки. Один инструмент SpiroGrooving охватывает целый ряд диаметров. Это обеспечивает гибкость производства и сводит к минимуму инструментальные запасы.
Интерполяционное точение: универсальный метод для несимметричных деталей
Sandvik Coromant ведёт интенсивную работу по созданию инструментальных решений для нефтегазовой и аэрокосмической промышленности. Задача — разработать универсальный и простой метод обработки тел вращения на несимметричных деталях.
Традиционно эту операцию выполняют на горизонтально-расточных станках. Или на стандартных обрабатывающих центрах с применением специального расточного инструмента. Когда нужна профильная обработка, требуется:
- ✖️ фрезерование методом круговой интерполяции;
- ✖️ применение расточной головки с осью W.
Специалисты Sandvik Coromant предложили новый метод интерполяционного точения. Он позволяет легко обрабатывать тела вращения на несимметричных деталях.
Суть метода — инновационная функция шпинделя. Она синхронизирует положение вершины инструмента в зависимости от координат X и Y. Это даёт возможность интерполировать (преобразовать) движения по осям X и Y во вращательное движение инструмента вокруг оси обрабатываемой поверхности.
Метод повышает гибкость производства. Обрабатывающие центры с модульными инструментами заменяют специализированные расточные станки. Деталь можно обработать полностью, не перемещая её. Всё это снижает издержки производства и повышает качество деталей.
Инструментальные решения нового поколения
Для нового метода адаптировали ряд инструментальных решений:
- → расточной инструмент CoroBore® XL с осевым закреплением быстросменных резцовых головок Coromant Capto®;
- → антивибрационные расточные оправки Silent Tools® с резцовыми головками CoroTurn® SL для обработки отверстий глубиной от 6 до 10×D;
- → расточной инструмент CoroBore® 825 с резцовыми головками SL.
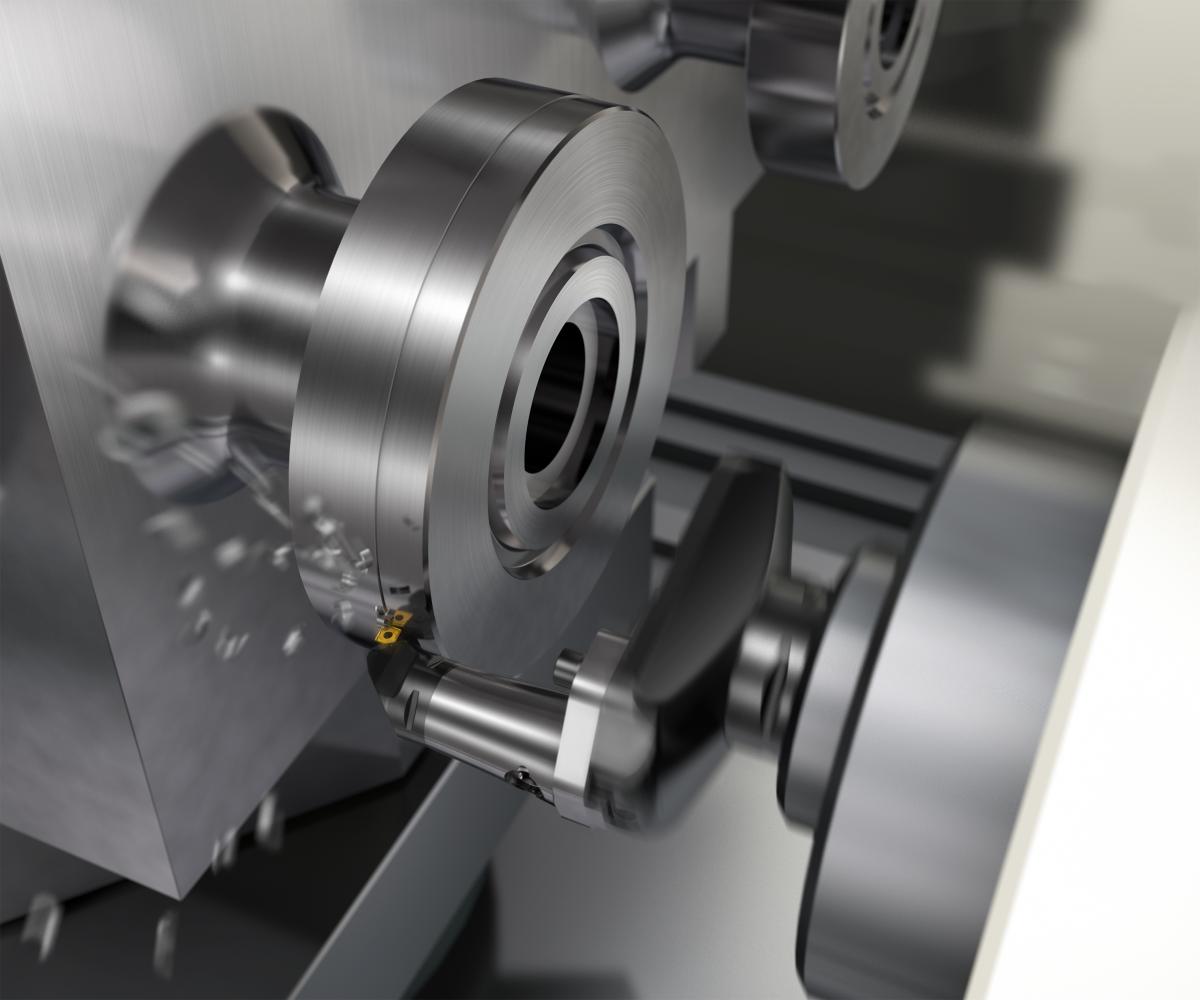
Рис. 5. Интерполяционное точение поверхности тела вращения инструментом CoroBore XL с быстросменной головкой
Все эти инструменты относятся к стандартному ассортименту. Обладают быстросменностью и модульностью. Что удобно для производства.
| Инструмент | Применение | Особенности |
|---|---|---|
| CoroBore® XL | Расточка с быстросменными головками | Coromant Capto®, осевое закрепление |
| Silent Tools® | Глубокая расточка (6-10×D) | Антивибрационные оправки, CoroTurn® SL |
| CoroBore® 825 | Универсальная расточка | Резцовые головки SL |
Sandvik Coromant ориентируется на потребности определённых отраслей. Компания предлагает узкоспециализированные технологии. Одновременно учитывает общие требования промышленности. Sandvik Coromant следит за всеми тенденциями в обработке металлов и стремится оперативно реагировать на них.
Подробную информацию смотрите на сайте:
www.sandvik.coromant.com/ru

