Благодаря универсальности и простоте технологии оборудование для газопламенной обработки материалов поддается высокой степени механизации и автоматизации. Но так ли все просто на практике?
В настоящей статье предлагается рассмотреть концепцию нового подхода к понятиям механизация и автоматизация процессов газопламенной обработки материалов. В основе ее лежит возможность оснащения существующей и вновь разрабатываемой техники модулем управления и следящей аппаратурой, которые позволят связать управление перемещением машины, управление энергоносителями и автоматическое определение исходных данных в единую систему.
Применение указанного решения позволит обеспечить переход от стадии управления перемещением в машинах газовой резки МГР (движение портала и суппортов) к стадии управления всем технологическим процессом, исходя из текущих условий.
То есть создать полностью саморегулирующийся комплекс, выполняющий не только команды оператора в соответствие с какой-либо программой, но и имеющий возможность самостоятельно корректировать технологические параметры процесса без вмешательства оператора, реагируя в процессе работы на изменение условий работы.
Потенциал механизации газопламенной обработки
Универсальность технологии
Газопламенная обработка материалов — одна из самых распространенных технологий в металлообработке. Почему?
Все просто: технология проверена десятилетиями, оборудование относительно недорогое, а возможности — широкие. От резки до сварки, от наплавки до поверхностной закалки.
Но есть проблема: большинство процессов до сих пор зависят от квалификации оператора. А это — человеческий фактор. Ошибки, брак, простои.
Новый подход к автоматизации
Схема системы автоматизации комплекса газовой резки представлена на рисунке.
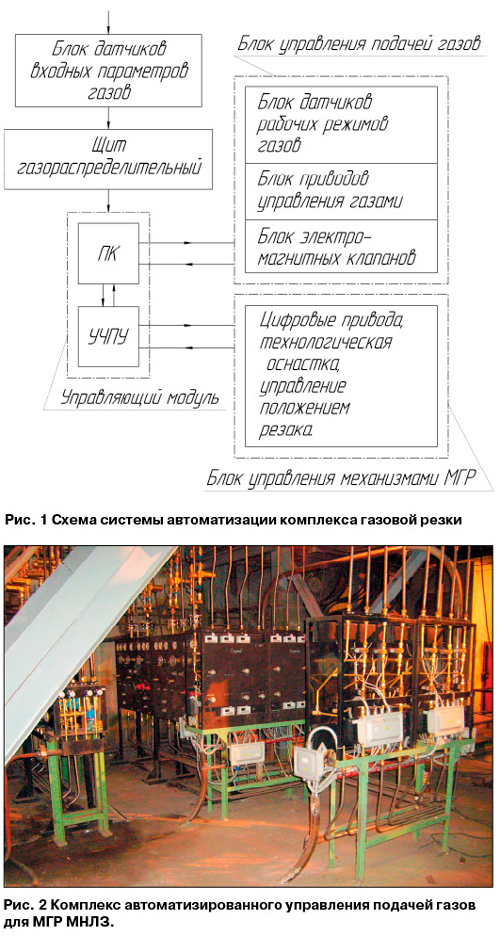
Рис. 1. Схема системы автоматизации комплекса газовой резки
Идея проста: связать все системы воедино. Движение механизмов, подача газов, контроль параметров — все должно работать как единый организм.
Современные машины газовой резки с ЧПУ
Распространенность оборудования
Сегодня самым распространенным представителем высокотехнологичного оборудования для газопламенной обработки материалов являются машины термической резки с числовым программным управлением.
Сфера применения МГР огромна — они эксплуатируются на подавляющем большинстве предприятий, где в больших объемах производится обработка металлов.
От небольших мастерских до гигантов металлургии — везде нужны точные и производительные машины резки.
Принцип работы УЧПУ
Рассмотрим работу машины газовой резки, оснащенной системой числового программного управления.
В УЧПУ, которой оснащена МГР, заложена программа выполнения процесса резки материала в зависимости от исходных данных, которые перед началом работы вводит оператор.
В качестве исходных данных вводятся:
| Параметр | Назначение | Влияние на процесс |
|---|---|---|
| Геометрические размеры изделия | Определение контура резки | Точность деталей |
| Скорость резки | Производительность | Качество кромки |
| Направление резки | Последовательность операций | Деформации металла |
| Ширина реза | Компенсация инструмента | Размеры деталей |
| Время подогрева металла | Подготовка к резке | Качество начала реза |
Система автоматического раскроя
Большинство УЧПУ МГР оснащены программой автоматического раскроя. Это обеспечивает порезку деталей нескольких конфигураций на одном листе при оптимальном их расположении, что позволяет добиться уменьшения расхода металла.
Экономия материала — серьезный фактор. Особенно при больших объемах производства.
Проблемы автоматизации процесса резки
Ручное управление газами
После ввода данных в УЧПУ оператор на газораспределительном щите устанавливает параметры энергоносителей (газов) с учетом состава и толщины разрезаемого металла.
После выполнения указанных действий оператор производит поджиг резаков и запускает МГР в работу. Вырезка деталей ведется с применением системы автоматического раскроя или по индивидуальным данным.
В процессе резки программа, заложенная в УЧПУ, выдерживает следующие параметры:
- ✓ Скорость резки
- ✓ Геометрические размеры вырезаемых деталей
- ✓ Расстояние от одной вырезаемой детали до другой
- ✓ Место последующей врезки и величину участка врезки
- ✓ Открытие-закрытие электромагнитных клапанов подачи газов
Для обеспечения равномерного расстояния между торцем мундштука резака и металлом применяются системы автоматического слежения.
Проблема контроля давления
Что касается управления газами, то оно в процессе работы МГР осуществляется оператором.
Перед началом работы МГР давления газов согласно технической характеристике устанавливаются оператором при помощи редукторов на газовом пульте МГР.
Во избежание срыва процесса резки оператор обязан следить за величиной давления подаваемых газов и при необходимости обеспечивать их регулировку до необходимой величины, а при невозможности регулировки — остановить работу машины.
Получается: машина «умная», а газы — вручную. Где логика?
Влияние человеческого фактора на качество
Анализ работы МГР с УЧПУ
Проведя анализ работы машин газовой резки, оснащенных системами числового программного управления, можно сделать следующие выводы:
| Вывод | Проблема | Последствия |
|---|---|---|
| МГР с УЧПУ обеспечивают автоматизацию получения деталей в заданных геометрических размерах | Частичная автоматизация | Зависимость от оператора |
| Система автоматического раскроя не обеспечивает повторяемости геометрических размеров деталей в случае нарушения параметров подаваемых газов | Отсутствие связи систем | Брак при нестабильном давлении |
| Точность и качество вырезаемых деталей зависит от квалификации оператора | Человеческий фактор | Нестабильное качество |
| В процессе работы оператор должен постоянно отслеживать показания приборов | Высокая нагрузка на оператора | Усталость, ошибки |
Неполная автоматизация
Из вышесказанного видно, что МГР с УЧПУ не обеспечивают полной автоматизации процесса вырезки деталей.
И так как из проведенного анализа видно, что именно работа оператора является наиболее важной составляющей в качественном выполнении работ по вырезке деталей, то появляется задача сведения к минимуму влияния человеческого фактора на технологический процесс.
Проще говоря: нужно автоматизировать то, что сейчас делает оператор.
Концепция комплексной автоматизации
Автоматизация газорегулирования
Для исключения влияния человеческого фактора на работу МГР необходимо автоматизировать работу системы газорегулирования, увязав ее с работой УЧПУ, которая обеспечивает автоматизированный раскрой металла при соблюдении заданных параметров.
Логично? Безусловно.
Взаимосвязь систем
Для исключения влияния непредсказуемых факторов на работу МГР проработана схема, по которой были взаимосвязаны системы управления движением механизмов МГР и подачи газов на резку.
Для чего газовые магистрали оснащаются датчиками расхода и давления.
Сигналы с приборов поступают в промышленный компьютер, связанный с УЧПУ МГР, с которого поступают команды:
- На устройства регулировки давлений и расходов газов
- На УЧПУ, управляющее скоростями перемещения механизмов МГР в процессе резки
Режимы работы системы
При выполнении всех заданных исходных условий система работает в установленном режиме в соответствии с заложенной технологией.
Все данные, полученные с датчиков, выводятся для контроля на монитор оператора, а также архивируются.
Это важно: можно потом проанализировать, что происходило в процессе резки. Найти причины брака, оптимизировать режимы.
Интеллектуальная система управления газами
Автоматическая регулировка
При нарушении исходных условий или какого-либо из исходных условий, датчики посылают сигнал в управляющий модуль, от которого идут команды на исполнительные устройства.
Эти устройства обеспечивают регулировку необходимого параметра или ряда параметров до нормы.
Система не просто фиксирует отклонение — она его исправляет!
Адаптация к изменяющимся условиям
При невозможности установки параметра (ряда параметров) на уровень, соответствующий исходному, управляющий модуль дает команду в УЧПУ на изменение технологических параметров процесса резки, исходя из изменившихся начальных условий.
Это уже серьезный уровень интеллекта. Система не просто поддерживает заданные параметры — она адаптируется к реальности.
Аварийная остановка
При значительном отклонении исходных параметров от технологических требований и невозможности их регулировки до значений, обеспечивающих выполнение процесса резки, система останавливает работу машины.
Оператору на монитор поступает информация с указанием выявленных нарушений.
Защита от брака — на первом месте.
Механизированный вариант
При механизированном варианте исполнения системы управления на пульт оператора выводятся кнопки и регуляторы, при помощи которых он задает исходные параметры.
Эти параметры выполняются исполнительными элементами системы (в том числе и в случае дорегулировки параметров в процессе работы).
Далее система работает, как и в автоматическом режиме.
Алгоритм работы саморегулирующегося комплекса
Последовательность действий
Как работает система на практике?
| Этап | Действие системы | Результат |
|---|---|---|
| 1. Инициализация | Считывание исходных данных из УЧПУ | Загрузка программы резки |
| 2. Контроль параметров | Непрерывный мониторинг давления и расхода газов | Получение данных с датчиков |
| 3. Анализ | Сравнение текущих параметров с заданными | Выявление отклонений |
| 4. Регулировка | Корректировка параметров через исполнительные устройства | Возврат к норме |
| 5. Адаптация | Изменение технологических параметров при невозможности регулировки | Продолжение процесса |
| 6. Аварийная остановка | Остановка машины при критических отклонениях | Предотвращение брака |
Архивация данных
Все данные, полученные с датчиков, выводятся для контроля на монитор оператора, а также архивируются.
Зачем?
Для последующего анализа. Можно выявить закономерности, оптимизировать процессы, доказать качество продукции заказчику.
Перспективы развития автоматизации
Более высокий уровень
Рассматривая более высокий уровень автоматизации машин или комплексов газовой резки можно ввести модуль, определяющий параметры разрезаемого металла.
Какие именно?
Такие как:
- ★ Габаритные размеры листа
- ★ Его температура
Интеллектуальное принятие решений
На основании этих данных и, исходя из задания на вырезаемые детали, система принимает решение об оптимальном технологическом процессе резки металла и раскрое листа.
Представьте: машина сама определяет, как лучше раскроить лист, учитывая его реальные размеры и температуру!
Это уже не просто автоматизация — это искусственный интеллект в металлообработке.
Дополнительные возможности

Рис. 2. Комплекс автоматизированного управления подачей газов
Что еще можно автоматизировать?
- ☑️ Контроль качества кромки реза в реальном времени
- ☑️ Автоматическую замену резаков при износе
- ☑️ Оптимизацию расхода газов
- ☑️ Предсказание и предотвращение дефектов
Возможности безграничны.
Практическое внедрение системы
Опыт ОАО «НКМК»
В настоящее время прототип описанной выше системы успешно работает на участке газовой резки машины непрерывного литья заготовок на ОАО «НКМК».
Комплекс автоматизированного управления подачей газов приведен на рисунке 2.
Результаты внедрения
Что дало внедрение системы?
| Показатель | До внедрения | После внедрения | Эффект |
|---|---|---|---|
| Зависимость от оператора | Высокая | Минимальная | Стабильность качества |
| Контроль параметров | Визуальный | Автоматический | Точность |
| Реакция на отклонения | Запаздывающая | Мгновенная | Меньше брака |
| Архивация данных | Отсутствует | Полная | Анализируемость |
Перспективы масштабирования
Успешный опыт ОАО «НКМК» показывает: система работает. И работает эффективно.
Что дальше?
Масштабирование на другие предприятия. Внедрение на новых машинах газовой резки. Модернизация существующего оборудования.
Путь очевиден.
Экономический эффект
Автоматизация — это не просто «модно». Это выгодно:
- Меньше брака — экономия металла
- Меньше простоев — выше производительность
- Меньше зависимость от квалификации операторов — проще подбор персонала
- Архивация данных — доказательство качества для заказчика
Инвестиции окупаются. Вопрос только времени.
Заключение
Автоматизация газовой резки — не будущее, а настоящее. Системы, связывающие управление движением и подачей газов в единый комплекс, уже работают и доказывают свою эффективность.
Человеческий фактор сведен к минимуму. Качество — на максимум.
Что еще нужно для счастья?
Разве что внедрить такие системы на каждом предприятии, где есть газовая резка.
А это, между прочим, тысячи рабочих мест по всей стране.
А.К. Никитин
Генеральный директор
ООО «СКТБ АВТОГЕНТЕХМАШ»

