Образование грата: размеры и характеристики деформированного металла
Что такое грат и как он образуется
В результате сжатия стыка трубы деформируемый металл выдавливается, образуя так называемый грат. Это неизбежный процесс при сварке труб. С ним нужно работать.
Размеры грата варьируются в определенных пределах:
| Параметр | Размер |
|---|---|
| Ширина грата | 5–8 мм |
| Толщина грата | 3–5 мм |
Не так уж мало, правда? Представьте: на каждом погонном метре сварной трубы — лишний металл, который нужно удалить. Иначе труба не пройдет по качеству.
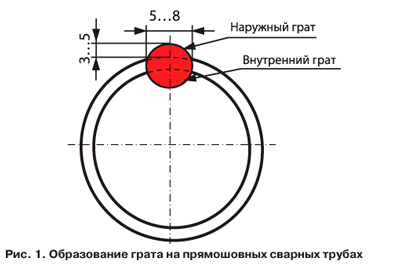
Рис. 1. Грат, образующийся при сварке труб
Методы удаления наружного грата: строгание и намотка стружки
Технология строгания
Удаление наружного грата производится методом строгания. Схема показана на рис. 2. Все довольно просто, но требует точности.
Опорные ролики направляют трубу под лезвие резца гратоснимателя. Положение резца регулируется по высоте в зависимости от наружного диаметра трубы.
Универсальности нет — под каждый диаметр своя настройка. Но иначе нельзя.
Работа со стружкой
Сходящая с резца сливная стружка заправляется в гратомоталку и автоматически наматывается на барабан. Автоматизация — это хорошо.
Но есть важное требование: не допускается завивания стружки. Почему? Из-за возможного ее дробления.
Стружка должна иметь прямолинейную форму. Только так.
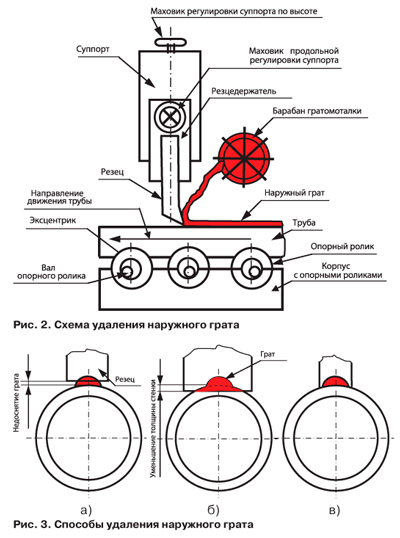
Рис. 2. Схема удаления наружного грата методом строгания
Проблемы прямолинейных резцов: недоснятие или утонение стенки
Способы удаления грата крупногабаритных труб
Наружный грат при изготовлении крупногабаритных труб удаляют способами, представленными на рис. 3.
В большинстве случаев используется резец с прямолинейной режущей кромкой (см. рис. 3а и 3б). После удаления грата таким резцом на трубе образуется плоская продольная фаска.
Параметры настройки резца определяются жесткими требованиями к качеству трубы в соответствии с ГОСТ Р 52203-2004.
Стандарты есть стандарты.
Две основные проблемы
Выполненный анализ способов удаления наружного грата резцами с прямолинейной режущей кромкой показал неутешительные результаты.
Независимо от точности расположения резца относительно трубы, происходит:
| Проблема | Причина | Последствие |
|---|---|---|
| «Недоснятие» грата (рис. 3а) | Прямолинейная кромка не повторяет кривизну трубы | Остатки грата на поверхности |
| Уменьшение толщины стенки (рис. 3б) | Заглубление резца для полного снятия грата | Снижение прочности в зоне шва |
В результате происходит снижение качества труб. И это факт.
Либо одно, либо другое. Третьего не дано при использовании прямолинейных резцов.
Криволинейная режущая кромка: решение для повышения качества
Принцип работы криволинейного резца
Применение резцов с криволинейной режущей кромкой (рис. 3в) позволяет устранить указанные недостатки.
Кривизна режущей кромки соответствует диаметру обрабатываемой трубы. Вот и все. Просто и гениально.
При этом точность труб повышается. Значительно.
Преимущества криволинейной формы
Криволинейная режущая кромка:
- Повторяет геометрию трубы;
- Обеспечивает равномерное снятие грата;
- Исключает недоснятие;
- Предотвращает утонение стенки;
- Повышает качество поверхности.
Казалось бы, мелочь — форма кромки. А эффект существенный.
Требования к резцам: от положительного угла до многократной переточки
Анализ эффективности операций
Анализ показал также: для повышения эффективности операции удаления грата целесообразно использовать резцы с механическим креплением фасонных пластин.
Кривизна режущей кромки должна соответствовать диаметру обрабатываемых труб. Это мы уже знаем.
Пять ключевых требований
Производственные испытания и анализ различных конструкций инструментов показали, что резцы должны удовлетворять следующим требованиям:
| № | Требование | Обоснование |
|---|---|---|
| 1 | Передний угол резца должен быть положительным, не менее 8° | Улучшение условий резания |
| 2 | Недопустимо наличие криволинейных передних поверхностей | Предотвращение завивания стружки |
| 3 | Элементы крепления пластины не должны препятствовать естественному сходу стружки | Бесперебойность процесса |
| 4 | Крепежные элементы должны быть максимально удалены от зоны резания | Устранение температурного схватывания |
| 5 | Режущие пластины должны иметь возможность многократного восстановления | Экономия инструмента |
Пять требований. Все логичны. Все обоснованы практикой.
Оригинальная конструкция: призматический резец с тангенциальным креплением
Разработка новой конструкции
С учетом этих требований была разработана и изготовлена оригинальная конструкция сборного призматического фасонного резца.
С тангенциальной схемой крепления перетачиваемой по передней поверхности твердосплавной режущей пластины.
Конструкция представлена на рис. 4.
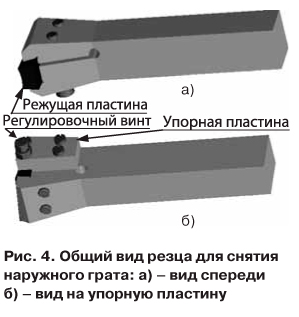
Рис. 3. Способы удаления грата: а — недоснятие, б — утонение стенки, в — криволинейная кромка
Тангенциальное крепление пластины
Такой резец имеет тангенциальную форму крепления режущей пластины, которая может перетачиваться по передней поверхности.
При работе режущая пластина прижимается тангенциальной составляющей силы резания к упорной пластине, расположенной на задней стороне резца.
Умное решение: сила резания сама прижимает пластину. Надежно.
Система регулировки
Для восстановления геометрических параметров настройки упорная пластина снабжена регулировочным винтом.
Он позволяет изменять расстояние от высоты главной режущей кромки до опорной поверхности резца.
Сама упорная пластина крепится к державке резца при помощи трех винтов.

Рис. 4. Сборный призматический резец с тангенциальным креплением пластины
Производственные испытания: стойкость выше в 1,5 раза, 20 переточек
Испытания на производственной линии
Были проведены производственные испытания конструкции резца.
На рис. 5 показана его работа на производственной линии.
На рис. 6 — вид режущей пластины после работы перед переточкой.

Рис. 5. Работа резца на производственной линии
Результаты испытаний
Как показали испытания, по сравнению с резцами стандартных конструкций:
| Параметр | Значение | Эффект |
|---|---|---|
| Стойкость инструмента | Увеличение до 1,5 раз | Снижение затрат на инструмент |
| Длина режущей пластины | 50 мм | Оптимальный размер |
| Количество переточек | 20 | Многократное использование |
Экономический эффект
В результате многократного восстановления работоспособности инструмента:
- Потребность в пластинах сокращается;
- Затраты на их приобретение уменьшаются;
- Применение сборных резцов с криволинейной режущей кромкой существенно повышает качество прямошовных труб.
20 переточек — это серьезно. Одна пластина работает за двадцать. Экономия налицо.
И качество труб выше. Что еще нужно?
Практическая ценность разработки
Разработанная конструкция резца решает сразу несколько задач:
- Повышает качество обработки — криволинейная кромка точно повторяет контур трубы;
- Увеличивает стойкость инструмента — в 1,5 раза по сравнению со стандартными;
- Снижает затраты — 20 переточек вместо одноразового использования;
- Упрощает обслуживание — механическое крепление, быстрая замена пластин;
- Обеспечивает надежность — тангенциальное крепление, сила резания работает на прижим.
Комплексное решение комплексной проблемы.
С.В. Михайлов
В.А. Садов
Костромской государственный
технологический университет
email: tm@kstu.edu.ru

