Роль инструментального хозяйства в эффективности производства
Влияние на технико-экономические показатели
Одним из важных условий повышения эффективности производства является рациональная организация инструментального хозяйства. И это не просто слова — от качества и технологичности инструмента, от грамотной организации обеспечения им рабочих мест и объема затрат существенно зависят технико-экономические показатели предприятия.
Представьте ситуацию: станки простаивают, потому что нужной фрезы нет на складе. Или наоборот — склад забит инструментом, который никто не использует. Знакомо?
Инструментальное хозяйство предприятия представляет собой совокупность отделов и цехов, занятых проектированием, приобретением, изготовлением, ремонтом и восстановлением режущего инструмента (РИ), а также его учетом, хранением и выдачей в цеха и на рабочие места.
Это целый комплекс задач. И если его не автоматизировать — хаос гарантирован.
Что такое АСОРИ и зачем она нужна
Полный жизненный цикл инструмента
Оборотом режущего инструмента в сфере производства назовем порядок эксплуатации режущего инструмента от момента заказа на приобретение до момента его списания и утилизации.
Проще говоря — это вся жизнь инструмента: от рождения (заказа) до смерти (списания).
Предприятия с парком металлообрабатывающего оборудования численностью порядка двухсот единиц используют тысячи единиц инструмента. В таких случаях необходимо создание автоматизированной системы оборота режущего инструмента (АСОРИ), которая, с минимальными затратами ручного труда, даст полную информацию о фазах эксплуатации режущего инструмента.
Без автоматизации отследить тысячи единиц инструмента невозможно. Рано или поздно начнутся потери, дублирование закупок, простои.
Четыре главные функции системы управления инструментом
От заказа до списания
Назначение АСОРИ охватывает все ключевые процессы:
- ✓ формирование заказа на приобретение
- ✓ обеспечение текущего производства
- ✓ определение стоимости на этапе составления контракта на поставку продукции
- ✓ списание режущего инструмента с учета
Каждая функция критически важна. Нельзя просто купить инструмент и забыть о нем. Нужно знать: когда заказывать, сколько нужно, где он сейчас, когда списывать.
| Функция | Задача | Результат |
|---|---|---|
| Формирование заказа | Определение потребности | Своевременная закупка |
| Обеспечение производства | Выдача в цеха | Без простоев |
| Определение стоимости | Калькуляция | Точная цена контракта |
| Списание | Учет износа | Актуальные данные |
Принципы построения: последовательно-параллельная архитектура
Два канала обработки информации
Система построена по последовательно-параллельному принципу. Блок формирования данных состоит из двух каналов преобразования информации, обеспечивающих работу различных подсистем системы, входящих в состав АСОРИ.
Почему именно так? Потому что информация о инструменте и информация о производстве — это разные вещи. Их нужно обрабатывать отдельно, а потом сводить вместе.
Это как две реки, которые текут параллельно, а потом сливаются в одну.
Первый канал: формирование главной базы режущего инструмента
Создание ГБРИ из технологических процессов
Первый канал создает главную базу РИ (ГБРИ) на основании технологических процессов изготовления всех деталей, использующих конкретный режущий инструмент.
Примечание: сам по себе технологический процесс является вторичным документом по отношению к комплекту конструкторской документации (ККД). Оба документа не входят в состав АСОРИ.
ГБРИ (таблица 1) – электронная таблица, каждая строка которой несет информацию о конкретном типе инструмента. Строку можно назвать элементом базы данных инструмента.
Принцип формирования ГБРИ заключается в выборке из множества технологических процессов типа используемого инструмента и помещение его в таблицу с указанием характерных признаков.
В таблицу могут быть добавлены иные характеристики, при условии, что они относятся к конкретному инструменту (столбцы 7, 8, …).
Процесс создания ГБРИ растянут по времени, с фиксированной точкой начала (момент разработки технологического процесса на первую деталь) и продолжающийся на протяжении всей деятельности производства.
Это не разовая акция. Это постоянный процесс.
Структура ГБРИ: электронный реестр всего инструмента
Таблица с исчерпывающей информацией
ГБРИ должна содержать всю необходимую информацию о каждом типе инструмента:
| Столбец | Содержание | Назначение |
|---|---|---|
| 1 | Типоразмер инструмента | Идентификация (ОПРИ) |
| 2 | Наименование | Описание |
| 3 | Чертежный номер | Связь с КД |
| 4 | Материал | Характеристики |
| 5 | Производитель | Поставщик |
| 6 | Стойкость | Расчет расхода |
| 7+ | Дополнительные параметры | Расширенные данные |
Создание ГБРИ тесно связано с созданием другого документа – ограничителя применяемого режущего инструмента (ОПРИ).
ОПРИ: ограничение номенклатуры для экономии
Контроль разнообразия инструмента
ОПРИ – документ, ограничивающий перечень РИ, используемого при разработке новых технологических процессов.
Этот документ призван ограничить номенклатуру используемого инструмента, что существенно сократит затраты на подготовку производства и время ее проведения.
По сути своей роль ограничителя выполняет первый столбец таблицы 1.
Почему это важно? Представьте: каждый технолог выбирает инструмент, какой ему нравится. Через год у вас будет 10 разных фрез для одной и той же операции. Это хаос и лишние затраты.
ОПРИ заставляет использовать стандартный набор. Экономия на масштабе — это реально.

Рис. 1. Функциональная схема формирования ГБРИ
Расчет расхода инструмента: от статистики к точным формулам
Эволюция методов планирования
Более подробно остановимся на методике определения параметра Р – расход инструмента.
Со времен плановой экономики в единичном, мелкосерийном и опытно-серийном производстве для определения расхода инструмента применяется статистический метод, который базируется на отчетных данных за прошлый период либо расчетный.
Общезаводской запас инструмента на центральном инструментальном складе (ЦИС) складывается из суммы текущего и страхового запасов.
Текущий запас предназначен для постоянного планового пополнения цеховых оборотных фондов инструментом за счет изготовления на предприятии или закупок на специализированных инструментальных заводах.
Страховой запас предназначен для снабжения цехов на случай срыва поставок инструмента.
На предприятии каждому цеху устанавливался лимит по каждому типоразмеру инструмента на определенный отрезок времени.
Величина лимита зависела не столько от качества расчетов потребности, сколько от характера взаимоотношений начальника цеха и инструментального хозяйства.
Знакомая ситуация? Кто громче кричал, тому больше давали.
Расчетный метод: точность вместо интуиции
Предлагается величину Р определять расчетным методом с использованием характеристик инструмента, обрабатываемого материала и параметров резания.
Это значит: не «дайте побольше», а точный расчет на основе:
- → свойств инструмента (материал, геометрия, стойкость)
- → обрабатываемого материала (твердость, вязкость)
- → режимов резания (скорость, подача, глубина)
Научный подход вместо «пальцем в небо».
Второй канал: план выпуска деталей и сроки
Трансформация контрактов в производственные задачи
Второй канал определяет количественно-временные характеристики выпускаемых деталей.
Исходной информацией для второго канала являются контрактные обязательства предприятия, трансформированные в область «деталь – количество – сроки выполнения».
Вид информации, которую формирует канал, представлен в таблице 2.
| Параметр | Содержание | Источник |
|---|---|---|
| Деталь | Наименование, чертежный номер | Контракт |
| Количество | Штук в партии | План выпуска |
| Сроки | Дата начала и окончания | График |
| Приоритет | Срочность выполнения | Менеджмент |

Таблица 2. План выпуска деталей по контрактам
Эта информация нужна, чтобы понять: когда и сколько инструмента потребуется.
Функциональная схема АСОРИ: как работает система
Интеграция двух каналов
Изобразим на рисунке 2 функциональную схему автоматизированной системы оборота режущего инструмента.
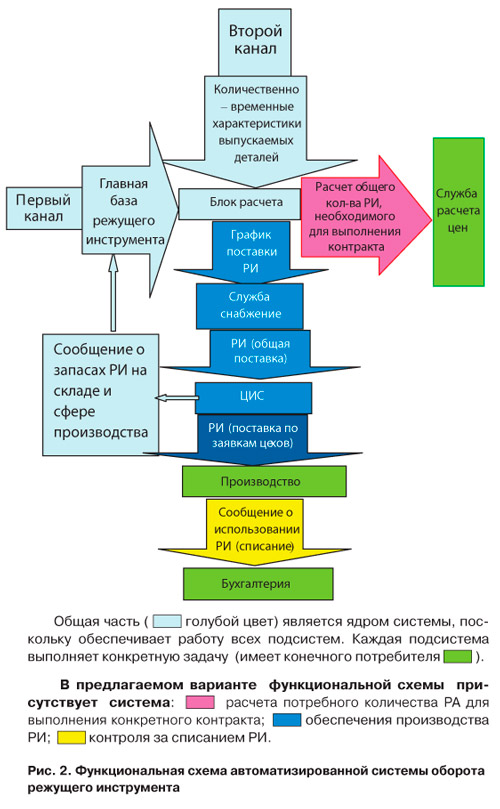
Рис. 2. Функциональная схема АСОРИ
Как видите, система объединяет:
- Главную базу РИ (от первого канала)
- План выпуска (от второго канала)
- Расчет потребности
- Формирование заказов
- Учет и контроль
Все работает вместе. Изменение в одном блоке автоматически влияет на другие.
Расширение системы: контроль переточки и покрытий
Модульная архитектура для роста
При необходимости можно построить еще ряд подсистем (например, систему контроля за переточкой инструмента и нанесения упрочняющего покрытия), но все они будут построены по выше изложенным принципам.
Это важно: система не застывшая. Ее можно расширять.
Дополнительные подсистемы могут включать:
- ✓ контроль количества переточек
- ✓ учет нанесения покрытий (TiN, TiAlN и др.)
- ✓ мониторинг износа в реальном времени
- ✓ прогноз остаточного ресурса
Каждая подсистема использует те же принципы: база данных + план производства = расчет потребности.
Алгоритм обеспечения производства инструментом
Пошаговый процесс работы подсистемы
В качестве примера работы подсистемы рассмотрим алгоритм действия обеспечения производства режущим инструментом Тк.
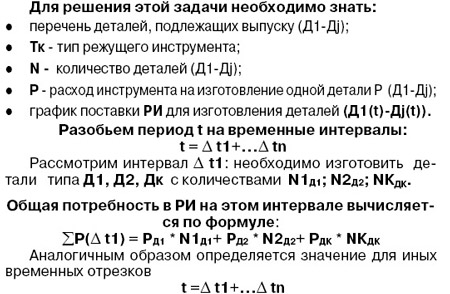
Рис. 3. Алгоритм обеспечения производства инструментом Тк
Как работает алгоритм:
- Старт: получаем план выпуска деталей
- Анализ: определяем, какой инструмент нужен для каждой операции
- Проверка: смотрим наличие на складе
- Расчет: если не хватает — считаем, сколько заказать
- Заказ: формируем заявку на приобретение
- Контроль: отслеживаем исполнение заказа
- Выдача: обеспечиваем цеха инструментом
- Учет: фиксируем расход и остаток
Все автоматически. Минимум ручного труда, максимум точности.
Преимущества автоматизации
Что дает внедрение АСОРИ?
| Показатель | До автоматизации | После внедрения АСОРИ |
|---|---|---|
| Время поиска инструмента | 15-30 минут | 2-5 минут |
| Простои из-за отсутствия | Частые | Единичные |
| Излишки на складе | До 40% | До 10% |
| Точность прогнозирования | 60-70% | 90-95% |
| Затраты на инструмент | 100% | 70-80% |
В заключение хотелось бы отметить, что целью проекта было создание автоматизированной системы оборота режущего инструмента.
Мы показали модель построения системы, схемы функционирования ее подсистем.
Но главное — мы показали путь от хаоса к порядку. От интуиции к точным расчетам. От потерь к экономии.
АСОРИ — это не просто программа. Это новый уровень управления производством.
Б.В. Големенцев
Заместитель генерального директора – генерального конструктора
Заслуженный конструктор РФ
Д.Е. Лохтина
Ведущий инженер
ОКБ «Новатор» имени Люльева Л.В.

