В России, как и в бывшем СССР, основой применения плазменной технологии резки долгие годы остается установка АПР 403 или АПР 404. Знакомое оборудование, не правда ли?
Но время не стоит на месте. При отсутствии отечественных силовых электронных компонентов полупроводникового типа в нашей стране так и не возникло предпосылок к созданию современного, высокотехнологичного источника для плазменной резки.
Все, что удалось создать за последнее десятилетие — это различные усовершенствования к АПР 404/403 на новой импортной элементной базе. Но даже эти усовершенствования не поднимают уровень технологических возможностей отечественной плазменной резки без другого, очень важного элемента — плазматрона.
Конструкция отечественного плазматрона для АПР 404/403 принципиально не менялась уже 30 лет. Да и качество деталей и узлов всегда оставляло желать лучшего.
Состояние плазменной резки в России
Отставание от мировых стандартов
Существует огромное количество иностранных компаний, которые занимаются разработкой, производством оборудования и расходных частей для плазменной резки. Все они в той или иной степени равняются на лидеров, которые и задают планку уровня технологий.
А что в России?
Получается парадоксальная ситуация: оборудование есть, работает, но технологически устарело. И разрыв с мировыми стандартами только увеличивается.
| Параметр | Отечественное оборудование | Зарубежное оборудование |
|---|---|---|
| Конструкция плазматрона | Не менялась 30 лет | Постоянно совершенствуется |
| Точность изготовления деталей | Низкая | 0,01 мм, допуск ±0,002 мм |
| Стойкость электрода | До 300 пробивок | 1000-2500 пробивок |
| Качество реза | Нестабильное | Гарантированно стабильное |
| КПД процесса | Низкий | Высокий |
Почему это важно
Отставание в технологиях плазменной резки — это не просто техническая проблема. Это:
- ✗ Более низкое качество изделий
- ✗ Повышенный расход материалов
- ✗ Частые простои оборудования
- ✗ Дополнительные затраты на механическую обработку
- ✗ Снижение конкурентоспособности продукции
В общем, проблем хватает.
Эволюция конструкции плазматронов
Усложнение конструкции
Как видно из рисунка, современный плазматрон имеет существенно более сложную конструкцию, чем отечественный ПВР.
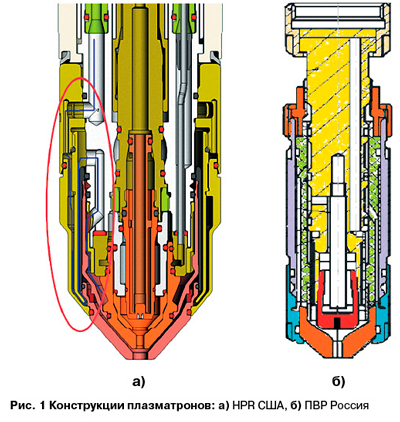
Рис. 1. Сравнение конструкций плазматронов: а) современный зарубежный, б) отечественный ПВР
Усложнение конструкции было вызвано потребностью улучшения характеристик технологического процесса плазменной резки на всех этапах: от поджига и пробивки до окончания горения дуги.
Требования к точности
Эти усовершенствования потребовали изменения всей технологии и принципов конструирования плазматронов.
Так, в частности, все детали современного плазматрона изготавливаются с точностью 0,01 мм с полем допуска до ±0,002 мм по любому размеру на высокоточном оборудовании с ЧПУ.
Представьте: две тысячных миллиметра! Это уровень прецизионной обработки.
Достигнутые улучшения
Благодаря этому теперь удается:
- Увеличить эффективную длину режущей струи плазмы — можно резать толще
- Уменьшить диаметр плазменной дуги — выше точность реза
- Уменьшить конусность дуги — лучше качество кромки
- Получить гарантированно стабильные характеристики плазменного процесса на всех этапах цикла резки
- Увеличить в сотни раз время жизни электродов, сопел
- Более эффективно использовать мощность источника плазменного тока
- Поднять КПД плазменного процесса
Впечатляет, не так ли?
Расходные материалы: электроды и сопла
Ключевые элементы плазматрона
Главными расходными частями в плазматронах любых конструкций всегда являются сопло и электрод.
Оценивать качество этих элементов принято по количеству «пробивок», как самому сложному для всего плазменного цикла резки.
Сравнение стойкости
И если для сравнения отечественный электрод редко доживает до 300 пробивок, то иностранный — от 1000 и более.
| Тип электрода | Количество пробивок | Время работы | Простои на замену |
|---|---|---|---|
| Отечественный | До 300 | Низкое | Частые |
| Зарубежный базовый | 1000+ | Среднее | Редкие |
| Зарубежный премиум | 2500+ | Высокое | Минимальные |
Разница в 3-8 раз! Это серьезно.
Экономический аспект
Казалось бы, зарубежные электроды дороже. Но если посчитать...
Меньше остановок оборудования — больше продукции. Меньше замен — меньше расходников. Лучше качество — меньше доработок.
Где выгода на самом деле?
Инновационные материалы для электродов
Серебро и гафний
Стремление компенсировать высокую цену производства современных сопел и электродов приводит производителей к переосмыслению конструкций.
Так, одной из новейших запатентованных разработок является применение в конструкции электрода серебра и дополнительного охлаждения гафниевой вставки.

Рис. 2. Конструкция электрода с гафниевой вставкой и серебряным покрытием
Проблема теплового расширения
Поскольку гафний внедрен в тело электрода без сварки, вполне очевидно, что при определенных условиях он может просто «выпасть» из электрода (из-за разницы теплового расширения меди и гафния).
Уравнивает эту критическую ситуацию серебро и дополнительное охлаждение.
Рекордная стойкость
По данным производителя для такой конструкции 2500 пробивок — не предел.
Для потребителя это означает:
- ★ Переплатив примерно в 3 раза больше, чем за российский электрод
- ★ Он получает в 10 раз меньше остановок оборудования для смены электрода
- ★ Это 2 часа работы и примерно 1 полный цикл резки листа металла
- ★ Все это время он получает детали более высокого качества
Математика проста: меньше простоев = больше денег.
Охлаждение сопел: новые решения
Продление срока службы
Если электрод способен работать так долго, то на тот же уровень стойкости подняты характеристики сопла.
Обычно продление жизни сопла осуществляют:
- Технологическими способами — например, приподъем плазматрона при пробивке
- Защитными колпачками
- Изменением давлений рабочих газов
Дополнительное охлаждение
Новейшим вариантом стало дополнительное охлаждение сопла.
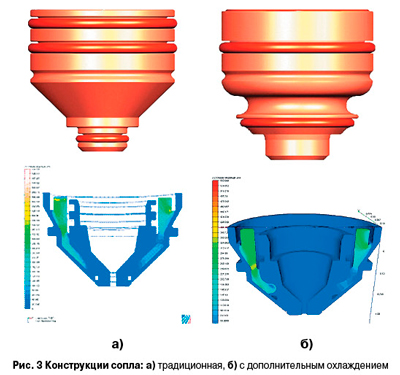
Рис. 3. Сопло с системой дополнительного охлаждения
Это позволяет:
- ✔️ Снизить термическую нагрузку
- ✔️ Увеличить ресурс сопла
- ✔️ Поддерживать стабильные параметры резки
- ✔️ Улучшить качество реза
Применение различных газов в плазменной резке
Расширение возможностей
Следующим важным фактором нарастающей популярности плазменной резки является применение в механизированной резке не только классического воздуха, но:
| Газ | Применение | Преимущества |
|---|---|---|
| Воздух | Черные металлы | Доступность, дешевизна |
| Кислород (O₂) | Черные стали | Высокая скорость, нет грата |
| Азот (N₂) | Нержавеющая сталь, алюминий | Чистая кромка |
| Аргон (Ar) | Цветные металлы | Высокое качество |
| Ar+H₂ смеси | Нержавеющая сталь | Отличное качество реза |
Преимущества кислорода
Конечно, в России доступность газов для плазменной резки пока сосредоточена только в крупных городах.
Но даже это не должно останавливать от применения хотя бы кислорода, который общедоступен.
Использование кислорода в вариантах O₂+Air, O₂+O₂ (плазмообразующий + защитный) позволяет:
- Повысить скорость резки
- Практически избавиться от грата
- Снизить значения науглероживания и азотирования кромки реза
- Избавиться от механической зачистки кромки перед сваркой
Экономическая эффективность
Расход кислорода для плазменной резки в первом приближении сопоставим с расходом на обычный газокислородный резак.
А это значит: при тех же эксплуатационных затратах можно получать больше деталей лучшего качества.
Где подвох?
Его нет. Это реальный прогресс.
Качественная резка специальных сталей
Качественная резка нержавеющих сталей и алюминия фактически невозможна без применения чистого азота, аргона или аргоноводородных смесей.
Современная система плазменной резки не просто подает в соответствующие каналы плазматрона технические газы, но и управляет их комбинациями, давлениями на разных участках цикла резки.
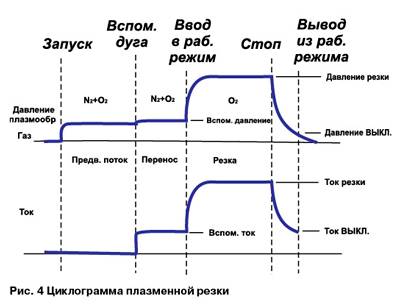
Рис. 4. Система управления подачей газов в процессе плазменной резки
Плазменная разметка и маркировка
Новые возможности
Следующим этапом развития плазменных технологий стало обеспечение возможности выполнения разметки и нанесения надписей с помощью плазмы.
До недавнего времени для этой работы применялись:
- ✗ Специализированные микроплазменные разметчики
- ✗ Системы чернильной разметки
- ✗ Системы порошковой разметки
Проблемы традиционных методов
В России не все предприятия могут использовать чернильные или порошковые разметчики, поскольку они требуют условий работы от +5°C, что не всегда возможно.
Отдельно установленные микроплазменные разметчики требуют увеличения цикла обработки листового металла на наведение соответствующего инструмента.
Лишние движения — лишнее время.
Интегрированная разметка
Сегодня микроплазменную разметку и маркировку можно выполнять на той же системе плазменной резки, которая непосредственно режет — без смены расходных частей.
Раньше требовалось вручную сменить режущую головку плазматрона на разметочную. Теперь — нет.
Преимущества для производства
Эта технология должна найти широкое применение на российских производствах, поскольку:
- Хотя она и увеличивает цикл получения деталей термической резкой
- Но позволяет снизить затраты на общем управлении движения деталей и узлов по предприятию
- Становится возможным всегда знать, что за детали и где они находятся
- Не будет никогда забытых и потерянных деталей
- Общий цикл изготовления продукции существенно сократится
Прослеживаемость — это порядок. А порядок — это деньги.
Рост токов и толщины резки
Эволюция мощностей
Кардинальные улучшения конструкции плазматрона, сопел и электродов, исследования в области воздействия различных типов газов для плазмы и их взаимодействия с разрезаемым металлом, повышение КПД плазменной резки стали причиной изменений и самих источников плазменной резки.
За последнее десятилетие мы наблюдали, как технологии высокоточной плазмы поднимались на все большие токи резки:
| Период | Ток резки, А | Толщина резки, мм |
|---|---|---|
| Начало 2000-х | 80 | До 20 |
| Середина 2000-х | 130 | До 30 |
| Конец 2000-х | 260 | До 40 |
| 2010 год | 400 | До 50 |
| Перспектива | 800-1000 | До 80-100 |
Наступление на газокислородную резку
С ростом токов резки растет пропорционально и толщина обрабатываемых материалов — естественно, с условием обеспечения высокого качества деталей и роста производительности.
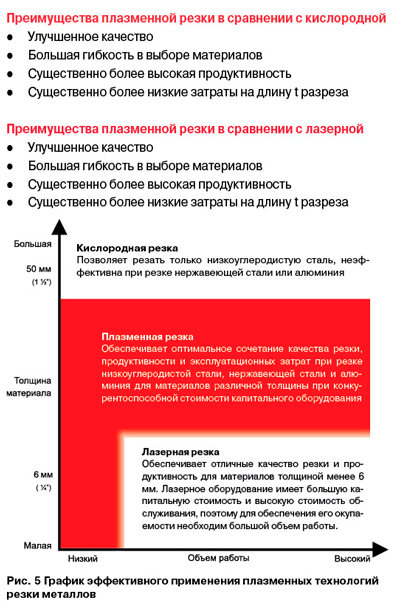
Рис. 5. Область эффективного применения плазменных технологий резки металлов
На рисунке представлена современная область эффективного применения плазменных технологий резки металлов.
Еще пару лет назад верхняя граница была на отметке в 30 мм.
Внедрение новых типов плазматронов позволяет на сегодняшний день начать наступление технологии плазменной резки на большие, чем 30 мм, толщины черных сталей — туда, где уже 100 лет царит газокислородная резка.
Конкуренция обостряется.
Препятствия для внедрения технологий в России
Нормативная база
Для успешного внедрения современных технологий плазменной резки нам в России нужно еще многое сделать.
Все еще отстает нормативная база всевозможных «Надзоров», которая отбрасывает наши предприятия в 80-е годы прошлого столетия.
Устаревшие требования — устаревшие технологии. Замкнутый круг.
Дефицит технических газов
Не хватает доступных, дешевых технических газов.
Без газов современная плазменная резка — как машина без бензина. Есть, но не едет.
Импортная зависимость
Расходные материалы и плазматроны современного уровня доступны только в импортном исполнении, а таможенные пошлины ставят трудно преодолимый барьер на пути новых технологий.
Получается парадокс:
- ✗ Технологии нужны
- ✗ Но они дорогие из-за пошлин
- ✗ А своих нет
- ✗ И не предвидится
Отсутствие локализации
Иностранные компании не спешат расставаться со своими «ноу-хау» и размещать в нашей стране даже отверточную сборку, хотя давно это делают в Китае, Корее и других странах.
Почему?
Вопрос сложный. Но факт остается фактом: Россия не в приоритете.
Перспективы развития отрасли
Что делать?
Ситуация непростая, но не безнадежная.
Что можно сделать:
- Модернизировать нормативную базу — привести требования в соответствие с современными технологиями
- Развивать производство технических газов — сделать их доступными по всей стране
- Снизить таможенные барьеры — хотя бы для высокотехнологичного оборудования
- Стимулировать локализацию — создавать условия для иностранных производителей
- Развивать отечественное производство — инвестировать в исследования и разработки
Конкурентные преимущества плазмы
Несмотря на все трудности, плазменная резка продолжает завоевывать рынок. Почему?
Потому что она:
| Параметр | Плазменная резка | Газокислородная |
|---|---|---|
| Скорость резки | Высокая | Низкая |
| Качество кромки | Отличное | Требует зачистки |
| Точность | Высокая | Низкая |
| Универсальность | Все металлы | Только черные |
| Автоматизация | Полная | Частичная |
| Экология | Чище | Больше выбросов |
Будущее за высокоточной плазмой
Технологии развиваются. Токи растут. Качество улучшается.
Еще 10 лет назад плазмой резали до 20 мм. Сегодня — до 50 мм и выше. Завтра?
Завтра — 80-100 мм с качеством, которое сегодня недостижимо.
Выводы
Плазменная резка — это не просто альтернатива газокислородной. Это технология будущего, которая уже сегодня:
- ★ Обеспечивает лучшее качество
- ★ Повышает производительность
- ★ Снижает затраты
- ★ Расширяет возможности
Вопрос не в том, переходить на плазму или нет.
Вопрос в том, когда это сделать.
И чем раньше — тем лучше.
Владимир Александрович Кольченко
Инженер по сварочным технологиям и оборудованию
ООО «АВТОГЕНМАШ»
Тел. (4822) 32-86-55
autogenmash@rambler.ru
www.autogenmash.ru

