Ветроэнергетика: альтернативный источник энергии будущего
Восстанавливаемые ресурсы для безопасной энергии
Сегодня восстанавливаемые природные ресурсы как никогда необходимы для получения энергии. Именно поэтому ветроэнергетика становится наиболее востребованным и быстро развивающимся направлением научно-технического прогресса для получения безопасной и дешевой энергии.
Экономические показатели ветроэнергетики, а также совершенство конструкции и технический уровень производства энергетических установок увеличивают эффективность использования энергии ветра как альтернативного источника.
Это не просто тренд. Это необходимость. Ископаемое топливо заканчивается, цены растут, экологические требования ужесточаются. Ветер — бесплатный, неисчерпаемый и чистый источник энергии.
Комплексные решения TaeguTec для ветроустановок
От инструмента до оснастки: полный спектр
Соответствуя требованиям времени, TaeguTec успешно применяет свои решения для изготовления сложнейших деталей ветроустановок, что позволяет специалистам увеличить объем их производства и снизить себестоимость без значительных инвестиций.
Инженерный Центр «ТаТехнология» обладает полным объемом информации об инструменте, режимах обработки, оборудовании и оснастке для производства любой детали ветроустановок различных мощностей и размеров.
В качестве иллюстрации к сказанному приведем некоторые примеры комплексных решений TaeguTec для изготовления реальных образцов.
Фрезерование ступицы ветряка Viking: экономия 200%
Высокопроизводительные фрезы ZMill Plus
Деталь: ступица ветряка модели «Viking» (Дания).
Обрабатываемый материал: высокопрочный чугун ВЧ40.
Операция: фрезерование привалочных поверхностей контура ступицы.
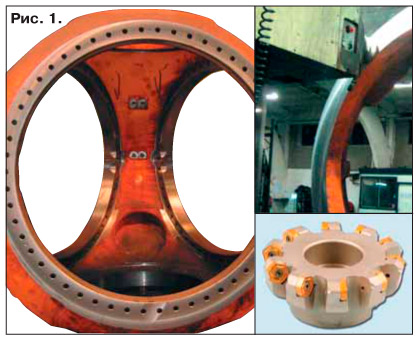
Рис. 1. Фрезерование ступицы ветряка Viking
При обработке данного элемента используется высокопроизводительное и экономичное решение TaeguTec — фрезы серии ZMill Plus.
Ранее заказчик использовал фрезы диаметром 125 мм с углом в плане 45 градусов со сменной квадратной пластиной. В процессе испытаний инструмента TaeguTec главным моментом, на который обратили внимание специалисты заказчика, является разница в количестве режущих кромок пластины — 12 у TaeguTec против 4 у конкурента!
Следующим преимуществом TaeguTec было достигнутое в процессе испытаний повышение производительности в результате увеличения подачи с 3000 мм/мин до 4560 мм/мин.
При этом процесс резания происходил мягко (без вибраций). А стойкость режущей пластины возросла с 2 до 5 деталей на кромку!
Таким образом, заказчик получил:
- ✓ повышение производительности
- ✓ увеличение стойкости инструмента в пересчете на кромку более чем на 200%
- ✓ снижение нагрузки на станок и более качественную поверхность после обработки
- ✓ значительную экономию затрат на инструмент
| Параметр | Конкурент | TaeguTec | Улучшение |
|---|---|---|---|
| Количество режущих кромок | 4 | 12 | В 3 раза больше |
| Подача, мм/мин | 3000 | 4560 | +52% |
| Стойкость, деталей/кромка | 2 | 5 | +150% |
| Вибрации | Присутствуют | Отсутствуют | Качество выше |
Обработка несущей рамы Siemens 3MW: рост производительности в 8 раз
Торцевые фрезы ChaseFeed для высоких подач
Деталь: несущая рама ветроэнергетической установки модели 3MW Siemens (Германия).
Обрабатываемый материал: высокопрочный чугун ВЧ40.
Операция: фрезерование отверстия после предварительного сверления.

Рис. 2. Обработка отверстия в несущей раме Siemens 3MW
На данной операции заказчик ранее использовал концевой инструмент с большим вылетом.
Повысить глубину резания или подачу при круговой интерполяции не представлялось возможным, так как возникали значительный шум и вибрация, которые влекли за собой повышенный износ или поломку инструмента.
Поэтому обработка данного отверстия концевым инструментом составляла 24 минуты.
TaeguTec предложил использовать серию торцевых фрез ChaseFeed. Они спроектированы для работы на высоких подачах и небольших глубинах резания.
Применение данных фрез свело время обработки одного отверстия к 3 минутам.
Таким образом, заказчик получил:
- ★ повышение производительности в 8 раз
- ★ увеличение стойкости инструмента за счет использования пластин с механическим креплением взамен монолитного твердосплавного
- ★ экономию затрат на инструмент за счет увеличения стойкости
| Показатель | Концевая фреза | ChaseFeed | Результат |
|---|---|---|---|
| Время обработки, мин | 24 | 3 | В 8 раз быстрее |
| Тип инструмента | Монолитный | Сменный | Дешевле |
| Вибрации | Значительные | Минимальные | Качество выше |
| Стойкость | Низкая | Высокая | Экономия |
Фрезерование паза радиусом 25 мм: специальная фреза кукурузного типа
Индивидуальное решение для сложной операции
Деталь: несущая рама ветроэнергетической установки модели 3MW Siemens (Германия).
Обрабатываемый материал: высокопрочный чугун ВЧ40.
Операция: фрезерование паза с радиусом 25 мм.

Рис. 3. Фрезерование паза специальной фрезой
На данной операции заказчик из США ранее использовал сферическую кукурузную фрезу диаметром 50 мм.
Необходимый паз выполнялся за 7 проходов, а общее время обработки составляло 14 минут.
В качестве решения задачи специалисты TaeguTec разработали специальную сферическую фрезу кукурузного типа диаметром 100 мм и радиусом вершины 25 мм.
При фрезеровании инструментом TaeguTec скорость резания была сохранена, но подача уменьшена на 50%.
Это позволило уменьшить нагрузку на станок при увеличении количества зубьев.
Несмотря на то, что подача была уменьшена, специальная геометрия фрезы позволила выполнить одновременно черновую и финишную операцию всего за один проход, что составило 4 минуты.
Таким образом, заказчик получил:
- ➤ повышение производительности в 3,5 раза
- ➤ уменьшение затрат на инструмент в год на 15 100,00 Евро (только по данной операции)
| Параметр | Фреза 50 мм | Фреза 100 мм | Эффект |
|---|---|---|---|
| Количество проходов | 7 | 1 | В 7 раз меньше |
| Время обработки, мин | 14 | 4 | В 3,5 раза быстрее |
| Операции | Черновая + финишная | За один проход | Проще |
| Годовая экономия | — | 15 100 € | Существенно |
Комбинированное сверло: сверление и расточка за один проход
Уникальная разработка для повышения эффективности
Деталь: ступица ветряка модели «Viking» (Дания).
Обрабатываемый материал: высокопрочный чугун ВЧ40.
Операция: сверление и расточка комбинированного отверстия под болтовое соединение.
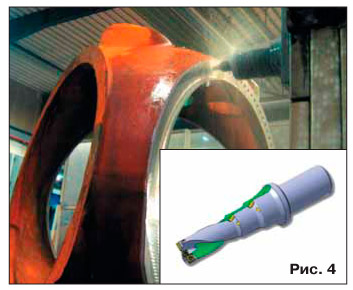
Рис. 4. Обработка комбинированного отверстия
На данной операции ранее использовалось 2 типа инструмента:
- Сверла со сменными головками:
Скорость V = 133 м/мин (N = 1600 об/мин)
Подача f = 0,875 мм/об (F = 1400 мм/мин) - Расточные оправки для внутренней расточки отверстия:
Скорость V = 133 м/мин (N = 1600 об/мин)
Подача f = 0,75 мм/об (F = 1200 мм/мин)
TaeguTec, в свою очередь, разработал и изготовил специальное комбинированное сверло, которое за один проход выполняло одновременно операцию сверления и расточки:
Комбинированное сверло TaeguTec:
Скорость V = 216 м/мин (N = 2600 об/мин)
Подача f = 0,53 мм/об (F = 1400 мм/мин)
В результате заказчик получил:
- ✔ снижение затрат на инструмент
- ✔ увеличение производительности более чем в 2 раза
- ✔ стабильное и ненагруженное резание, которое не требует дополнительных операций по доработке отверстия
| Параметр | 2 инструмента | Комбинированное | Результат |
|---|---|---|---|
| Количество операций | 2 (сверление + расточка) | 1 | Проще |
| Скорость, м/мин | 133 | 216 | +62% |
| Производительность | Базовая | В 2 раза выше | Быстрее |
| Доработка | Требуется | Не требуется | Качество |
Лидеры отрасли используют TaeguTec
Мировые производители выбирают качество
Как видно из примеров, которые можно продолжать, решения TaeguTec позволяют добиваться высоких результатов в производстве ветроэнергетических установок.
Инструмент TaeguTec используют такие лидеры отрасли как:
- ★ General Electric (США)
- ★ Vestas (Дания)
- ★ Gamesa (Испания)
- ★ Enercon и Siemens (Германия)
- ★ Unison (Корея)
- ★ Hyosung (Корея)
- ★ DOOSAN Heavy Industries (Корея)
- ★ HANJIN Industry (Корея)

Рис. 5. Инструмент TaeguTec в ветроэнергетике
Работая во всех областях машиностроения, TaeguTec прилагает максимум усилий для производства лучших продуктов и лучших концепций инструмента для каждого отдельного заказчика, поддерживая имидж компании, которая концентрируется на увеличении производительности и уменьшении затрат на инструмент.
Рис. 6. Продукция TaeguTec
Техническая поддержка Инженерного Центра ТаТехнология
Профессиональная помощь на всех этапах
Поддерживая политику и развивая достижения компании-производителя TaeguTec, специалисты ИЦ «ТаТехнология» готовы оказать технологическую поддержку и грамотную консультацию в подборе необходимого инструмента.
К услугам наших заказчиков:
- → высококвалифицированный штат технологов и логистов (более 20 человек)
- → оперативный склад инструмента в Ростове-на-Дону
- → поставки из Южной Кореи — через представительство в Москве 2 раза в неделю
Предлагаем организовать проведение технологических семинаров на территории заказчика либо в нашем испытательном центре в соответствии с заявленной темой в области металлообработки.
Это не просто слова. Это реальные возможности для повышения эффективности вашего производства.
Приходите на семинары, задавайте вопросы, получайте практические знания.
Инженерный Центр «ТаТехнология»

344091, г. Ростов-на-Дону
ул. Краснодарская 2-я, 133 / 35
Тел./факс (863) 271-13-89
Email: td@tat.ru
http://www.tat.ru
Ветроэнергетика — это будущее. А эффективное производство — ключ к этому будущему.
С TaeguTec это будущее уже наступило.

