Проблема неэффективности: киловаттные лазеры на 10% мощности
Использовать для подобных операций мощные непрерывные волоконные лазеры киловаттного диапазона — идея заманчивая, но непрактичная. Формируя за счет модуляции накачки импульсы с требуемой энергией, получаем достаточно дорогой процесс. Почему?
Средняя мощность при этом оказывается относительно низкой — на уровне десятков ватт. То есть мощный волоконный лазер будет использоваться менее чем на 10% своего потенциала. Это как купить грузовик для перевозки одного чемодана. Нерационально, правда?
QCW лазер YLR-150/1500: импульсный режим 15 Дж и пиковая мощность 1500 Вт

Рис. 1. Волоконный QCW лазер IPG YLR-150/1500 для импульсной обработки металлов
Именно эта проблема подтолкнула к созданию мощного импульсного волоконного лазера YLR-150/1500-QCW. Решение оказалось элегантным и эффективным.
Преимущества волоконных QCW лазеров: КПД 30% и воздушное охлаждение
В отличие от классических твердотельных лазеров, волоконные лазеры серии QCW имеют ряд серьезных преимуществ:
- ✓ КПД 25-30% — значительно выше традиционных систем
- ✓ Качество излучения после выходного кабеля длиной до нескольких десятков метров на уровне M² ≤ 3 (для диаметра жилы выходного волокна 50 мкм)
- ✓ Отсутствие каких-либо юстировок
- ✓ Охлаждение может быть чисто воздушным
Более того, в приборе реализовано 2 режима работы:
- → Непрерывный режим с максимальной выходной мощностью 250 Вт
- → Импульсный режим с энергией импульса 15 Дж и пиковой мощностью 1500 Вт (средняя мощность при этом составляет 150 Вт)
Универсальность впечатляет. Один лазер — две возможности.
Технические характеристики YLR-150/1500-QCW-AC: два режима работы
| 1. Оптические характеристики | |||
|---|---|---|---|
| Характеристики | Единица измерения | Значение | |
| Режим генерации | — | Импульсный / непрерывный | |
| Поляризация | — | Случайная | |
| Максимальная пиковая мощность | Вт | 1500 | |
| Максимальная энергия импульса | Дж | 15 | |
| Ширина импульса | мс | 0,2 - 10 | |
| Максимальная средняя мощность (импульсный режим) | Вт | 150 | |
| Максимальная средняя мощность (непрерывный режим) | Вт | 250 | |
| Диапазон перестройки выходной мощности | % | 10 - 100 | |
| Линия генерации | нм | 1070 | |
| Стабильность энергии/мощности | % | ± 0,5 | |
| Качество пучка, BPP | мм × мрад | 1 (волокно 50 мкм) | |
| Выходное волокно | мкм | 50 / 100 / 200 | |
| 2. Общие характеристики | |||
|---|---|---|---|
| Параметр | Единица измерения | Значение | |
| Охлаждение | — | Воздушное | |
| Габариты (Ш × Г × В) | мм | 448 × 500 × 177 (19" Rack 4U) | |
| Вес | кг | 30 | |
| Питание | — | 100 - 240 VAC, 50/60 Гц | |
| Потребление энергии (импульсный режим) | Вт | 600 | |
| Потребление энергии (непрерывный режим) | Вт | 900 | |
Компактность и мощность в одном корпусе. 30 кг для лазера такой мощности — это серьезно.
Применение в металлообработке: резка меди, стали, алюминия
Лазер QCW достаточно быстро стал завоевывать позиции на рынке. Благодаря своим характеристикам он успешно применяется для решения различных задач в металлообработке.
Скорость резки в зависимости от толщины материала
На рисунках представлены образцы резки различных цветных металлов, а также скорости резки различных материалов в зависимости от толщины.
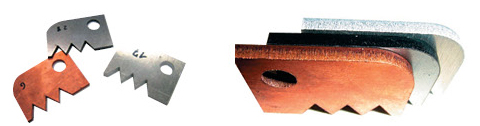
Рис. 2. Образцы резки (слева направо): медь, сталь, алюминий
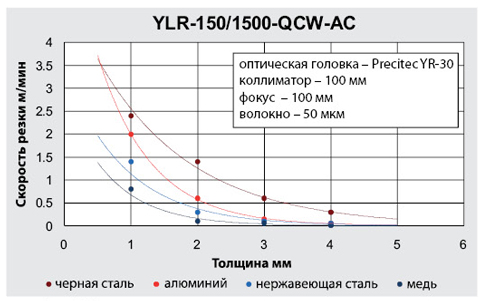
Рис. 3. Зависимость скорости реза от толщины материала для различных металлов
Что особенно ценно? QCW лазер справляется с цветными металлами, которые традиционно сложно обрабатывать. Медь, алюминий — материалы с высокой теплопроводностью, но импульсный режим решает эту проблему.
Сварка стали и прошивка отверстий импульсным лазером
Образцы, сваренные с помощью квазинепрерывного лазера, демонстрируют высокое качество шва.
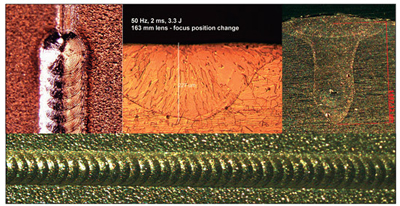
Рис. 4. Сварка стали QCW лазером с минимальной зоной термического влияния
Прошивка отверстий — еще одна сильная сторона технологии. Импульсный режим позволяет точно контролировать процесс.

Рис. 5. Прошивка отверстий с высокой точностью и качеством
Практика показывает: QCW лазеры особенно эффективны там, где нужна точность и контроль тепловложения. Тонкие материалы, цветные металлы, прецизионная сварка — их стихия.
Prism Award 2010: признание инновационной технологии
Лазер QCW достаточно быстро стал завоевывать позиции на рынке, что подтверждается присуждением премии Prism Award – 2010 в номинации «Промышленные лазеры».
Вручение состоялось 26 января 2011 года в рамках конференции SPIE Photonics West в г. Сан-Франциско, США. Это серьезное признание в мире лазерных технологий.
Почему это важно? Prism Awards — это своего рода «Оскар» в фотонике. Получают только действительно инновационные продукты.
QCW технология IPG доказала свою эффективность на практике. Высокий КПД, компактность, два режима работы, отсутствие юстировок — все это делает лазер привлекательным для промышленного применения.
А теперь представьте: один лазер заменяет два. Импульсный режим для точных операций с высокой пиковой мощностью. Непрерывный — для стандартных задач. Экономия пространства, энергии, денег.
Это и есть разумный подход к выбору оборудования.
![]()
ООО НТО «ИРЭ-Полюс»
Россия, 141190, Московская обл.
г. Фрязино, пл. Введенского, 1
Тел.: (496) 255 7448, (495) 728 1639
Факс: (496) 255 7459
E-mail: mail@ntoire-polus.ru, sales@ntoire-polus.ru
www.ntoire-polus.ru

