Изгибная и контактная выносливость зубьев
Зубчатые передачи работают в жёстких условиях. Значительные циклические нагрузки, высокие окружные скорости, передаваемые мощности — всё это требует соответствующих прочностных свойств. Без вариантов.
Объективный критерий оценки прочности — изгибная и контактная выносливость зубьев. Это факт.
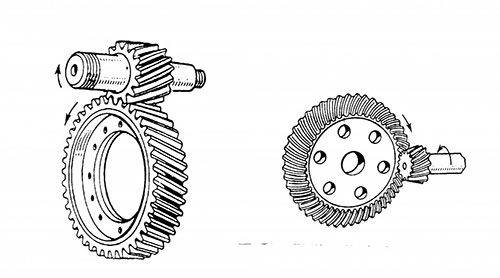
Рис. 1. Зубчатые передачи: а) цилиндрические, б) конические
Изгибная выносливость зубьев характеризует сопротивление усталостным поломкам. Зависит от уровня изгибных напряжений в основании зуба, характера и места приложения силы, действующей нормально к боковой поверхности.
Нормальную силу определяют через окружную силу Рокр по формуле:
Рн = Рокр / cos α
где α — угол зацепления.
Максимальные напряжения изгиба возникают в основании зуба — в области сопряжения боковой поверхности и впадины. На стороне зуба, к которой прилагается сила (точка С), действуют напряжения растяжения. На противоположной стороне (точка D) — напряжения сжатия.
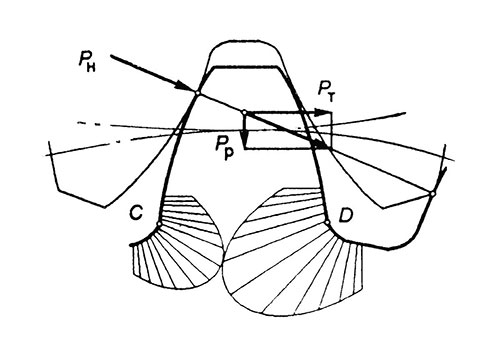
Рис. 2. Схема действия нормальной силы: Рр и Рт — радиальная и тангенциальная составляющие
Контактная выносливость зубьев — это сопротивление типовым отказам боковых поверхностей:
- ✓ питингу;
- ✓ микропитингу;
- ✓ заеданию;
- ✓ износу под действием высоких контактных напряжений.
Определяется точностью изготовления, формой и расположением пятна контакта сопряжённых зубьев, твёрдостью поверхностей, наличием качественной смазки, высотой и структурой микронеровностей, уровнем контактных напряжений.
Термическая и химико-термическая обработка
Для обеспечения хороших эксплуатационных свойств зубчатые колёса из стали подвергают термической и химико-термической обработке (ХТО).
| Вид обработки | Предел выносливости при изгибе, МПа | Предел контактной выносливости, МПа | Твёрдость HRC (HV) |
|---|---|---|---|
| Улучшение (легированные стали) | 200-350 | 570-920 | 18-41 (200-400) |
| Газовое азотирование | 520-690 | 1150-1450 | 57-63 (700-850) |
| Цементация, нитроцементация | 400-700 | 1250-1650 | 55-63 (650-850) |
Улучшение — термическая обработка, при которой нагретую до 800-930°С сталь закаливают (быстрое охлаждение в воде или масле до мартенситной структуры). Затем для получения высокой вязкости и пластичности производят отпуск после повторного нагрева.
Достигают максимальную твёрдость поверхности зубьев ≈ 41 HRC. Но этого недостаточно для требуемой долговечности при высоких нагрузках. Поэтому улучшение часто применяют для подготовки сердцевины зуба (твёрдость 33-45 HRC) под последующие азотирование, цементацию или нитроцементацию.
Температуру отпуска после улучшения выбирают приблизительно на 20°С выше температуры последующей ХТО. Это позволяет избежать снижения твёрдости и значительных изменений размеров.
Типичное содержание углерода для улучшаемых сталей — 0,22-0,5%. Среди них:
- → не легированные: 35, 40, 45;
- → легированные: 40Х, 38ХА, 40ХН, 45ХМФА, 50ХГФА.
Азотирование: преимущества и ограничения
Азотирование — процесс насыщения азотом поверхности стали при температуре 500-580°С. В качестве азотосодержащего газа используют аммиак, который при высокой температуре распадается на азот и водород.
Температура при азотировании ниже температуры фазовых превращений. Поэтому зубчатые колёса имеют незначительные деформации. Азотированию подвергают колёса мелкого (m ≤ 2 мм) и среднего (m = 2-7 мм) модуля.
Рекомендуемые значения толщины азотированного слоя:
| Модуль, мм | 1,3-1,6 | 2,5-3,2 | 4,2-6,3 |
|---|---|---|---|
| Глубина слоя, мм | 0,13-0,33 | 0,3-0,5 | 0,41-0,7 |
К азотируемым относятся стали, легированные молибденом, хромом, ванадием, титаном, алюминием. Эти элементы затрудняют диффузию азота, уменьшают толщину слоя, но значительно повышают твёрдость поверхности до 65-67 HRC.
Однако высокая хрупкость поверхностного слоя не всегда позволяет использовать азотированные передачи в условиях высоких динамических нагрузок.
Экспериментальные исследования на АМО ЗИЛ процесса газового азотирования цилиндрических зубчатых колёс (mn = 3,5 мм, z = 31, α = 25°, β = 20°) из сталей 38Х2Н2МА, 40ХН2МА и 38Х2МЮА показали: для достижения глубины слоя Нδ = 0,5-0,55 мм требуется время t = 55-65 часов.
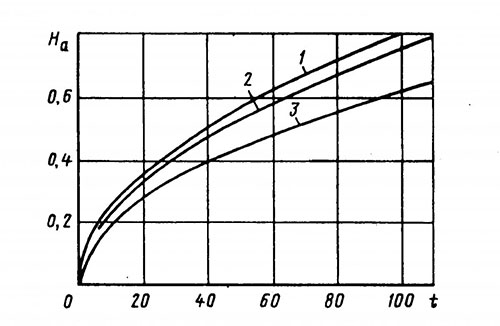
Рис. 3. Зависимость глубины азотированного слоя Нδ от времени t: 1-40ХН2МА, 2-38Х2Н2МА, 3-38Х2МЮА
Низкая производительность и большие энергозатраты. Несмотря на незначительные деформации, применение ограничено. Хрупкость и небольшая глубина слоя сокращают область применения для колёс с контактными напряжениями не выше 800 МПа.
Цементация и нитроцементация
Для эффективного упрочнения широко применяют цементацию и нитроцементацию. Исследования доктора технических наук, профессора В. М. Зинченко позволили установить основные преимущества по сравнению с азотированием:
- ➤ Широкий диапазон регулирования толщины упрочнённого слоя;
- ➤ Возможность проведения ХТО из экономно легированных сталей (низко- и среднелегированных);
- ➤ Высокая производительность с возможностью закалки после подстуживания или непосредственно с температуры насыщения;
- ➤ Высокие показатели изгибной и контактной выносливости.
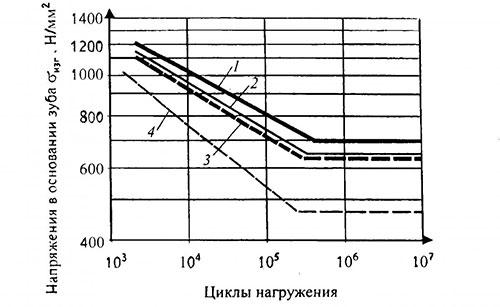
Рис. 4. Усталостная изгибная прочность: 1, 3 — после шлифования, 2, 4 — без шлифования
Зубчатые колёса после цементации имеют более высокие показатели по изгибной выносливости по сравнению с азотированными. Шлифование боковых поверхностей и дна впадины после ХТО позволяет повысить изгибную выносливость как цементованных, так и азотированных колёс.
Цементация — насыщение поверхности углеродом при высоких температурах. Применяют для сталей с содержанием углерода 0,10-0,25%.
Температура насыщения составляет 930°С и более. По завершении науглероживания непосредственно с температуры цементации или после незначительного подстуживания (для сталей с менее 2% никеля — 20Х, 25ХГТ, 25ХГМ) выполняют охлаждение (закалку).
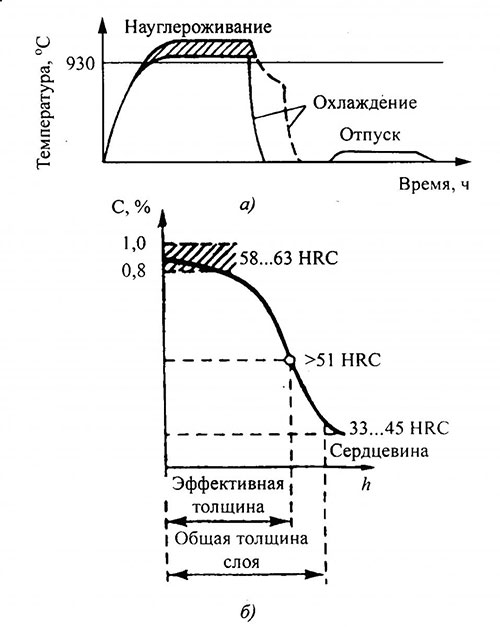
Рис. 5. Схемы: а) химико-термического процесса, б) строения термически упрочнённого поверхностного слоя
Нитроцементация — процесс насыщения поверхности стали углеродом и азотом. По сравнению с цементацией:
- ★ снижается температура нагрева в среднем на 100°С;
- ★ уменьшается цикл обработки;
- ★ снижается изменение формы и размеров после закалки.
При газовой нитроцементации в смесь цементирующего газа добавляют около 10% аммиака. Достигается необходимая толщина диффузионного слоя. С точки зрения минимальной деформации газовая нитроцементация предпочтительна, но требует тщательного контроля.
Для снижения напряжений и сохранения высоких значений твёрдости и износостойкости после цементации и нитроцементации с закалкой применяют низкий отпуск при температуре 150-220°С.
Параметры упрочнённого слоя
Благоприятное сочетание упрочнённого слоя включает:
1. Микроструктура — мартенсит и равномерно распределённый аустенит (25-30%). Для высоконагруженных колёс содержание остаточного аустенита желательно уменьшить до 15-25%. Допускается незначительное количество мелких изолированных карбидов и карбонитридов.
2. Концентрация углерода на поверхности зубьев должна составлять в среднем 0,8-1,1%. Для колёс, работающих при высоких контактных нагрузках и значительном износе, целесообразно повысить до 1,1-1,4%. В сердцевине — исходное значение (0,15-0,25%).
3. Эффективная толщина упрочнённого слоя hэф — поверхностная часть слоя, имеющего твёрдость ≥ 51 HRC. Определяется в зависимости от модуля зубчатого колеса, изгибных и контактных напряжений.
4. Твёрдость сердцевины рекомендуется в диапазоне 33-45 HRC. Учитывая, что начальный очаг усталостного разрушения развивается на боковых поверхностях или во впадине, прочность и пластичность упрочнённого слоя — определяющий фактор.
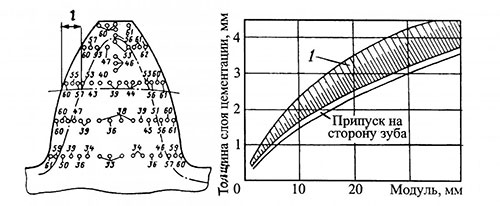
Рис. 6. а) Схема распределения твёрдости в сечении зуба, б) толщина слоя цементации в зависимости от модуля
Стабильно высокие эксплуатационные свойства достигают при благоприятном сочетании толщины упрочнённого слоя и прочности сердцевины зубьев.
Эффективная толщина слоя hэф зависит от нормального модуля mn:
Максимальные значения по изгибным напряжениям σизг получают при hэф = 0,1mn. Поэтому для колёс, где напряжения на изгиб решающие:
hэф = 0,1mn + Zmax
где Zmax — максимальный припуск на финишную операцию на сторону зуба.
Контактные напряжения σкон достигают максимума при hэф > 0,25mn. Для колёс, где важны контактные напряжения:
hэф ≥ 0,25mn + Zmax
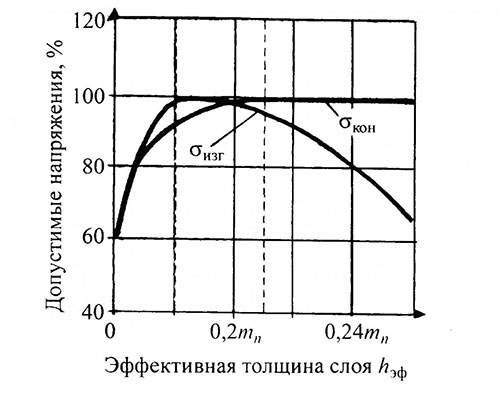
Рис. 7. Влияние эффективной толщины слоя на изгибные σизг и контактные σкон напряжения
Вакуумная газовая цементация
Технологию газовой цементации (нитроцементации), как правило, производят в автоматизированных проходных или камерных печах в контролируемой эндотермической атмосфере из природного газа или пропан-бутановой смеси.
Но такая технология имеет недостатки:
- ✖️ большой расход атмосферы и высокие затраты на её изготовление;
- ✖️ постоянный выброс СО2 и СО в окружающую среду;
- ✖️ окисление рабочих поверхностей, снижающее твёрдость и контактную прочность;
- ✖️ большие энергетические расходы и трудоёмкость.
Всё более широкое применение получает газовая вакуумная цементация. Хотя вакуумная цементация с использованием ацетилена известна давно (авторское свидетельство СССР В. Крылова № 668978 от 28.06.1979 г.), потребовались десятилетия для разработки специальных вакуумных печей и режимов.
Наилучшие результаты достигнуты при применении вакуумной цементации в комбинации с последующей закалкой газом (гелий, азот) под давлением.
В отличие от атмосферной, вакуумную цементацию выполняют при низком давлении в среде газов:
- ☑️ пропана (содержание углерода С ≥ 82%);
- ☑️ ацетилена (С ≥ 92%);
- ☑️ или их смеси.
Эти газы обладают при 900-1050°С высокой скоростью диссоциации. Вследствие более высокого содержания углерода ацетилен используют, главным образом, для колёс со сложной геометрической формой. Чтобы исключить внутреннее окисление, необходимо использовать только чистый ацетилен.
Типовой вакуумный процесс начинается с создания вакуума в печи и нагрева заготовок в среде азота. Его производят при атмосферном давлении от 1 до 20 мбар после нагрева до температуры цементации и подачи науглероживающего газа.
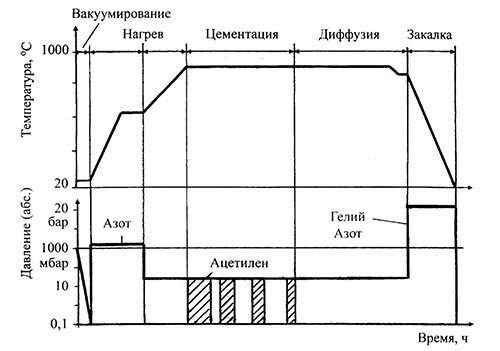
Рис. 8. Схема процесса вакуумной цементации и последующей закалки газом под давлением
Вакуумная цементация характеризуется очень высокой скоростью передачи углерода. Поэтому значительно снижается продолжительность процесса.
Чтобы избежать образования карбидов (особенно в области головки зуба), вакуумную цементацию проводят импульсами — чередованием коротких фаз насыщения углеродом и продолжительных фаз диффузии внутрь заготовки.
Цель фазы диффузии — снижение концентрации углерода на поверхности, например, до 75% максимального насыщения перед следующей фазой подачи газа. Пульсирующий процесс гарантирует получение равномерных, хорошо сформированных науглероженных слоев на всех поверхностях, включая дно впадины.
Преимущества вакуумных технологий
Большое преимущество газового науглероживания при низком давлении — возможность значительного повышения производительности и сокращения затрат энергии и цикла изготовления.
Повышение температуры насыщения с 950°С до 1050°С (для достижения толщины слоя 1,2 мм при mn=3,5 мм, z=31, α=35°, β=20°) позволяет снизить время цементации приблизительно на 60%.
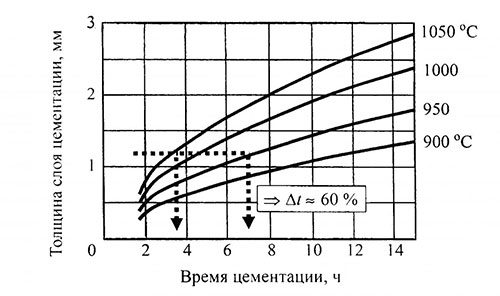
Рис. 9. Зависимость времени вакуумной газовой цементации от температуры
Обычно росту температуры сопутствует укрупнение зерна и грубая микроструктура. Но короткое время науглероживания, а также целевое легирование микроэлементами (Al, Ti, Nb) позволяют стабильно достигать мелкозернистую структуру.
Очень важно: при вакуумной цементации не происходит окисления поверхностного слоя. При атмосферной цементации присутствующий в газовой атмосфере кислород вступает в реакцию с железом и легирующими элементами. В приповерхностной зоне глубиной 0,02-0,03 мм возникают окислы и перлитные образования с невысокой твёрдостью.
Если на контактную износостойкость окисление не оказывает существенного влияния, то на изгибную — воздействие решающее. У большинства колёс дно впадины после ХТО механически не обрабатывается, поэтому окислы и включения перлита способствуют снижению допустимого предела выносливости при изгибе в основании зуба.
Для повышения изгибной выносливости после атмосферной цементации и закалки производят:
- → дробеструйную обработку дна впадины;
- → шлифование всей впадины, включая основание.
Финишная обработка после ХТО
В процессе ХТО цилиндрические и конические зубчатые колёса деформируются. Точность зубьев снижается на 1-2 степени (соответственно по ГОСТ 1643-81 и ГОСТ 1758-81).
После ХТО применяют финишные операции:
- ✔️ зубошлифование;
- ✔️ зубофрезерование и зубонарезание твёрдосплавными инструментами;
- ✔️ зубохонингование;
- ✔️ зубопритирку.
Эти операции позволяют существенно снизить погрешности зубьев и повысить эксплуатационные свойства передач.
Припуск на финишную операцию должен быть минимальным, но достаточным для устранения погрешностей, возникших при ХТО. Это позволит лишь незначительно уменьшить эффективную толщину упрочнённого слоя.
Температурно-временные параметры ХТО в значительной степени зависят от химического состава применяемых сталей и имеющегося оборудования.
ЗАКЛЮЧЕНИЕ
Промышленное использование технологии вакуумной газовой цементации (нитроцементации) позволило выявить основные преимущества по сравнению с аналогичными процессами в атмосферной среде:
- Короткое время процесса при высоком потоке углерода;
- Отсутствие поверхностного окисления;
- Равномерность толщины науглероженного слоя;
- Возможность проведения процесса при высоких температурах до 1080°С;
- Низкое энергопотребление и отсутствие выбросов СО2 и СО;
- Возможность создания непрерывного высокопроизводительного процесса ХТО с последующей закалкой газом под давлением;
- Возможность встраивания ХТО в линию механической обработки.
Результаты впечатляют. Вакуумные технологии — это будущее упрочнения зубчатых колёс. Однозначно.
А. С. Калашников, д. т. н., профессор
Московский государственный машиностроительный университет (МАМИ)
e-mail: alexandr_kalashnikov45@rambler.ru
Литература
- Зинченко В. М. Инженерия поверхности зубчатых колёс методами химико-термической обработки. М.: Издательство МГТУ им. Н. Э. Баумана, 2001. 302 с.
- Калашников А. С., Моргунов Ю. А., Калашников П. А. Современные методы обработки зубчатых колёс. М.: Издательский дом «Спектр», 2012. 238 с.
- Loser K. Innovative Warmebehandlungsprozesse und — anlage in der Getribeproduktion. Доклад на конгрессе «GETPRO», Германия, Вюрцбург, март 2007. 15 с.
- Шандров Б. В., Моргунов Ю. А., Калашников П. А. Экспериментальные исследования припусков при непрерывном обкатном зубошлифование. — Справочник. Инженерный журнал №11. М.: Машиностроение, 2007. С. 17-22.
- Bausch Tomas. Innovative Zahnradfertigung. Expert verlag GmbH, D-71268, Reningen, Germany, 778 s.
- Елисеев Ю. С., Крымов В. В., Нежурин И. П., Новиков В. С., Рыжов Н. М. Производство зубчатых колёс газотурбинных двигателей. «Высшая школа», Москва, 2001, 495 с.

