Что такое мониторинг работы оборудования
Точная регистрация и анализ состояний
Мониторинг работы оборудования — это не просто модное слово. Это система, которая точно регистрирует и записывает все состояния станка. Включен он или выключен, работает по программе или простаивает. А если простаивает, то почему — техническая неисправность, технологические проблемы или организационные сложности.
Система фиксирует:
- начало каждого состояния;
- конец состояния;
- причины возникновения ошибок.
Почему это важно? Потому что без точных данных любые разговоры о повышении эффективности — просто слова.
Непрерывный контроль производственных данных
Мониторинг отвечает на три простых, но критически важных вопроса:
- Сколько произвели?
- Сколько простаиваем?
- Почему простаиваем?
Кажется, что ответы очевидны. Но на практике большинство руководителей не знают реальных цифр. Они оперируют приблизительными оценками, а не фактами.
Оперативный анализ с графиками и диаграммами
Собранные данные позволяют проводить оперативный анализ, в том числе в графическом виде:
- загрузки станка;
- реальной производительности оборудования;
- причин простоев станка.
Графики и диаграммы делают проблемы наглядными. То, что скрыто в таблицах, сразу бросается в глаза на диаграмме.
5 причин внедрить систему мониторинга
Объективные параметры вместо догадок
Мониторинг нужен для определения производительности станков с помощью объективных параметров. Никаких «примерно», «наверное», «кажется». Только факты, зафиксированные системой.
Оптимизация производства и дисциплина
Система помогает оптимизировать производство и повышает дисциплину работников. Когда каждый знает, что его работа фиксируется, отношение к делу меняется.
Увеличение времени работы станков
Благодаря точной информации по техническим, технологическим и организационным простоям удается увеличить время работы станков. Выявили проблему — устранили. Просто.
Данные для расчета новых заказов
Система предоставляет необходимые данные для расчетов новых заказов. Теперь вы можете точно сказать клиенту, когда будет готов его заказ, основываясь на реальных показателях, а не на интуиции.
Обоснование модернизации
Мониторинг помогает решать вопросы по модернизации и приобретению нового оборудования. Когда на руках есть данные о загрузке существующих станков, проще обосновать необходимость покупки нового оборудования.
Современное эффективное производство невозможно создать без мониторинга работы промышленного оборудования. Еще несколько лет назад необходимые для этого устройства и программное обеспечение имели очень высокую стоимость и поэтому могли быть внедрены только на богатых предприятиях.
Сегодня ситуация изменилась. Стоимость используемых для этих целей компонентов уменьшилась в разы. Мониторинг оборудования стал доступным даже для малых предприятий и частных предпринимателей.
Техническая реализация: от сбора данных до анализа
Три этапа мониторинга
В техническом плане мониторинг состоит из трех этапов:
- Сбор информации.
- Передача информации.
- Анализ информации.
Все просто и логично. Сначала собираем данные, потом передаем их туда, где они нужны, и наконец анализируем.
Терминалы для сбора данных
Для сбора и первичного накопления информации предлагается использовать терминалы ТВВ и ТР. Передача данных выполняется по локальной сети ETHERNET, которая, как правило, в настоящее время имеется на каждом промышленном предприятии.
Анализ информации производится при помощи специального программного обеспечения для технического персонала и руководящего состава предприятия.
Терминалы ТВВ и ТР: сбор информации с оборудования
Терминал ввода-вывода ТВВ
Терминалы ввода-вывода ТВВ (рис. 1) используются для проведения мониторинга станков с ЧПУ. Помимо сбора информации о работе станка они позволяют осуществлять по сети ETHERNET передачу технологических программ.

Рис. 1. Терминал ввода-вывода ТВВ-03С
Терминал-регистратор ТР
Терминал-регистратор ТР (рис. 2) является более простой версией терминала ТВВ и используется только для целей мониторинга.

Рис. 2. Терминал-регистратор ТР-01
Карта памяти и сетевое подключение
Носителем информации в терминалах ТВВ и ТР является карта памяти типа ММС или SD. Карта памяти имеет объем от сотен до тысяч мегабайт и является съемной.
Она имеет стандартный компьютерный формат. Записать или прочитать информацию на карту можно как по сети, так и непосредственно с персонального компьютера.
Терминалы подключаются к локальной компьютерной сети ETHERNET стандарта IEEE 802.3 посредством разъема RJ45 (сетевой разъем ETHERNET). Соединение осуществляется кабелем UTP-5 (не экранированная витая пара пятой категории).
Максимальная длина одного соединения по стандарту — 105 м. На практике сеть работает и с сегментами большей длины, но гарантировать работоспособность такой конфигурации в любых условиях нельзя.
При использовании дополнительного оборудования возможно беспроводное подключение к сети по Wi-Fi.
Контроль состояний станка: автоматика и ручной ввод
Основные состояния оборудования
Для учета времени работы станка определяется ряд его состояний, исходя из задач мониторинга на конкретном предприятии и типа оборудования.
Основными состояниями станка являются:
- станок выключен / включен;
- станок работает по программе;
- простой станка по технической причине (можно выделить простой по электронике, электрике, механике);
- простой технологический (наладка станка, отсутствует программа, нет заготовок);
- необоснованный простой.
Автоматический и ручной сбор данных
Контроль указанных состояний осуществляется как посредством автоматического сбора информации, так и путем ручного ввода данных.
Информация, включен станок, выключен или работает по программе, поступает на терминал автоматически непосредственно с сигнальных линий либо с устройств индикации станка.
Данные о простое и его причине вводятся обслуживающим персоналом вручную. Для этого используется клавиатура терминала либо дополнительный пульт.
Энергонезависимая память
Все принимаемые терминалом данные по мониторингу через заданный промежуток времени (10–30 сек) записываются в его энергонезависимую память и затем передаются на сервер для осуществления контроля работы станков в реальном времени.
Наличие в терминале энергонезависимой памяти позволяет вести контроль работы станка при отключенной программе мониторинга и даже при неисправности или отключении сети.
При возобновлении работы по сети терминал передает программе мониторинга всю накопленную информацию и контроль в реальном времени продолжается.
Упрощенный вариант для малых предприятий
Для малых предприятий посредством терминала ТР-01 возможна упрощенная реализация мониторинга оборудования даже без использования локальной сети.
В этом случае информация о работе оборудования накапливается на карте памяти терминала и периодически вручную переносится на компьютер, где просматривается и анализируется.
Такой вариант удобно использовать для оборудования, куда невозможно провести локальную сеть.
Выявление «плавающих» неисправностей
Терминалы ТР и ТВВ также можно использовать для мониторинга технических параметров оборудования с целью выявления «плавающих» неисправностей.
Это те самые проблемы, которые то появляются, то исчезают. Найти их без постоянного мониторинга практически невозможно.
Практический пример: мониторинг на производстве
Схема организации мониторинга
Организация мониторинга на разных предприятиях может отличаться в зависимости от целей, задач и типа оборудования. Рассмотрим один из возможных вариантов мониторинга станков с ЧПУ (рис. 3).
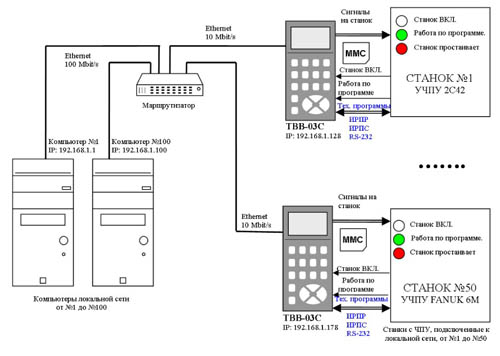
Рис. 3. Схема организации мониторинга станков с ЧПУ
Терминал ТВВ-03С на каждом станке
На каждом станке устанавливается терминал ТВВ-03С, который используется одновременно для выполнения функций мониторинга и для передачи по сети технологической информации.
Терминал ТВВ-03С имеет в своем составе два микроконтроллера, что позволяет ему работать в сети ETHERNET и одновременно с этим передавать в станок технологическую программу в реальном времени.
ТВВ-03С имеет также 8 входов и 3 выхода с оптронной развязкой и клавиатуру для ввода состояний станка.
Сигнальные лампы трех цветов
На станках дополнительно монтируются три лампы, сигнализирующие три состояния станка:
- белая лампа — станок включен (находится в наладке или простаивает по вине оператора);
- зеленая лампа — станок работает по программе;
- красная лампа — станок простаивает, т.е. станок не работает по технической причине (механика, электрика, электроника), из-за отсутствия или неисправности технологической программы или отсутствия заготовок.
Сигнальные лампы управляются при помощи выходных оптронов терминала по командам с клавиатуры терминала или по сети с сервера.
Кнопки для фиксации причин простоя
Если станок останавливается (не работает по программе), оператор должен нажать одну из 4-х дополнительных кнопок на терминале:
- F1 — останов по электрике / электронике;
- F2 — останов по механике;
- F3 — нет заготовок;
- F4 — нет / неисправна программа.
Если не нажата ни одна из клавиш — станок находится в наладке или не работает по вине оператора (горит лампа «Станок включен»).
После нажатия оператором одной из четырех клавиш загорается лампа «Станок простаивает», информация по сети поступает в соответствующую службу предприятия и фиксируется простой по вине этой службы.
После устранения причины простоя и занесения в электронный журнал его причины, по сети или с клавиатуры терминала подается команда о завершении ремонта или другой причины простоя.
Гаснет лампа «Станок простаивает», станок переходит в состояние «Станок включен» и готов к работе по программе.
SMS-уведомления руководству
Возможен вариант, когда ремонтник или технолог должны подтвердить начало устранения причины простоя (по сети или с клавиатуры терминала).
В этом случае, если за определенное время подтверждения не произошло и в поставку программно-аппаратного комплекса дополнительно входит GSM-модуль, руководителю соответствующей ремонтной службы может быть отправлено SMS-сообщение на мобильный телефон.
Контактный телефон и формат сообщения настраиваются непосредственно в программе.
Обработка данных на сервере
Переданная по сети информация о работе станков обрабатывается на сервере и для каждого станка формируется файл учета его работы.
Программное обеспечение позволяет выполнять контроль работы станков в реальном времени, представлять статистику работы станка или группы станков в табличном и графическом видах за заданный промежуток времени (рис. 4).
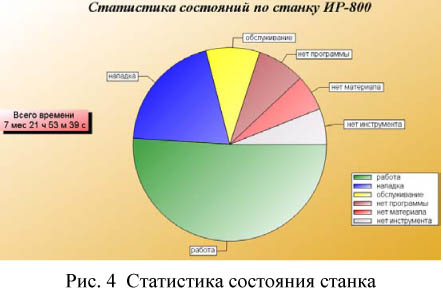
Рис. 4. Графическое представление статистики работы станков
Результаты внедрения: от данных к решениям
Четыре главных результата
- Оптимизация производства на основе реальных данных, собранных из систем управления технологическим оборудованием.
- Наглядное представление совместной производительности оборудования в виде диаграмм.
- Определение производительности оборудования благодаря объективному учету данных.
- Принятие объективных решений по перевооружению производства.
Вот и все. Четыре пункта, которые меняют подход к управлению производством.
Вместо догадок — факты. Вместо приблизительных оценок — точные цифры. Вместо реактивного управления — проактивное.
С. Сергеев
ООО ПКФ «Магес» г. Смоленск
тел. (4812) 690910
Email service@cncinfo.ru
http://www.mages93.ru/

