Эволюция инструмента: почему переточка ушла в прошлое
Времена перетачиваемого инструмента
Затраты производства, связанные с оборотом режущего инструмента, всегда составляли довольно существенную часть в структуре себестоимости детали, изготовленной путем обработки металла резанием.
Используя перетачиваемый режущий инструмент, станочник был вынужден его перетачивать в среднем 10 раз за смену. Если положить на эту операцию 15 минут, то за рабочую смену на процедуру тратилось около 30% рабочего времени.
30% времени — это почти треть смены! Представьте: из 8 часов работы 2,5 часа уходит на заточку. Не на производство, не на контроль качества, а просто на поддержание инструмента в рабочем состоянии.
Это много? Однозначно да.
Эра неперетачиваемого инструмента
Сегодня эра перетачиваемого инструмента практически отошла в прошлое, и на смену ему пришел неперетачиваемый инструмент, который после приобретения и по мере использования выводится из эксплуатации.
Затраты рабочего времени на заточку исчезают, но при этом существенно возрастают затраты на приобретение инструмента.
Парадокс? Не совсем. Просто расходы перераспределились:
| Параметр | Перетачиваемый | Неперетачиваемый |
|---|---|---|
| Затраты времени на заточку | 30% смены | 0% |
| Стоимость приобретения | Низкая | Высокая |
| Количество заточек | 10 раз/смену | 0 |
| Срок службы | Многоразовый | Одноразовый |
Проблема выбора режима резания
Их возможно сократить за счет применения «мягких» режимов резания, но при этом увеличивается время изготовления детали, и, как следствие, возрастает доля оплаты труда рабочего в единице продукции.
Вариант математического метода поиска компромисса между затратами на приобретение инструмента и оплатой труда рабочего приведен в предлагаемой статье.
Расход и стойкость: ключевые параметры оптимизации
Что такое расход инструмента
Введем в оборот основные понятия, необходимые для дальнейших рассуждений: расход инструмента, стойкость инструмента.
Расход инструмента (N ед.) – количество единиц конкретного инструмента, необходимое для выполнения конкретной операции при изготовлении одной детали. Значение N может изменяться от величины близкой к 0 до величины значительно большей 0.
Граничные факторы расхода
Столь существенный разброс этого параметра объясняется двумя граничными факторами:
- ✔️ «Величина близкая к 0» – инструментом проводится операция, при которой снимается малый объем металла малой твердости (мягкий режим резания).
- ✔️ «Величина существенно больше единицы» – инструментом проводится операция, при которой снимается большой объем металла высокой твердости (жесткий режим резания).
Рассмотрим механизм расчета этого параметра, а затем покажем его роль в экономической составляющей производства.
Стойкость инструмента: определение
Исходным параметром для расчета расхода инструмента служит характеристика его стойкости в различных условиях, которая приводится в справочной литературе фирмы изготовителя.
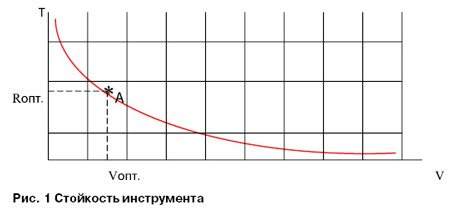
Стойкость (Т мин) – это способность инструмента снять определенный объем металла за все время его работы (для неперетачиваемого инструмента) или за период между заточками (для перетачиваемого инструмента).
Стойкость инструмента можно измерять в [мин] для определенного режима резания и марки материала. Зависимость Т=f(V) приведена на рисунке 1, где V – обобщающий показатель составляющих режима резания (обороты шпинделя, подачи и т.д.). Эти зависимости также приводятся в рекомендациях по применению инструмента.
Структура затрат: поиск баланса
Две основные статьи расходов
Нашу задачу будем решать для простого случая – изготовление детали одним инструментом. Ограничимся двумя основными статьями затрат (Z) на превращения заготовки в деталь:
Z = Zи(V) + Zо(V)
где:
- Zи(V) – затраты на инструмент в функции режима резания
- Zо(V) – затраты по выполнению работы в функции режима резания
Противоположные тенденции
На малых режимах резания увеличивается ресурс инструмента и сокращаются расходы на его пополнение, но возрастают затраты на выполнение работы. На больших режимах наблюдается обратная картина.
Найдем оптимальное значение этой функции.
Затраты на инструмент рассчитываются по формуле:
Zи = Sи/Ти × t
где:
- Ти(мин) – стойкость инструмента
- Sи – стоимость единицы инструмента
- t – время работы
Время работы определяется как:
t = М/V
где М – общий вес снимаемого металла выбранным инструментом в процессе изготовления детали.
Зависимость стойкости от режима резания
Экстремальные значения
При бесконечно малых производительностях стойкость инструмента стремится к бесконечности, а при бесконечно больших – к нулю. Следовательно, из соображения экономики необходимо найти разумный компромисс между этими пределами.
Примечание. В настоящее время производители выпускают инструмент для обработки материалов конкретной марки и твердости, что позволяет нам в постановочном плане рассуждать об абстрактном материале и соответствующем ему абстрактном инструменте.
Обобщенный показатель режима
Стойкость инструмента изменяется в зависимости от режима обработки (V) (эти зависимости также приводятся в рекомендациях по применению инструмента). Не будем рассматривать составляющие режима резания (обороты шпинделя, подачи и т.д.), а введем обобщенный показатель V.
Это упрощение не снижает практической ценности метода — наоборот, делает его более универсальным.
Математическая модель оптимизации
Аппроксимация кривой стойкости
Не будем решать уравнение графически, а аппроксимируем кривую рис. 1 функцией Кт/V² и найдем оптимальное значение параметра V. Кт – коэффициент зависимости.
Примечание. В зависимости от характера кривой ее можно аппроксимировать степенным полиномом более высокого порядка, но это обстоятельство не повлияет на ход нашего рассуждения.
Ти = Кт/V²
Функция затрат на инструмент
Подставим полученное выражение в формулу затрат:
Zи(V) = Sи/Ти × М/V
После преобразований получаем:
Zи(V) = Sи × V × M / Кт
Затраты на выполнение работы
Далее определим составляющую Zо(V):
Zо = Sо × t
где Sо – ставка оплаты (обобщенная стоимость одного часа работы предприятия).
Следовательно:
Zо(V) = Sо × М/V
Удельные затраты
Для удобства анализа введем понятие удельных затрат на единицу веса снимаемого металла:
Zм(V) = Z/M
После подстановки и упрощения получаем итоговую функцию:
Zм(V) = Sи/Кт × V + Sо/V
Расчет оптимальной скорости резания
Поиск минимума функции
Определим оптимум этой функции, для чего найдем дифференциал и приравняем его к нулю.
Z'м(V) = Sи/Кт – Sо/V² = 0
Отсюда получаем формулу оптимальной скорости резания:
Определение оптимального режима
Вернемся к графику (рис. 1).
Отметим на нем точку оптимального режима Vопт. (точка А) и определим стойкость инструмента на этом режиме Топт.
Найдем время работы на этом режиме:
tопт. = М/Vопт.
Практическое применение метода
Расчет расхода инструмента
Нам осталось определить расход инструмента на выполнение конкретной операции:
N = T/tопт.
где T – общая стойкость инструмента.
Практическая ценность метода
Что дает этот метод на практике?
| Параметр | Без оптимизации | С оптимизацией |
|---|---|---|
| Расход инструмента | Непредсказуем | Рассчитан точно |
| Время обработки | Может быть избыточным | Оптимальное |
| Себестоимость | Выше | Минимальная |
| Планирование | Приблизительное | Точное |
Представьте ситуацию: вы знаете точный расход инструмента на каждую операцию. Можете точно рассчитать себестоимость. Планируете закупки без излишков и дефицита.
Это не фантастика — это результат применения математического метода.
Ограничения математического подхода
Два параметра — не предел
В заключении отметим, что выбранный метод поиска компромисса дает оптимум функции на основании двух параметров, что не гарантирует оптимизацию их большего количества.
Что это значит на практике?
Метод отлично работает, когда нужно найти баланс между стоимостью инструмента и затратами на оплату труда. Но в реальном производстве факторов больше:
- ✖️ Износ станка
- ✖️ Качество поверхности
- ✖️ Точность размеров
- ✖️ Энергопотребление
- ✖️ Время переналадки
Учет всех факторов требует более сложных моделей. Но даже упрощенный подход дает ощутимый экономический эффект.
Когда метод наиболее эффективен
Метод работает лучше всего в следующих случаях:
- Массовое производство (большой объем однотипных операций)
- Дорогостоящий инструмент (где экономия существенна)
- Стабильные условия обработки (материал, геометрия)
- Доступность данных о стойкости (справочники производителей)
В мелкосерийном производстве с частой сменой номенклатуры эффект будет меньше. Но даже там метод помогает принимать обоснованные решения.
Математика не заменяет опыт технолога. Но она дает мощный инструмент для принятия решений. Опыт плюс расчет — идеальная комбинация.
Б.В. Големенцев
Заместитель генерального директора ОКБ «Новатор»
Заслуженный конструктор России
"

