Требования к абразивным инструментам на жесткой основе
Равномерность — ключ к качеству
Одним из основных требований к абразивным инструментам на жесткой основе является максимальная степень уравновешенности, равномерная плотность и твердость во всем объеме.
Почему это так важно? Представьте: если плотность неравномерная, круг будет бить при вращении. Если твердость разная — где-то зерно вылетит раньше времени, а где-то затупится. Результат — брак, вибрации, низкое качество поверхности.
Технологические процессы изготовления таких инструментов строятся так, чтобы обеспечить равномерное перемешивание абразивного материала, связки, наполнителей и других компонентов для получения заданной структуры и твердости с равномерной плотностью и однородными свойствами.
Это не просто теория. Это основа качественного шлифования.
Теория расположения зерен в объеме круга
Идеальная равномерность: миф или реальность?
Учитывая то, что абразивные зерна должны быть равномерно распределены по всему режущему слою с одинаковым фактическим расстоянием между соседними зернами, был рассмотрен вопрос о расположении абразивных зерен в объеме шлифовального круга.
Зерна представлены в виде материальных точек, расположенных по вершинам различных по форме правильных многогранников, с помощью которых целиком можно заполнить пространство.
Решетки, образованные на базе различных типов многогранников, дают разную степень равномерности заполнения режущего слоя абразивными зернами.
Пространственные решетки: кубы, призмы, тетраэдры
Три варианта геометрии
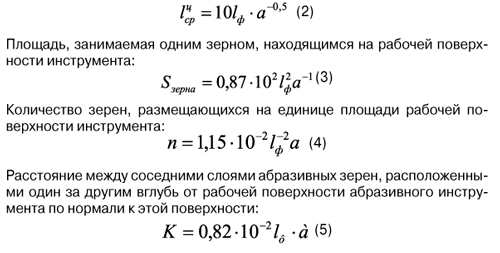
Рассмотрены варианты расположения абразивных зерен в пространственной решетке, образованной:
- Кубами — прямоугольная кубическая решетка
- Прямыми правильными трехгранными призмами с длиной всех ребер и с основанием в виде равностороннего треугольника с длиной стороны
- Наклонными трехгранными призмами, которые образованы комбинацией из октаэдров (правильных восьмигранников) и тетраэдров (правильных четырехгранников), все ребра равны
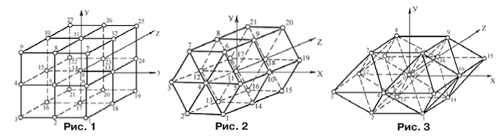
Рис. 1-3. Типы пространственных решеток для расположения абразивных зерен
Оптимальная структура: комбинация тетраэдров и октаэдров
Почему именно эта комбинация?
Идеальным по равномерности расположения зерен в объеме шлифовального круга могло бы стать расположение их в решетке, образованной на базе тетраэдров.
Однако, одними этими правильными четырехгранниками, все грани которых являются равносторонними треугольниками, заполнить пространство полностью без пустот невозможно.
Таким образом, анализ всех возможных вариантов расположения зерен в объеме шлифовального круга показал, что наиболее равномерным и компактным, следовательно, и наиболее близким к реальным абразивным кругам, является размещение зерен в пространственной решетке, образованной на базе комбинации из правильных четырехгранников (тетраэдров) и восьмигранников (октаэдров).
Это не случайность. Это математически обоснованный выбор.
Математическая модель расчета количества зерен
От геометрии к формулам
Очевидно, что для данной схемы параметр пространственной решетки — среднее фактическое расстояние между соседними узловыми точками — зависит от зернистости (N) и структуры (C) кругов.
Учитывая величину зерновой фазы в шлифовальных инструментах – Фа=2(31 – С) и выражение объема, приходящегося на одно зерно для данной структуры, определен объем, занимаемый непосредственно одним зерном, а отсюда – количество абразивных зерен в единице объема шлифовального круга:

Формула 1. Расчет количества зерен в единице объема
Параметры рабочей поверхности абразивного круга
Сколько зерен реально работает?
Важнейшей задачей в теории шлифования является выявление закономерностей распределения режущих зерен на рабочей поверхности абразивных кругов и определение количества абразивных зерен, участвующих в отделении стружки в каждый данный момент процесса шлифования.
При этом необходимо учесть, что исходная рабочая поверхность круга, полученная после правки, в процессе шлифования подвергается износу и соответственно степени износа, меняет свои параметры.
Определим возможное количество узловых точек на рабочей поверхности круга при различных положениях решетки.
Рассмотрены три варианта взаимного углового расположения рабочей поверхности абразивного круга и принятой нами пространственной решетки.
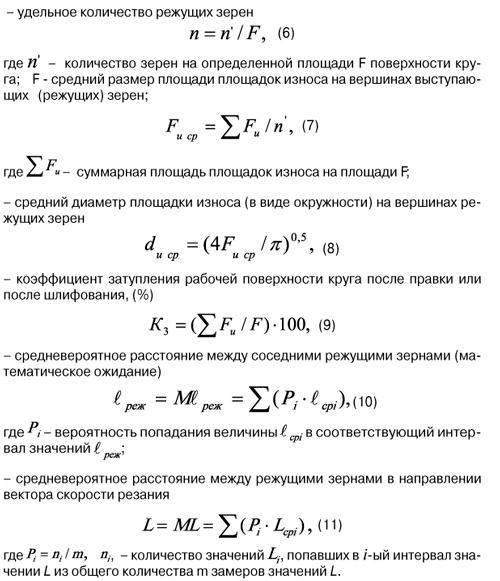
После графического обобщения приведенных данных и соответствующей математической обработки получены уравнения, определяющие связь параметров пространственной решетки с относительным количеством центров зерен (а, %), соответствующим различным взаимным угловым положениям рабочей поверхности круга и пространственной решетки.
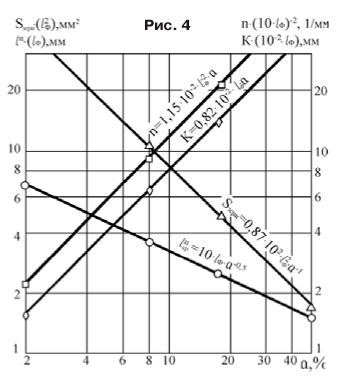
Рис. 4. Зависимость количества центров зерен от углового положения
Среднее расстояние между центрами зерен, расположенными непосредственно на рабочей поверхности абразивного инструмента:
Формула 2. Среднее расстояние между зернами на поверхности
Из полученного следует, что в зависимости от углового положения рабочей поверхности абразивного инструмента относительно пространственной решетки с абразивными зернами количество центров зерен на этой поверхности теоретически может быть различным, меняясь от 100% до минимума.
Однако, чтобы окончательно решить вопрос о количестве и расположении абразивных зерен на рабочей поверхности инструмента, необходимо учитывать влияние различных методов правки.
Влияние методов правки на структуру поверхности
Правка решает все
Провели исследование для проверки влияния правки двумя различными методами:
- Точением алмазным карандашом
- Обкаткой шарошкой с чугунными дисками
на изменение параметров рабочей поверхности шлифовального круга с характеристикой 25А40ПСМ15К8.
После правки тем или другим методом и после шлифования с различной степенью затупления рабочей поверхности круга последний снимался со станка и прокатывался по стеклу с подкладкой из копировальной бумаги.
На рабочей поверхности круга оставались хорошо видимые отпечатки на вершинах выступающих абразивных зерен.
Экспериментальное исследование: алмазный карандаш vs шарошка
Методика исследования
После установки круга на биологическом стереоскопическом микроскопе МБС-2 с увеличением в 10…20 раз проводилась фотосъемка фотоаппаратом «ЗЕНИТ» со специальным переходником.
По полученным фотоснимкам с нанесенной на них миллиметровой сеткой определялись следующие параметры рабочей поверхности круга:
Формула 3. Параметры для определения характеристик поверхности
Результаты исследований приведены в таблице 1.
| Параметр | Алмазный карандаш | Шарошка с чугунными дисками |
|---|---|---|
| Количество зерен на 1 мм² | Данные из таблицы | Данные из таблицы |
| Среднее расстояние между зернами | Данные из таблицы | Данные из таблицы |
| Высота выступающих зерен | Данные из таблицы | Данные из таблицы |
| Равномерность распределения | Данные из таблицы | Данные из таблицы |
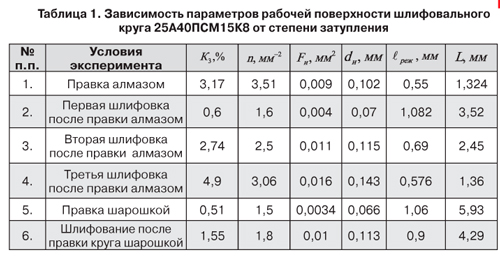
Таблица 1. Параметры рабочей поверхности после правки разными методами
Изменение параметров при износе в процессе шлифования
Динамика изменения структуры
Обобщая все приведенные данные, можно принять, что после правки сразу после начала шлифования с рабочей поверхности круга под действием сил резания удаляются все затупленные зерна и непосредственно в отделении стружек участвуют лишь острые или слегка притупленные зерна.
Общая сводка зависимостей параметров рабочей поверхности абразивных инструментов от износа при шлифовании приведена в таблице 2.
| Степень износа | Количество зерен | Расстояние между зернами | Шероховатость |
|---|---|---|---|
| После правки | Максимум | Минимум | Минимальная |
| Начальный износ | Снижается | Увеличивается | Растет |
| Средний износ | Стабилизируется | Стабилизируется | Стабилизируется |
| Сильный износ | Резко падает | Резко растет | Недопустимая |
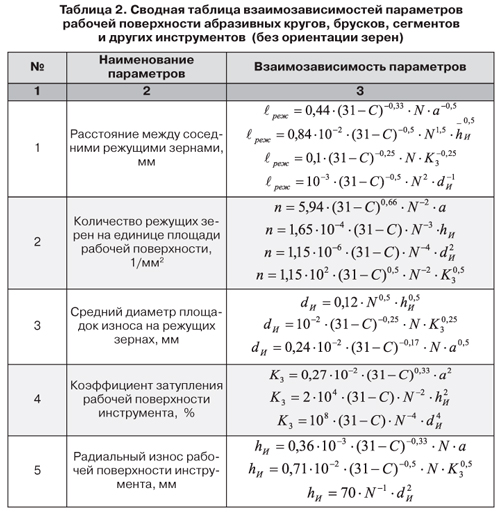
Таблица 2. Изменение параметров поверхности при износе
От стохастических к квазидетерминированным моделям
Новый подход к моделированию
Можно сделать вывод, что переход от применявшихся до сих пор стохастических моделей абразивных кругов, базирующихся на достаточно спорной гипотезе распределения режущих зерен относительно связки, к новым квазидетерминированным моделям, полностью себя оправдал.
Благодаря этому переводу получаемые модели перешли из разряда случайных, неопределенных гипотез в разряд упорядоченных законов физики и термомеханики.
Что это дает на практике?
- Предсказуемость — можно точно рассчитать параметры круга
- Контроль качества — понимание процессов на микроуровне
- Оптимизация — возможность подбора оптимальной структуры
- Экономия — снижение брака и расхода инструмента
Это не просто теоретические изыскания. Это реальный инструмент для повышения эффективности шлифования.
Калинин Е.П., Правдик М.В.
Список использованной литературы:
- Е.П. Калинин, «Теория и практика управления производительностью шлифования без прижогов с учетом затупления инструмента», Санкт-Петербург, издательство Политехнического университета, 2009 г.
- Е.Н. Маслов, «Теория шлифования материалов», Москва, «Машиностроение», 1974 г.
- В.В. Лоскутов, «Шлифование металлов», Москва, «Машиностроение», 1985 г.

