Повышение температуры газовых турбин
Требования к охлаждающим отверстиям
Авиадвигателестроение движется в сторону увеличения температуры газов перед турбиной. Факт. Но вместе с этим растет термомеханическая напряженность лопаток. Конструкция усложняется — это неизбежность.
Надежность двигателей и безопасность полетов напрямую зависят от этих элементов. Решить проблему можно только через новые технологии. В частности — прошивку охлаждающих отверстий в лопатках.
Плотность отверстий должна достигать ~200 отверстий/см². Иначе появятся горячие точки на поверхности. Сложная структура жаропрочного кристаллического Ni-сплава CMSX4 требует процесса сверления, который не меняет матрицу материала.
Проблемы традиционного лазерного сверления
Сверление охлаждающих каналов — один из самых распространенных процессов лазерной обработки. Но до сих пор нет систем, позволяющих эффективно сверлить в турбинных лопатках из жаропрочного Ni-сплава высокоаспектные микроотверстия диаметром 100–500 мкм и глубиной до 5–6 мм с малой зоной перегрева.
При обычном лазерном сверлении (импульсы миллисекундного диапазона tимп ≥ 0,5 мс, плотность мощности ~10⁶ Вт/см²) на поверхности отверстия формируется переплавленный слой толщиной свыше 50 мкм. Из-за быстрого затвердевания возникают микротрещины. Ресурс детали падает.
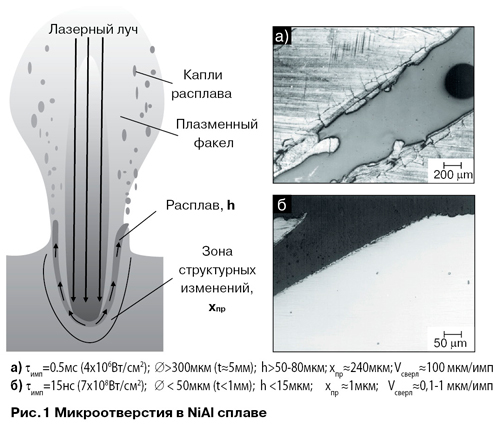
Рис. 1. Переплавленный слой h при традиционном лазерном сверлении
Наносекундные импульсы высокой мощности
Короткие наносекундные импульсы с высокой плотностью мощности (10⁸–10⁹ Вт/см²) и более короткой длиной волны решают проблему. Порог поглощения излучения в плазме выше. Переплавленный слой значительно уменьшается — удаление материала происходит в основном в газообразной фазе.
Для импульсов длительностью 10⁻⁸ сек пороговая плотность энергии составляет ~10 Дж/см² при скорости абляции Vсверл ≈ 1 мкм/импульс. Но с увеличением толщины материала свыше 1 мм скорость падает до Vсверл ≈ 0,1 мкм/импульс.
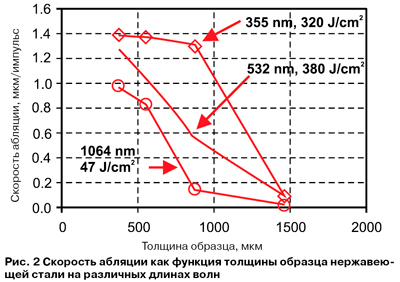
Рис. 2. Скорость абляции при лазерном сверлении разной толщины
Ограничения из-за плазмы
Поглощение и рассеяние лазерного излучения в плазме, парах металла и капельках расплава — один из ограничивающих механизмов. Другой фактор — ослабление излучения внутри глубокого канала одномерно расширяющейся плазмой.
Минимальная плотность энергии для сверления образца толщиной ~0,4 мм повышается до 30 Дж/см². Для толщины ~0,9 мм — уже до 100 Дж/см². Высокочастотному Nd:YAG лазеру (30 Вт, 10 кГц, 15 нс) требуется несколько секунд при плотности энергии ~500 Дж/см², чтобы просверлить отверстие диаметром 30 мкм в 1,5 мм сплаве Inconel 718.
Конусность отверстия достигает 5–10°. Обычно конусность при сверлении Nd:YAG лазером оценивается как 0,02·t, где t — толщина металла в мм.
| Параметр | Значение |
|---|---|
| Толщина 0,4 мм | 30 Дж/см² |
| Толщина 0,9 мм | 100 Дж/см² |
| Плотность энергии | ~500 Дж/см² |
| Конусность | 0,02·t (t в мм) |
Экспериментальная лазерная установка
Пачки импульсов с профилированием
Решение — использование пачек относительно длинных (300–500 нс) импульсов. Длительность пачки — несколько миллисекунд с интервалом между ними ~20 мкс. Дополнительно профилируется интенсивность в процессе сверления.
Почему это работает? Большая длительность импульсов обеспечивает обработку при плотности энергии, более чем на порядок превосходящей плотность для импульсов 10–15 нс. Сверление менее критично к толщине материала. Есть возможность повышения энергии импульса к концу пачки для увеличения эффективности удаления испаряемого материала.
За счет пачек импульсов средняя мощность лазера снижается до 10–20 Вт. Стоимость уменьшается существенно.
Лазерная установка включает задающий генератор и двухпроходовый Nd:YAG усилитель. Задающий генератор — Nd:YAG лазер с непрерывной накачкой и акустооптическим затвором — генерирует 150 ± 550 нс импульсы с частотой повторения 3,5 ± 50 кГц со средней мощностью до 1 Вт.
Двухпроходовый Nd:YAG усилитель вырезает из непрерывной последовательности пачку импульсов длительностью 1 ± 6 мс (зависит от глубины отверстия) и усиливает. После усилителя энергия пачки достигает 1 Дж. Частота повторения пачек — 10 Гц.
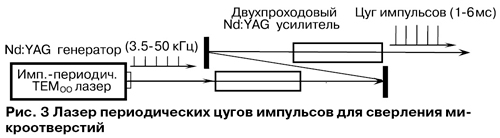
Рис. 3. Схема лазерной установки с двухпроходовым усилителем
Фокусирующая линза f = 150 мм обеспечивает плотность мощности ≥10⁸ Вт/см² для диаметра пучка 100 мкм. Вспомогательные газы O₂, N₂ или Ar (в зависимости от материала) выталкивают расплав из зоны обработки.
Результаты сверления микроотверстий
Сверление микроотверстий (диаметр 100 мкм) проводилось на Ni-сплаве IC10, Ni-монокристалле DD6, конструкционной и нержавеющей сталях.
Большая длительность импульсов дает лучшее качество отверстий. Для импульсов 550 нс толщина переплавленного слоя для большинства отверстий меньше 20 мкм, или даже 10 мкм. Для более коротких импульсов разброс в толщине переплавленного слоя больше.
Результат сильно зависит от типа материала. Ni-монокристалл DD6 показывает противоположный результат по сравнению с IC10: толщина переплавленного слоя отверстий, сделанных в DD6 с O₂, намного тоньше, чем у отверстий, сделанных без газа.
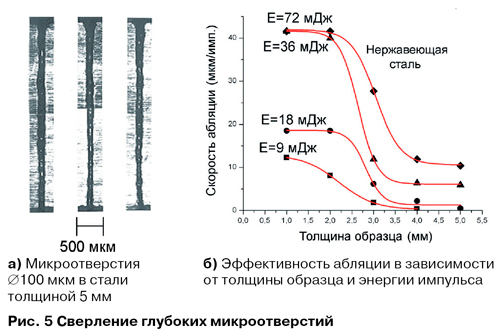
Рис. 4. Микроотверстия в Ni-сплаве IC10 при различной длительности импульсов
Эффективность сверления возрастает с увеличением длительности импульса. При частоте повторения импульсов >30 кГц возрастает поглощение и рассеяние лазерного излучения в плазменном факеле. Эффективность падает.
Увеличение аспектного отношения приводит к резкому снижению скорости абляции — с глубиной отверстия усиливается диссипация лазерного излучения. На большей глубине и при частоте 30 кГц плазма перестает подогревать расплав. Большее его количество не удаляется, а застывает на боковых стенках.
Конусность отверстия также зависит от частоты повторения импульсов в пачке. Для частоты 50 кГц различие входных и выходных диаметров не более 10%. Но скорость абляции снижается.
| Частота импульсов | Качество | Скорость |
|---|---|---|
| 30 кГц | Толстый переплавленный слой | Высокая |
| 30 кГц | Оптимально | Средняя |
| >30 кГц | Тонкий слой, малая конусность | Низкая |
| 50 кГц | Разница диаметров ≤10% | Минимальная |
Скорость абляции резко снижается при увеличении толщины образца более 2 мм. Ключевую роль играют плазма и переотражение лазерного излучения от боковых стенок. Но эффективность все равно более чем на два порядка превосходит эффективность сверления короткими 10–15 нс импульсами той же интенсивности.
Улучшение геометрии отверстий
Повышение производительности и улучшение формы отверстия возможно при программировании энергии в последовательных пачках импульсов и преобразовании пространственного профиля пучка из гауссова в супергауссов с равномерным распределением или даже с минимальной интенсивностью в центре.
Естественно, предпочтительно использовать лазеры с высоким качеством луча.
Пространственный профиль излучения значительно влияет на скорость сверления, конусность и топологию поверхности около отверстия. При прямой фокусировке (гауссов профиль) вокруг отверстия формируется значительный валик расплава и входная воронка. Типичные углы конусности для NiAl толщиной 2,5 мм составляют 0,3–0,5°.
При переносе изображения супергауссова пучка негативные эффекты резко снижаются. Конусность отверстия составляет ~0,25°.
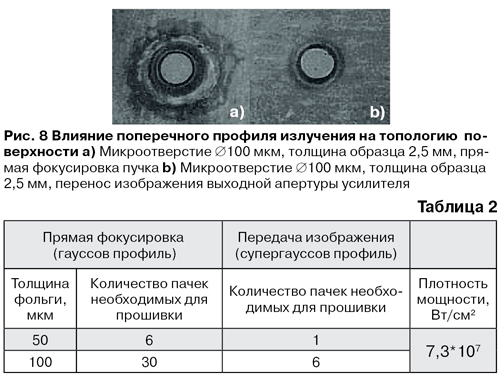
Рис. 7. Супергауссов профиль пучка уменьшает конусность
Для образца из конструкционной стали толщиной 5 мм конусность оказалась 0,31° и 0,23° для прямой фокусировки и передачи изображения соответственно. Для частоты 30 кГц система передачи изображения уменьшает конусность в 1,5–2 раза.
Пространственный профиль практически не влиял на скорость сверления при толщинах от 1 мм и выше. Заметное влияние наблюдалось лишь на малых толщинах 50 мкм и 100 мкм.
Передача изображения на входную плоскость образца — эффективный способ уменьшения конусности и минимизации входной воронки с валиком расплава.
Фокусирующая система «световая трубка»
Сохранить небольшую конусность для большой толщины (5–6 мм) образца очень трудно. Ограниченная фокальная длина фокусирующей линзы становится основной проблемой.
Возможное решение — фокусирующая система, передающая заданный профиль лазерного луча с выходной апертуры усилителя с последующей фокусировкой на образец в виде длинной «световой» трубки. Длина может быть гораздо больше обычной конфокальной длины объектива.
Для лазера с выходной апертурой ~45 мм разработана компактная афокальная система. Она создает «световую» трубку диаметром ~100 мкм и длиной ~3 мм.
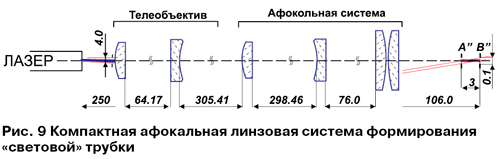
Рис. 8. Схема афокальной системы
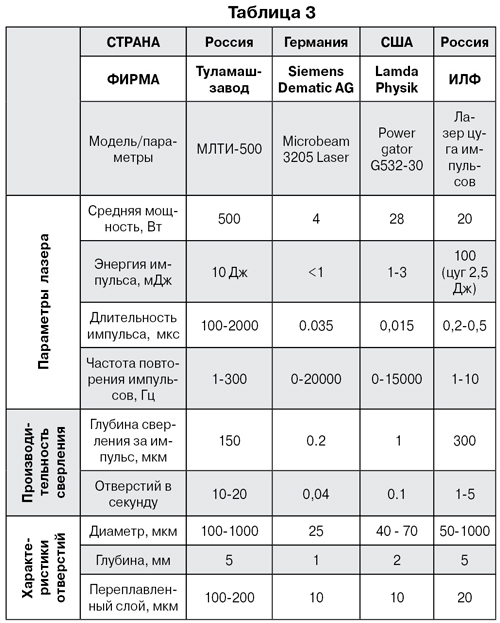
Рис. 9. Световая трубка длиной ~3 мм
Будущие эксперименты должны показать последствия такого подхода.
Внедрение технологий лазерной прошивки микроотверстий в деталях горячей части газотурбинных двигателей позволит с меньшими затратами (взамен низкопроизводительной электроэрозионной технологии) создавать эффективные системы воздушного охлаждения. Тепловая разгрузка деталей повысит КПД, мощность и экономичность ГТД.
Логично. Меньше затрат — больше эффективности.
Проф. В.А. Серебряков
НИИ лазерной физики
199034 С.Петербург, Биржевая линия 12
Тел. (812) 3285734, факс (812) 3285891

