
Рис. 1. Пример маркировки
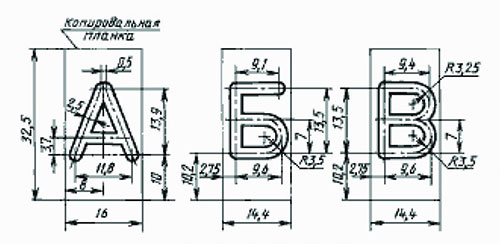
Рис. 2. Исполнительные размеры шрифта Пр3 высотой 16 мм на копировальных планках
Сейчас инженеры на многих предприятиях при разработке технологии изготовления выбирают самый привычный метод маркировки. Именно поэтому в чертежах даже современных деталей появляется требование маркировать по устаревшему ГОСТ 26.008-85 – «шрифты для надписей, наносимых методом гравирования». Большинство специалистов знакомы с этим стандартом по названию шрифтов – Пр3, Пр41. ГОСТ 26.008-85 позволяет маркировать детали двумя способами – вручную и при помощи гравировального станка. Оба варианта заставляют специалистов сталкиваться с разного рода проблемами.
Главные недостатки ручной маркировки – низкая скорость, человеческий фактор и качество. Однако, их можно избежать, используя гравировально-фрезерные станки. Но и эта технология имеет ряд ограничений, среди которых: недостаточная скорость для серийной маркировки, дороговизна и сложность гравировального оборудования, необходимость высокой квалификации гравировщика.

Рис. 3. Ручная маркировка
И все-таки, при гравировке станком, надпись получается качественной, маркировку можно наносить на тонкостенные конструкции и мягкие металлы. Поэтому этот метод хорошо себя зарекомендовал на рынке художественной гравировки сувенирной продукции.
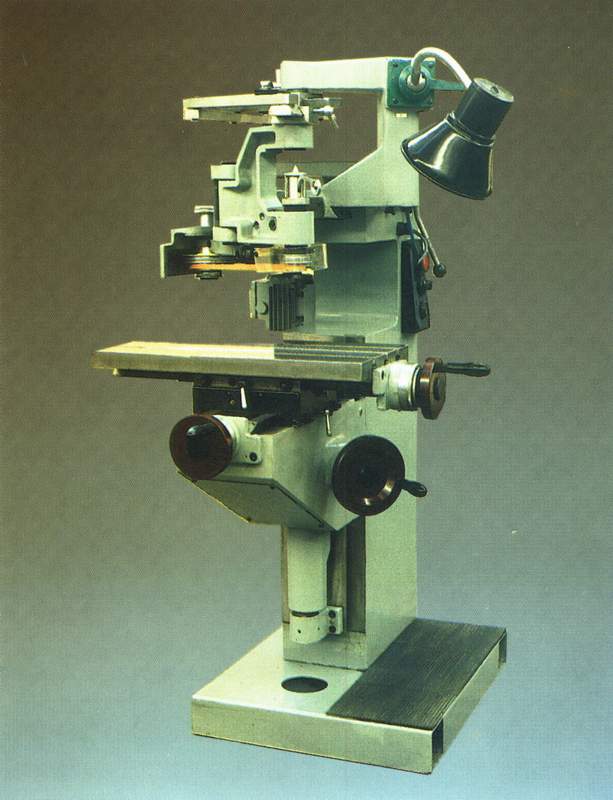
Рис. 4. Гравировально-фрезерный станок
Реальная ситуация, с которой сталкиваются технологи на предприятиях – необходимость маркировать детали по ГОСТу 26.008-85. В процесс производства новой продукции время на гравировку существенно превышает такт выпуска, гравировальные станки давно пора списывать, а найти профессионального гравера на рынке труда практически невозможно. И тогда не остается ничего друго-го, как искать компромиссные решения по маркировке, которые могут быть близки к ГОСТу.
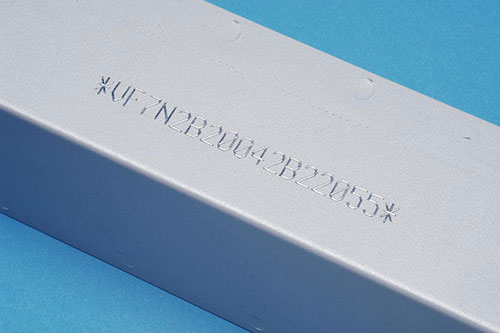

Рис. 5, 6. Ударно-точечная маркировка
Стоит сразу заметить, что полностью заменить гравировку невозможно, так как при других способах маркировки нельзя получить 100% соответствия по размерным характеристикам шрифта, размерам профиля, углам и радиусам округления. Поэтому часть предприятий, особенно военно-промышленного комп-лекса, просто не могут отступить от требования стандарта. Но остальные могут выбирать компромиссные решения, которые близки к установленному ГОСТу, например – ударно-точечную или лазерную маркировку.

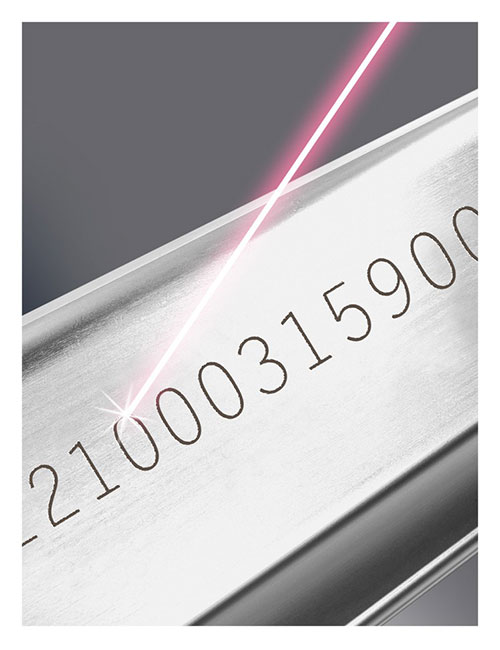
Рис. 7, 8. Лазерная маркировка
Первая выполняется с помощью нанесения на поверхность металла или пластика серии точек, множество которых формирует линию надписи. Оборудование для маркировки такого типа может быть: портативным (для ручной маркировки крупногабаритных изделий), стационарным (для маркировки небольших деталей весом до 20 кг) и интегрируемым (для встраивания в конвейерные системы для полной автоматизации процесса маркировки).
В зависимости от масштабов производства можно выбрать бюджетную серию оборудования для мелкосерийной маркировки или промышленную с рекомендуемой нагрузкой до 3000 изделий.
Среди прочих преимуществ ударно-точечной маркировки отдельно можно выделить:
- высокую скорость нанесения: в 23 раза быстрее по сравнению с ручным способом;
- автоматизацию процесса: сокращается влияние человеческого фактора;
- автоматизацию процесса учета производства: сохраняется история маркировки каждой детали;
- низкую стоимость обслуживания маркировочного оборудования.
Несмотря на то что ударно-точечная маркировка не полностью соответствует ГОСТу на гравировку в некоторых параметрах, но как показывает практика, преимущества такой маркировки значительно перевешивают все недостатки устаревшего стандарта. А наш опыт, к тому же, показывает, что качество ударно-точечной маркировки устраивает примерно 83% предприятий, которые ищут замену ретро-
методу.

Рис. 9, 10. Пример современного оборудования для маркировки
Лазерная маркировка металла и пластика также способна успешно заменить гравировку. При использовании лазера очевидным преимуществом является значительное увеличение скорости маркировки и полное отсутствие расходных материалов. Подобная технология хорошо зарекомендовала себя на предприятиях с крупносерийным типом производства, так как скорость такой маркировки может достигать до 300 символов в секунду.
Использовать устаревшее оборудование или сделать шаг навстречу инновациям – выбор за Вами. А сделать его помогут специалисты, которые проконсультируют и выполнят пробную маркировку с помощью любого типа оборудования.
Приглашаем вас посетить стенд ЗАО «ЮНИТ МАРК ПРО» в павильоне Форум на выставке «Металлообработка-2013», которая пройдет с 27 по 31 мая в ЦВК «Экспоцентр». Ведущие специалисты по маркировке помогут найти для вас решение современной замене гравировки.
Максим Мищенко
ЗАО "ЮНИТ МАРК ПРО"
Официальный дистрибьютор SIC Marking в России
Тел. +7 (495) 748-09-07
www.sic-marking.ru
<"

