Фторсодержащие защитные пленки: механизм действия
Разрабатываемые способы включают технологии образования на поверхностях трения фторсодержащих нано (микро) размерных антифрикционных противоизносных структур, диффузионного молекулярного армирования поверхностей трения деталей и мультислойной смазки.
Технология образования защитных фторсодержащих пленок осуществляется при физико-химическом взаимодействии материала поверхностей с микрочастицами фторированного графита (CFx)n, введенными в смазку.
Как это работает?
При трении частицы фторированного графита разрушаются, обнажаются связи, несущие свободные атомы фтора, которые химически реагируют со стальными поверхностями и образуют эластичный слой фторидов железа FeF3.
Этот слой существенно отличается по свойствам от свойств исходной поверхности:
- ✓ Поверхности трения становятся более гладкими и прочными
- ✓ Выдерживают большее число циклов нагружения до наступления выкрашивания
- ✓ Адсорбируют смазку и отталкивают влагу — источник водорода, разрушающего поверхность
| Параметр | До обработки | После обработки | Улучшение |
|---|---|---|---|
| Шероховатость | Стандартная | Зеркальная | На порядок ниже |
| Контактная выносливость | Базовая | Повышенная | В 1,2-1,5 раза |
| Гидрофобность | Отсутствует | Высокая | Полная |
| Хемосорбционная способность | Низкая | Высокая | Значительно выше |
Эффективность новой технологии обусловлена высокой термической стабильностью и долговечностью фторидов (FeF3), имеющих зеркальный вид (шероховатость на порядок более низкая, чем у оксидов) и в 1,2–1,5 раза большую контактную выносливость.
Технология образования фторсодержащих защитных пленок предварительно прошла лабораторные и эксплуатационные испытания на:
- ★ Авиационных газотурбинных двигателях
- ★ Двигателях внутреннего сгорания
- ★ Газомоторных компрессорах
- ★ В приводах и шпинделях металлорежущих станков
Обкатка подшипников и зубчатых колес
В присадку для обкаточной жидкости вводятся 2–5% порошка карбонофторида (CFx)n.
Обкатка узлов трения проводится при номинальной частоте вращения и нагрузке.
Эффективность обкатки проверяется по основным параметрам работоспособности пар трения:
- Моменту трения
- Микротвердости
- Шероховатости
- Температуры разогрева поверхностей
- Энергии активации (методом склерометрии)
- Параметрам износа
Время обкатки индивидуально для каждого узла трения или изделия в целом.
Например, для деталей узлов трения редуктора турбостартера ТС-12 М рекомендована раздельная технология обкатки во фторсодержащих приработочных жидкостях подшипников и зубчатых колес.
| № п/п | Наименование узла турбостартера | Обозначение подшипника |
|---|---|---|
| 1. | Подшипники редуктора | 85-276207Р1; 5-32206Р8 5-42204Б4; 26-42209Л2Т1 |
| 2. | Шестерни планетарной передачи | Центральная Сателлит Зубчатый венец |
Схема обкатки подшипников
Обкатку подшипников проводили на машине трения МИ-1 М.
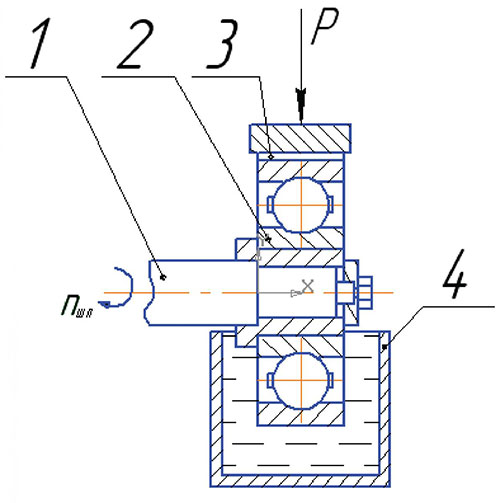
Рис. 1. Схема обкатки подшипников качения на машине трения МИ-1 М: 1 — шпиндель вращения; 2 — подшипник; 3 — схема нагружения; 4 — ванна
Режим обкатки:
- ✦ Частота вращения шпинделя nшп = 300…350 мин⁻¹
- ✦ Радиальная нагрузка Р = 0,1…25 Н
Состав присадки (CFx)n для обкатки деталей турбостартера:
- Карбонофторид (CFx)n — 30…33% масс
- Поверхностно-активные вещества ПАВ — 6,0–6,3% масс
- Керосин — остальное
Обкатка зубчатых колес
Обкатку зубчатых колес турбостартера также производили вне изделия.
При обкатке зубчатых колес с наружным зацеплением солнечная шестерня закрепляется в приводе вращения. Сателлит — в регулируемом для натяга устройстве.
При обкатке зубчатых колес с внутренним зацеплением зубчатый венец кольцевой шестерни редуктора закрепляется подобно первой схеме. Сателлит устанавливается на оправке.
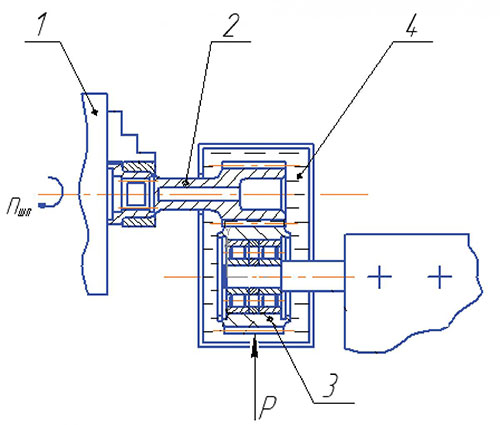
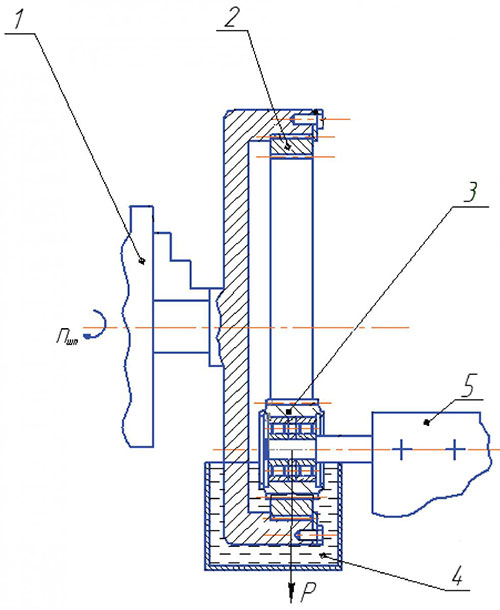
Рис. 2. Схемы обкатки зубчатых колес. На рис. 2 а): 1 — узел установки; 2 — шестерня солнечная; 3 — сателлит; 4 — ванна. На рис. 2 б): 1 — патрон; 2 — зубчатый венец кольцевой шестерни; 4 — ванна; 5 — нагружающее устройство
Режимы обкатки:
- ✦ Частота вращения шпинделя: nшп = 100…1000 мин⁻¹
- ✦ Радиальная нагрузка: Р = 0,1…250 Н
Нагрузка в зубчатом соединении создается поперечным перемещением сателлита. Контроль уровня нагрузки осуществляется динамометром.
Прошедшие обкатку и контроль параметров подшипники и зубчатые колеса передавались на сборку и испытания в составе турбостартера.
Результаты испытаний: износостойкость +30%
Обобщение результатов испытаний технологии образования защитных пленок на деталях турбостартера ТС-12М показало впечатляющие результаты:
| Параметр | Улучшение | Значение |
|---|---|---|
| Интенсивность износа | Снижение | На 25-30% |
| Число циклов до выкрашивания | Увеличение | В 1,2-1,5 раза |
| Нагрузочная способность смазочного слоя | Повышение | На 35-40% |
| Нагрузка заедания | Увеличение | До 2 раз |
| Демпфирование вибрации | Усиление | В 1,5-2 раза |
Испытания на газотурбинных двигателях
Технология обкатки узлов трения газотурбинных двигателей также предварительно апробирована на двигателях НК — 12 СТ при стендовых испытаниях по 1000-часовой программе.
Двигатель нагружали пневмотормозом ПТ — 19. В качестве основного и пускового топлива применяли природный газ.
При испытаниях контролировалась:
- ✓ Газодинамическая устойчивость горения
- ✓ Параметры функционирования узлов трения и маслосистемы
- ✓ Вибрографировалась подмоторная рама
Концентрация вводимого карбонофторида в масло МС — 8 П составляла 0,1%.
Пуск производился после трех холостых прокруток с осмотром магнитных пробок и фильтров.
Режим испытаний включал частоту вращения:
- ★ Ротора компрессора НД: 4000–5270 об/мин
- ★ Ротора компрессора ВД: 5900–6700 об/мин
- ★ Ротора СТ: 3350–5205 об/мин
Температура газа перед свободной турбиной изменялась от 345 до 600 °C.
Испытания при наработке 1174 часа показали высокую эффективность проведения обкатки при образовании защитных пленок фторидов железа.
На международной выставке в Брюсселе разработка данной технологии была отмечена серебряной медалью.
Диффузионное молекулярное армирование
Вторая разработанная технология, реализуемая на наноструктурном уровне, содержит способ диффузионного молекулярного армирования дефектов на поверхностях трения.
Как это работает?
При реализации способа путем вибрационного и термического воздействия создается деструкция длинных молекул смазки.
Образуемые при этом радикалы органического типа представляют собой цепочки химически связанных атомов молекул, содержащие незавершенную (оборванную) связь, как активные центры с высоким уровнем свободной энергии.
Что обуславливает их высокую химическую активность.
При погружении деталей в вибрирующую жидкость происходит взаимодействие радикалов с дефектами поверхности, также обладающих повышенным уровнем свободной энергии.
Происходит самопроизвольная миграция радикалов вглубь поверхностного слоя по дефектам структуры и его пассивация за счет взаимной компенсации избыточной энергии дислокаций и радикалов.
Диффундирующие вглубь поверхности радикалы «армируют» материал поверхностного слоя:
- ✦ Повышают его прочность
- ✦ Препятствуют скольжению дислокаций
- ✦ Препятствуют образованию макродефектов
Использование мультиполярного взаимодействия наноструктур — поверхностных дефектов и свободных радикалов, может быть отнесено к явлению самосборки.
А упрочненный слой можно рассматривать как большой наноструктурный массив (М. Ратнер), придающий поверхности особые эксплуатационные свойства.
Установка для армирования
При реализации способа используют установку, показанную на рис. 3.
Обрабатываемые детали погружают в рабочую жидкость, нагревают и выдерживают в условиях повышенной температуры при наложенной вибрации в течение 3–5 минут.
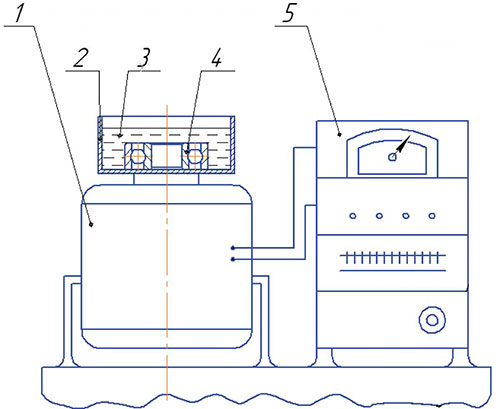
Рис. 3. Установка для диффузионного молекулярного армирования: 1 — вибратор электродинамический; 2 — емкость; 3 — рабочая жидкость; 4 — обрабатываемая деталь; 5 — блок питания вибратора; 6 — термошкаф
Режим обработки:
- ✦ Резонансная частота вибрации: 100–120 Гц
- ✦ Амплитуда вибрации: до 0,5 мм
- ✦ Техническая емкость: до 3 л (обеспечивающая возможность полного погружения обрабатываемой детали в рабочую жидкость)
- ✦ Температура рабочей жидкости и помещенной в нее детали: 80–90°C
Состав рабочей жидкости:
- ✓ Керосин
- ✓ Присадка (CFx)n — (1–1,5)% масс
Время обработки уточняется для каждой детали.
Результаты оценки эффективности диффузионного молекулярного армирования при испытании подшипников на стенде ВНИИПП также показали:
- ★ Повышение износостойкости на разных деталях до 30%
- ★ Снижение и стабилизацию сил трения в пределах от 14 до 28%
Мультислойная смазка: адгезия +35-40%
Способ мультислойной смазки является ответом на неразрешенную проблему — недостаточную адгезионную способность смазочных материалов.
Известно, что при интенсивном нагружении и недостаточной адгезии происходит:
- ✖️ Выдавливание смазки из контакта
- ✖️ Разрушение смазочного слоя
- ✖️ Взаимодействие металлических поверхностей: схватывание, контактная усталость, изнашивание
В предложенном способе мультислойной смазки повышение адгезии смазочного слоя и смазывающей способности достигается за счет увеличения сил сцепления (липкости) между твердыми металлическими поверхностями и материалом смазочного слоя.
Путем введения промежуточного подслоя высоковязкой (липкой) жидкости между металлической поверхностью и смазкой.
Реализация технологии
При реализации технологии мультисмазки оценивали при испытаниях подшипников и зубчатых колес редуктора турбостартера ТС — 12 М.
Для чего на тщательно очищенные и просушенные поверхности трения наносили тонкий слой (3–5 мкм) кремнийорганической жидкости (полиметилсилоксана марки ПМС-60000).
При сборке подшипники и зубчатые пары прокручивали вручную (для равномерного распределения подслоя и присадки на поверхностях трения), а затем вводили штатную смазку.
При испытаниях оценивали:
- Температуру саморазогрева
- Момент трения
- Уровень шума
- Логарифмический декремент колебаний
За время испытаний в течение 60 мин:
| Параметр | Результат | Изменение |
|---|---|---|
| Температура саморазогрева | Постоянная, +25°C | Стабилизация |
| Момент трения | Снижение | На 17,6% |
| Уровень шума | Снижение | На 2,5-3 дБ |
| Поглощающая способность | Увеличение | В 1,5-2 раза |
Склерометрический комплекс: контроль прочности
Для более полного контроля прочности поверхностей деталей ГТД разработан и передан в производство программно-аппаратурный склерометрический комплекс.
Рис. 4. Склерометрический программно-аппаратурный комплекс
Прочность поверхности способ характеризует физическими параметрами:
- ★ Энергией активации пластической деформации — U₀, кДж/моль
- ★ Структурно-чувствительным коэффициентом — γ
- ★ Микротвердостью — Hμ
Которые оцениваются по интерпретации данных склерометрирования (измерения работы образования царапин алмазным индентором Виккерса).
Способ и программно-аппаратурный комплекс для оценки механических и активационных характеристик пластичности, а также прогнозирования остаточного ресурса материалов, деталей машин и конструкций по изнашиванию защищены патентами РФ №№ 2166745, 2119165, 2277232 и 2282174.
Прогнозирование остаточного ресурса
Полученные при склерометрировании характеристики (U₀ и γ) основаны на кинетическом подходе к оценке прочности — долговечности единичной связи под нагрузкой σ — предложенном академиком РАН Журковым С. Н.:
τ = τ₀ exp[(U₀ - γσ)/kT]
где:
- ✦ σ — действующее напряжение
- ✦ τ₀ — постоянная времени
- ✦ k — коэффициент Больцмана
- ✦ T — температура
Полученные данные используются в уравнении для расчета изнашивания, позволяющего прогнозировать износостойкость (I — интенсивность изнашивания).
I = (ΔAr · nr · h)/(τ · γ · n · β), мм³/час
где:
- ✓ ΔAr — площадь единичного пятна фактического контакта
- ✓ nr — число таких пятен
- ✓ h — толщина разрушаемого слоя (пленок, оксидов и т. п.)
- ✓ τ и γ — коэффициенты, учитывающие поврежденность разрушаемого материала
- ✓ n — число связей, подлежащих разрушению
- ✓ β — коэффициент поглощения
Кроме расчетного, возможно экспериментальное прогнозирование износостойкости (по остаточному ресурсу).
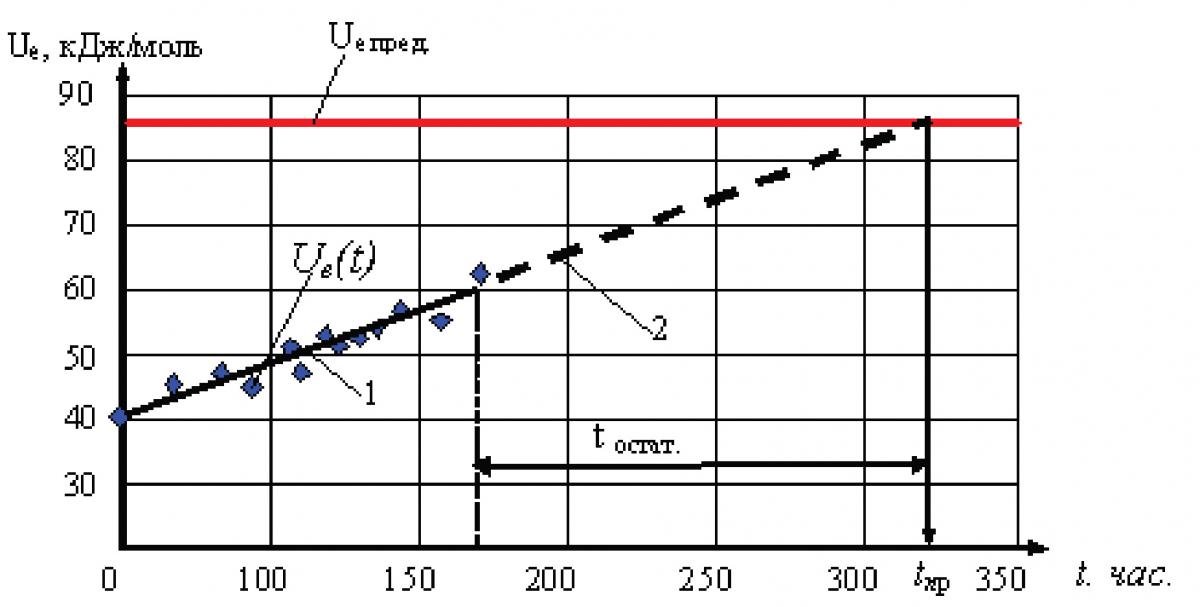
Рис. 5. Пример прогнозирования остаточного ресурса: 1 — участок графика накопления повреждаемости, построенный по экспериментальным данным; 2 — экстраполяция экспериментальных данных до пересечения с линией предельной повреждаемости — Ue пред; tпр — время исчерпания остаточного ресурса; tостат — остаточный ресурс
При прогнозировании в стандартных испытаниях получают и откладывают на графике долговечности предельную повреждаемость — Ue пред, а также результаты оценки Ue (t) при наработке.
Линию накопления повреждаемости аппроксимируют до пересечения с прямой предельного значения повреждаемости.
Пересечение указывает время исчерпания остаточного ресурса.
В настоящее время приведенные в статье нанотехнологии проходят дополнительную апробацию на изделиях ОАО «Кузнецов» при производстве, а также ремонте деталей узлов трения ГТД, что позволяет рекомендовать их для широкого применения в авиационной технике.
| Технология | Основной эффект | Применение |
|---|---|---|
| Фторсодержащие пленки | Износ -25-30%, выносливость +20-50% | Подшипники, зубчатые колеса |
| Молекулярное армирование | Износостойкость +30%, трение -14-28% | Поверхности трения |
| Мультислойная смазка | Адгезия +35-40%, шум -2,5-3 дБ | Все узлы трения |
Библиографический список
- Д. Г. Громаковский, Б. М. Силаев, Л. М. Логвинов. Проблемы разработки термофлуктационной модели изнашивания поверхности.// Трение и смазка в машинах и механизмах. № 6, 2009. — С. 45–48
- Громаковский Д. Г., Горохов В. А., Кулаков Г. А., Рыбакова Л. М., Ибатуллин И. Д. Современные технологии и долговечность поверхностей трения при усталостном механизме изнашивания // Трение и смазка в машинах и механизмах. № 3, 2006. — С. 11–20.
- Авторское свидетельство 1309666. Способ получения антифрикционного покрытия на рабочих поверхностях деталей в узлах трения машин. / Громаковский Д. Г., Макаров Н. Г., Кузнецов Н. Д. и др. 08.01.87.
- Патент № 2198954. Способ упрочнения поверхности деталей. / Громаковский Д. Г., Ковшов А. Г., Шигин С. В. и др. 20.02.2003. № 5.
- Патент № 2334909. Способ смазки узлов трения. / Громаковский Д. Г., Николаев В. А., Хаустов В. И. и др. 27.09.2008. № 27.
- Патент № 2166745. Способ оценки энергии активации разрушения материала поверхностного слоя, деформированного трением. Громаковский Д. Г., Беленькая Е. В., Ибатуллин И. Д. и др. 28.05.1997.
Д. Г. Громаковский,
НТЦ «Надежность» Самарского государственного технического университета
Е. П. Кочеров, ОАО «Кузнецов»
443100, г. Самара, ул. Молодогвардейская, 244
т/факс 8 (846) 3321931
E-mail: pnms3@mail.ru
www.ntsnad.samgtu.ru

