Шлифование зубьев — операция, которая отделяет обычное зубчатое колесо от прецизионного изделия. Именно здесь формируются финальные геометрические параметры и качественные характеристики, определяющие, как долго и насколько тихо будет работать передача.
Это самая трудоемкая и дорогая стадия изготовления. Здесь нельзя допустить ошибок — прижоги, подрезы или черновины на зубьях означают брак. Требуются совершенные технические средства и наукоемкие методы управления точностью.
Почему шлифование — самая сложная операция
Минимальные припуски при значительных погрешностях
Припуски на зубошлифование составляют десятые доли миллиметра. Казалось бы, немного. Но проблема в том, что заготовка после химико-термической обработки наследует значительные погрешности.
Получается парадоксальная ситуация: снять нужно очень мало, но при этом исправить достаточно серьезные отклонения. Отсюда необходимость применения самых современных технологий и специальных приемов наладки станка.
Формирование эксплуатационных показателей
На этой операции закладываются характеристики, которые определяют работу зацепления:
- ✓ Кинематическая точность
- ✓ Плавность работы
- ✓ Уровень шума
- ✓ Ресурс передачи
- ✓ Несущая способность
Ошибки, допущенные при шлифовании, уже невозможно исправить. Только предотвратить.
Противоречивые требования к процессу
Конфликт производительности и качества
С одной стороны, нужно интенсифицировать съем припуска — сократить время цикла, повысить производительность. С другой — категорически нельзя допустить прижогов поверхности.
Прижоги возникают при перегреве зоны шлифования. Они снижают усталостную прочность зубьев, могут привести к выкрашиванию и преждевременному разрушению передачи.
Стабилизация теплового состояния
Заготовка должна постепенно выходить в стационарный режим шлифования. Только так обеспечивается кинематическая точность по окружным шагам.
Это достигается управляемой тактикой удаления припуска с зубьев в круговом цикле. Нельзя просто взять и снять весь припуск за один проход — нужен продуманный многопроходный режим.
| Требование | Для производительности | Для качества | Компромисс |
|---|---|---|---|
| Скорость съема | Максимальная | Умеренная | Многопроходный режим |
| Глубина резания | Большая | Минимальная | Дифференцированный съем |
| Тепловой режим | Интенсивный | Стабильный | Постепенный выход на режим |
| Количество проходов | Минимум | Несколько | Оптимальное число проходов |
Профильный метод как стандарт качества
Метод копирования с единичным делением
Профильное шлифование получило «прописку» во всех современных производственных процессах изготовления зубчатых колес. Это метод копирования профиля инструмента с единичным делением для прямозубых колес.
Характеризуется высокой производительностью, позволяющей конкурировать с лезвийными методами зубообработки. Однако метод малоисследован — слишком много нюансов и скрытых взаимосвязей.
Требования к оборудованию
Высокоточное профильное шлифование винтовых зубьев реализуется только на мехатронном станке. Необходима современная компьютерная система управления с числом управляемых координат не менее 8.
Станочная кинематика формообразования зубьев профильным кругом упрощается за счет развития подсистемы профилирования круга. Чем точнее профиль инструмента, тем проще кинематика станка.
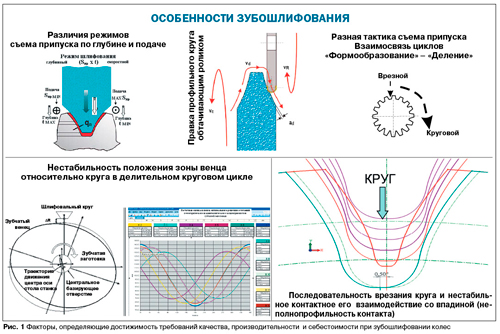
Рис. 1. Факторы, определяющие выбор метода шлифования зубчатых колес
Ключевые факторы выбора метода шлифования
Форма контакта инструмента с заготовкой
Возможны два варианта: строчечно-точечное или формовочно-профильное формообразование. От этого зависит интенсивность удаления металла и вероятность образования прижогов.
Профильный контакт дает большую площадь взаимодействия — выше производительность, но выше и риск перегрева. Точечный контакт безопаснее, но медленнее.
Интенсивность съема припуска
По упруго-кинетическим характеристикам различают:
- ★ Глубинный силовой режим — большая глубина резания, умеренная скорость
- ★ Маятниковый скоростной режим — малая глубина, высокая скорость движения
Каждый режим имеет свои преимущества и ограничения. Выбор зависит от конкретной задачи и возможностей оборудования.
Тактика съема в круговом цикле
Существует две основные стратегии:
Врезной цикл — обработка каждого зуба до полной глубины перед переходом к следующему. Просто, но неравномерная тепловая нагрузка.
Круговой цикл — последовательный съем небольших припусков со всех зубьев. Сложнее, но стабильнее тепловой режим и выше точность.
Периодичность проявления погрешностей
Заготовка наследует погрешности от предыдущих операций. При смене баз при предварительном и финишном зубообразовании возникает нестабильность величины снимаемого припуска.
Это проявляется не только от зуба к зубу в круговом делительном цикле, но и по боковым сторонам впадины — так называемая разноприпускность.
Учет этого фактора критически важен для правильного распределения припуска.
Использование припуска на полнопрофильность
Большая доля (80-90%) общего припуска расходуется на достижение полнопрофильности контакта круга с поверхностью впадины при радиальном врезании.
Это необходимо для обеспечения правильного профиля зуба, но сокращает запас на исправление других погрешностей.
Автоматизация и диагностика процесса
Опции настройки и балансировки
Современные станки оснащаются системами:
- ✔️ Автоматической настройки угла наклона зубьев
- ✔️ Балансировки шлифовального круга
- ✔️ Функциональной диагностики состояния узлов
- ✔️ Контроля контактного взаимодействия в зоне резания
Это обеспечивает идентификацию конечного позиционного состояния круга и заготовки для достижения требований точности по профилю зубьев и длине общей нормали.
Интеллектуальная поддержка
Системы управления не просто исполняют программу, но и анализируют процесс в реальном времени. Корректируют параметры при отклонениях, предотвращают брак.
Предварительное 3D-моделирование позволяет оптимизировать режимы до начала реальной обработки.
Комплексный подход к обеспечению точности
Взаимосвязь всех стадий процесса
Зубошлифование — уникальная металлообрабатывающая технология, интегрирующая сложный комплекс проблем обеспечения точности. Они проявляются на разных стадиях изготовления зубчатого колеса.
Только взаимосвязанное решение задач дает результат:
| Компонент | Влияние на точность | Контролируемые параметры |
|---|---|---|
| Подготовка производства | Высокое | Маршрутная технология, припуски |
| Наладка станка | Критическое | Позиционирование, соосность |
| Качество инструмента | Высокое | Профиль, износостойкость |
| Точность заготовки | Среднее | Окружные шаги, биение |
| Режимы шлифования | Высокое | Скорость, подача, глубина |
| Параметры правки | Среднее | Профиль круга, шероховатость |
Роль интеллектуальных систем
Оптимизация параметров схемы формообразования, режима шлифования и правки на основе интеллектуальной поддержки цикла обработки — обязательное условие для прецизионных колес.
Предварительное имитационное 3D-моделирование позволяет выявить проблемы до начала реальной обработки.
Управление контактным взаимодействием
Стабильность контакта во впадине
Прецизионность профильной обработки (до 3-4 степени по DIN 1328-95) достигается только при стабильном контактном взаимодействии круга во впадине.
Любые возмущения приводят к отклонениям профиля. Задача — минимизировать эти возмущения.
Пространственная траектория
Зона сопряжения профильного круга с винтовыми зубьями во впадине — сложная пространственная траектория. Управление ею требует точных расчетов и совершенного оборудования.
Минимизация погрешностей достигается управлением формой контакта путем изменения настроечных параметров с учетом корригированности колеса.
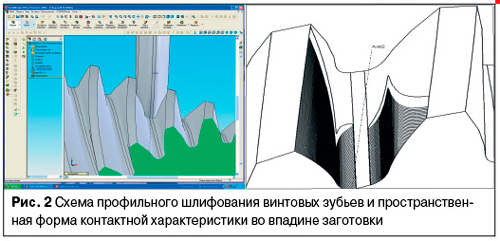
Рис. 2. Зона контакта профильного круга с винтовыми зубьями во впадине
Обеспечение точности профиля и нормали
Главная проблема профильного шлифования
Обеспечение точности по профилю и длине общей нормали колеса — наиболее сложная задача. Связано это с высокой чувствительностью погрешностей врезной подачи на данные параметры при финише и выхаживании.
Микронные отклонения подачи приводят к заметным изменениям профиля. Требуется высочайшая точность позиционирования.
Составляющие выходной точности
Важнейшие факторы, определяющие результат:
- ✗ Погрешности заготовки и достаточность величины припуска
- ✗ Точность профилирования круга
- ✗ Характеристики станка (кинематика винтового движения и деления)
- ✗ Точность позиционирования узлов при врезании
- ✗ Правильная наладка по оптимальному распределению припуска
- ✗ Расчет параметров схемы, режимов шлифования и правки
- ✗ Автоматизация расчета параметров настройки и юстировки
Требования к заготовке
На заготовку налагаются жесткие обоснованные расчетом требования по уровню наследуемых погрешностей. Наиболее значимы ошибки окружных шагов.
Недостаточный припуск не позволит исправить эти погрешности. Избыточный — увеличит время обработки и риск прижогов.
Скоростные режимы обработки
Производительность и скорость подачи
Производительность профильного шлифования прямо зависит от скорости формообразующей подачи. Чем быстрее движется инструмент, тем меньше время цикла.
Но простое увеличение скорости невозможно — возникают вибрации, перегрев, падает точность.
Разработка скоростного режима
Разработан скоростной режим шлифования винтовых зубьев цилиндрических колес. Он поддерживается рабочими характеристиками станка и системой управления.
Позволяет достигать заданной траекторной точности реверсирующего винтового движения в форсированном режиме съема припуска.
Ключ — в совершенной мехатронике и быстродействии приводов.
Требования к станочной системе
Система должна обладать:
- ☑️ Достаточной жесткостью
- ☑️ Быстродействием приводов
- ☑️ Точностью позиционирования
- ☑️ Возможностью скоростного винтового реверсирующего движения
Мехатронная кинематика не испытывает проблем в обеспечении кинематической точности шлифуемого колеса, формируемой единичным делением.
Решение инженерных задач на практике
Комплекс научно-практических задач
Для внедрения профильной технологии в зубообрабатывающие процессы реализован следующий комплекс:
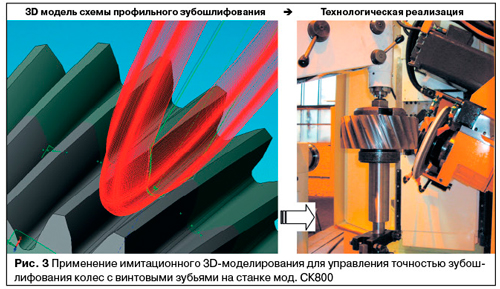
Рис. 3. Изготовление нестандартных крупномодульных колес на зубошлифовальном станке
Сформированы входные требования к заготовке (по припуску и погрешностям) и средствам оснащения (станку, инструменту и оснастке). Это исключает брак на операции, минимизирует время шлифования и снижает себестоимость изготовления прецизионных колес.
Разработана гамма инновационных отечественных станков диаметром обработки 800-1800 мм. Они имеют мехатронную кинематику и высокоуровневое программно-математическое обеспечение поддержки процесса обработки.
Созданы методы управления точностью зубошлифования цилиндрических колес с прямыми и винтовыми зубьями в процессе шлифования и при наладке станка.
Компьютерные инструменты исследований
Для решения наукоемких задач применены CAD/CAE-средства пространственного имитационного моделирования. Они позволили:
- ★ Смоделировать процесс профильной зубообработки
- ★ Управлять выходными показателями (точность, производительность, себестоимость)
- ★ Найти новые взаимосвязи параметров
- ★ Формализовать и алгоритмизировать процессы
- ★ Реализовать программно в системе ЧПУ
Это дает возможность оптимизировать процесс еще на стадии подготовки финишной операции.
Практический пример
Пример изготовления нестандартных крупномодульных колес для ОАО «Пензадизельмаш» на зубошлифовальном станке мод. СК800 (ООО «Самоточка») демонстрирует возможности технологии.
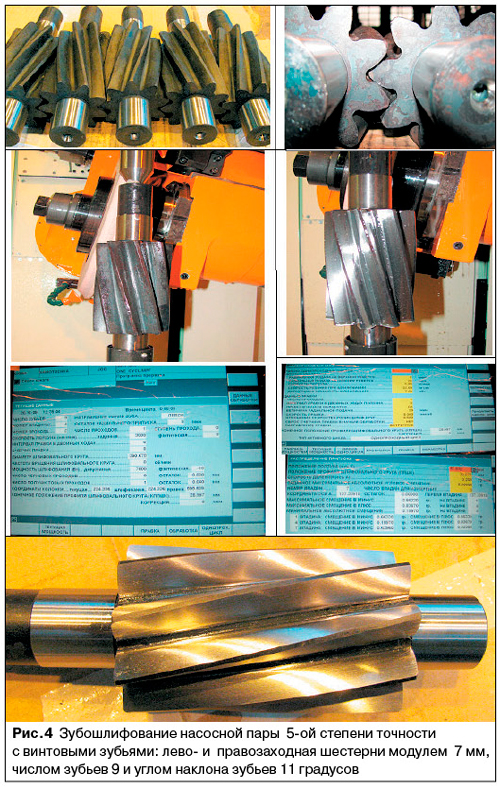
Рис. 4. Обработка зубчатого колеса на станке СК800
Конкурентные преимущества отечественных станков
Созданные ООО «Самоточка» инновационные зубошлифовальные станки для шлифования прямых и винтовых зубьев профильным методом конкурентоспособны:
| Параметр | Отечественные станки | Зарубежные аналоги | Преимущество |
|---|---|---|---|
| Точность | 3-5 степень DIN | 3-5 степень DIN | Паритет |
| Стоимость | Базовая цена | В 2 раза дороже | Экономия 50% |
| Производительность | В несколько раз выше | Базовая | Кратное превосходство |
| Компоненты | Отечественные | Импортные | Независимость |
Станки работают на отечественных компонентах (абразивных инструментах, оснастке и расходных материалах), применяя наукоемкую технологию скоростного многопроходного шлифования.
Это позволяет изготавливать многопрофильные детали типа «зубчатое колесо», «червяк» с винтовыми и криволинейными поверхностями любой сложности и точности.
Импортозамещение в действии
Станки сертифицированы, налажено серийное производство. Это устраняет импортозависимость российского машиностроения в области прецизионной зубообработки.
Технология профильного зубошлифования внедрена на предприятиях ЗАО «Трансмашхолдинг» (ОАО «Пензадизельмаш», ЗАО «Метровагонмаш» и др.). Поставлено несколько образцов мод. СК800 и мод. 5А868СФ3.
Результат говорит сам за себя.
к.т.н. В.М. Макаров
инж. М.И. Декополитов
ООО «Самоточка»
ООО «Самоточка» специализируется на техническом оснащении и инженерном сопровождении зубообрабатывающих технологий и процессов в высокотехнологичном машиностроении.
Тел.: (495) 988 83 04
samotochka@mail.ru
www.samotochka.ru

