Выбор заготовки для качества
Финишная обработка — это не просто последний штрих. Это комплекс процессов: тонкое точение, шлифование, полирование, хонингование, покраска, гальваническое покрытие, балансировка. Комбинации применяются разные. Но качество закладывается раньше.
Статья посвящена финишной обработке изделий из сталей, сплавов на основе железа и меди. Электрофизические виды и ультразвуковая обработка (БУФО) не рассматриваются. Формул тоже не будет — зачем усложнять?
Опыт показывает: на поверхности изделия часто проявляется рисунок текстуры металла. Влияет не только на внешний вид, но и на геометрические характеристики — цилиндричность, плоскостность, шероховатость.
Правила выбора заготовки:
- ✖️ Не использовать несертифицированные заготовки или сомнительного происхождения
- ✓ Для ответственных изделий с повышенными требованиями к шероховатости — только кованые заготовки
- ✔️ Проводить физико-химический или спектральный анализ для точного определения компонентов стали или сплава
- ☑️ Низкотемпературный отпуск (Т=200°С, t=4 час) малогабаритных заготовок после обдирки
Логично? Конечно. Экономия на заготовке вылезает боком на финише.
Предварительная обработка
Обычно осуществляется на токарных или фрезерных (расточных) станках. Здесь тоже есть свои правила.
Точение производится на средних оборотах заготовки с минимальной подачей. Угол заточки резца — максимально острый. Фрезерование — при средних оборотах инструмента с минимальной подачей и съемом материала.
Для обработки плоских поверхностей используйте фрезы максимального диаметра. Лучше — превышающим ширину обрабатываемой поверхности. Если финишная обработка включает гальваническое покрытие, при поломке инструмента снимите заготовку и проведите низкотемпературный отпуск.
Чем больше проходов при предварительной обработке, тем выше качество поверхности на финише. Но это противоречит производительности. Оптимизируйте соотношение качество/производительность.
Тонкое точение: правила
Инструмент и проходы
Тонкое (чистовое) точение — механическая обработка резанием для получения геометрических размеров, свойств поверхностного слоя и класса шероховатости. Производится на токарных, фрезерных, расточных станках без абразивного инструмента. Малая подача, большая скорость вращения.
Правила качественного чистового точения:
1) Используйте новый инструмент или многократного использования с новыми режущими пластинами.
2) Делайте максимальное число проходов при минимальном съеме материала за проход.
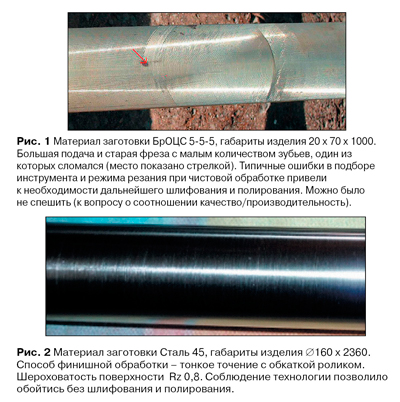
Рис. 1. Минимальный съем материала за проход при тонком точении
3) Уменьшите число установок. Идеально — установить заготовку в станке не более одного раза.
4) При поломке инструмента проводите низкотемпературный отпуск полуфабриката.
5) Для низкой шероховатости применяйте комбинацию точения с обработкой роликами.

Рис. 2. Комбинация точения с обработкой роликами
6) Используйте резцы с алмазными вставками для последнего прохода.
7) При обработке длинномерных изделий вращения проводите промежуточную статическую балансировку.
| Параметр | Рекомендация |
|---|---|
| Инструмент | Новый или с новыми пластинами |
| Число проходов | Максимальное |
| Съем за проход | Минимальный |
| Число установок | 1 (идеально) |
| Последний проход | Алмазные вставки |
Шлифование поверхностей
Основные правила
Когда требуется класс шероховатости выше 8-го — необходимо шлифование. Шлифовка (от польск. szlifowa, нем. schleifen) — обработка абразивным инструментом. Окружная скорость: обычное шлифование ~20 м/сек, скоростное — выше 50 м/сек.
Точность до 1-го класса, шероховатость до 10-го класса. Применяется для наружных и внутренних плоских, цилиндрических, конических и фасонных поверхностей.
Цилиндрические изделия шлифуют на станках центрового, бесцентрового или ленточного шлифования. Плоские — на станках продольного шлифования. Для малых и средних предприятий целесообразно использовать приспособления к токарным или фрезерным станкам.
Рекомендации:
- ✓ Припуск перед шлифованием: +0,1…+0,2 мм от верхней границы допуска
- ✔️ Используйте не менее 2 видов зернистости шлифовальных камней или ленты
- ☑️ Немедленная замена абразивного инструмента по мере износа
- ★ Обеспечьте смачивание пары инструмент-изделие
- ✓ Частый контроль размеров и цилиндричности (плоскостности)
Хонингование внутренних поверхностей
Хонингование (англ. honing, от hone — точить) — отделочная обработка внутренних цилиндрических поверхностей мелкозернистым абразивным инструментом в виде брусков на хонинговальной головке.
Абразивные бруски прижимаются к обрабатываемой поверхности. Хонинговальная головка совершает вращательное и возвратно-поступательное движения. Применяется также для закаленных зубчатых колес.
Это заключительная операция после растачивания, протягивания, развертывания, шлифования. Точность до 1-го класса, шероховатость до 13-го класса.
Когда нужно? Для высокого класса шероховатости внутренней поверхности, поверхности зуба шестерен или колес.
Полирование до блеска
Полирование (нем. Polieren, от лат. polio — делаю гладким) — отделочная обработка для повышения класса чистоты поверхности (до 12–14-го классов), доводки до требуемых размеров, получения определенных свойств поверхностного слоя и декоративного блеска.
Представляет собой совокупность процессов пластической микродеформации и тонкого диспергирования поверхностного слоя при воздействии полировальными и доводочными материалами.
Наиболее распространено полирование вращающимися притирами-кругами с полировальными порошками или пастами. При истинном полировании эффект достигается пластическим течением полируемого слоя.
Обычное полирование: малые частоты вращения (60–200 об/мин), значительное давление (более 200 кН/м²). Декоративное: большие частоты (600–800 об/мин), меньшее давление (50–200 кН/м²).
Для деталей сложной формы используются гибкие эластические круги-притиры, жидкостное и центробежное полирование. Применяется для чистовой отделки и очистки режущего инструмента (сверл), литейных форм. Достигается 10–11-й класс чистоты.

Рис. 4. Полирование для чистовой отделки и декоративных целей
Существуют специальные полировальные станки. Но поскольку изменения размеров ничтожно малы, процесс можно вести на любых универсальных станках: токарных, фрезерных, заточных.
Лучше всего применять полировальные круги из твердого натурального войлока и шлифовальную шкурку на бумажной основе зернистостью Р1000, Р1500. Притирочные пасты типа ГОИ — обязательно разведенные в небольшом количестве жидкости.
Для суперфинишного полирования поверхность притира смачивается спиртовым раствором с добавлением веретенного масла. Любое попадание абразива или примеси на притир может испортить тонкую работу.
Правила успешного полирования:
- ✓ Проводите в чистых, хорошо вентилируемых помещениях
- ✔️ Следите за личной гигиеной персонала, чистотой одежды и рук
- ☑️ Используйте только чистые притиры и новую шлифовальную шкурку
- ★ Применяйте шкурку только на бумажной основе
Покраска и гальваника
Покраска — нанесение слоя лакокрасочного либо порошкового покрытия. Лакокрасочное наносится на подготовленную поверхность в специальных камерах или вентилируемых помещениях распылением либо кистью (валиком). Сушка в камерах при 25–350°С или на открытом пространстве при температуре не ниже 10°С.
Порошковое покрытие наносится в установках трибонапыления в электростатическом поле с последующей сушкой при 100–2000°С. Высокая адгезия. Оба вида служат для защиты от коррозии и придания товарного вида.
Подготовка поверхности:
- ✓ Обезжиривание ортофосфорной кислотой
- ✔️ Грунтовка поверхности
- ☑️ Для ответственных деталей — предварительная оцинковка
Гальваническое покрытие — нанесение на поверхность изделия из сталей или сплавов на основе железа слоя хрома, никеля, цинка, кадмия, серебра, железа электрохимическим способом. Толщина слоя 20–1000 мкм.
Осуществляется погружением изделия в гальваническую ванну с раствором электролита, содержащего соединения металлов покрытия. Применяется для повышения износостойкости, защиты от коррозии, товарного вида.

Рис. 5. Гальваническое покрытие для защиты и декоративных целей
Правила нанесения гальванопокрытия:
1) Добейтесь класса шероховатости поверхности не ниже 9-го.
2) Устраните вмятины, забоины, царапины, следы коррозии, волосяные риски.
3) Подготовьте оснастку (подвеску) с учетом возникновения нежелательных вихревых токов.
4) Для длинномерных изделий установите дополнительные аноды для минимизации разнотолщинности.
5) Отполируйте изделие.
| Параметр | Значение |
|---|---|
| Толщина покрытия | 20–1000 мкм |
| Шероховатость | Не ниже 9 класса |
| Металлы | Хром, никель, цинк, кадмий, серебро |
| Назначение | Износостойкость, коррозия, декор |
Балансировка деталей вращения
Балансировка — устранение разности масс изделия для уменьшения вибрации при вращении. Не изменяет размеры и внешний вид. Но значение трудно переоценить для деталей вращения (роторов), работающих от 60 об/мин и выше.
Два вида: статическая (балансировка на стенде или станке для уменьшения явной разности масс) и динамическая (сведение разности масс к заданному значению на специальном станке).
Основные правила:
1) Правильно выберите технологическую базу при обработке. Для длинномерных изделий за базу принимайте рабочую поверхность.
Рис. 6. Балансировка роторов и длинномерных изделий
2) Минимизируйте до 0,03 мкм радиальное биение шеек ротора относительно базы.
3) Конусность не должна превышать 0,02 мкм на погонный метр длины изделия.
4) Для сложных изделий (фрез, мельниц) осуществляйте уравновешение деталей противоположных пазов высверливанием отверстий.
5) При обработке проводите промежуточную статическую балансировку.
Финишная обработка — часть технологического процесса производства. Стремление устранить дефекты производства финишной обработкой редко приводит к успеху. Наоборот, соблюдение технологии на всем цикле позволяет получить изделие самого высокого качества.
Проще сделать правильно сразу, чем исправлять потом.
Инж. А.Л. Зельдович
Директор ООО МИПФ «Инженерная техника»
В статье использованы фотографии изделий, изготавливаемых или ремонтируемых ООО МИПФ «Инженерная Техника».

