Глубокое сверление до 1300 мм: опыт производства
Диапазон диаметров и глубин
В условиях данного производства есть опыт сверления отверстий с диапазоном диаметров 10–20 мм, глубиной до 1300 мм.
Впечатляющие цифры, не правда ли? Представьте себе отверстие глубиной более метра в детали — это требует серьезного подхода к технологии.
Традиционная технология
Первоначально на предприятии использовалась технология обработки, построенная на базе инструмента собственного изготовления. Тогда время сверления одного отверстия составляло 6–8 часов по циклу глубокого сверления.
6–8 часов на одно отверстие! Это целый рабочий день оператора. За смену можно сделать от силы одно, максимум два отверстия.

Рис. 1. Процесс глубокого сверления отверстий глубиной до 1300 мм
Сокращение времени в 3-4 раза: от 8 часов к 2 часам
Внедрение новой установки
Внедрение новой установки позволило сократить время обработки такого отверстия до 2-х часов, то есть в 3–4 раза.
Почувствуйте разницу: было 8 часов, стало 2 часа. За ту же смену можно сделать не одно отверстие, а четыре!
Специальный адаптер и пилотные сверла
Кроме установки при данной технологии используется специальный адаптер для подвода СОЖ через центр инструмента и сверла фирмы SGS серии 135М для выполнения пилотного отверстия.

Рис. 2. Адаптер для подвода СОЖ через центр инструмента и пилотные сверла SGS
Точность без расточки
Особенность данных сверл в том, что они позволяют получить отверстие с допуском 6H, необходимым для работы пушечного сверла без использования расточки или развертки.
Что это дает? Еще большее сокращение времени изготовления детали и расходов на инструмент.
Использование данной установки не требует доработки самого станка. Это важный момент — не нужно модернизировать оборудование, достаточно установить адаптер.

Рис. 3. Схема технологии глубокого сверления с внутренним подводом СОЖ
Модернизация на АВТОВАЗ: сверление маслоканалов за 10 секунд
Модернизация обрабатывающего центра
На опытно-промышленном подразделении ОАО «АВТОВАЗ» (ОПП) при активном содействии инженерных служб завода была проведена модернизация горизонтального обрабатывающего центра с ЧПУ.
Был установлен специальный блок в район шпинделя и подведены коммуникации к этому блоку. Процедура заняла 4 часа и не требовала разборки станка.
4 часа — и станок готов к работе с новым инструментом. Никакой длительной остановки производства.
Сверление маслоканалов коленвала
Это было сделано в целях сокращения времени на операции сверления маслоканалов (4 отверстия 5, глубина 92) на детали «вал коленчатый». Материал детали GH755003 (чугун высокопрочный).
По первоначальной технологии сверление выполнялось спиральным сверлом из быстрорежущей стали Р18. Цикл сверления с отводом инструмента для удаления стружки.
Время обработки — 9 минут на одно отверстие при нормативной стойкости сверла до переточки 10 деталей (40 отверстий).
Прогрессивный инструмент SUMITOMO
После модернизации станка использовался прогрессивный инструмент фирмы SUMITOMO (сверло MDW0497XHT20ACW70) и специальная оправка фирмы BIG DV50ONBS16200 для подвода СОЖ через центр инструмента.

Рис. 4. Сверла SUMITOMO серии MDW для сверления с внутренним подводом СОЖ

Рис. 5. Оправки BIG серии DV50 для подвода СОЖ
Результат: сокращение в 54 раза!
Такая комбинация инструмента, оснастки и модернизации оборудования позволили изменить режимы резания и исключить цикл глубокого сверления.
Результатом явилось машинное время сверления одного отверстия 10 секунд при нормативной стойкости сверла до переточки 120 деталей (480 отверстий).
Итог – сокращение времени сверления в 54 раза!
|
Показатель |
До модернизации |
После модернизации |
Улучшение |
|
Время на отверстие |
9 минут (540 сек) |
10 секунд |
в 54 раза |
|
Стойкость до переточки |
40 отверстий |
480 отверстий |
в 12 раз |
|
Время на 4 отверстия |
36 минут |
40 секунд |
в 54 раза |
Таблица 1. Результаты модернизации сверления маслоканалов на АВТОВАЗ
Казанский вертолетный завод: время обработки сокращено в 52,5 раза
Глубокое сверление болта
В ходе осуществления технологической модернизации производства и запуска болтовой линии на Казанском вертолетном заводе на базе Технологического центра «ХАЛТЕК» в Ульяновске была разработана технология глубокого сверления отверстия в детали «Болт ххх-хххх528».
Материал заготовки 30ХГСА. Геометрия отверстия 7×110 мм. Стойкость 3000 отверстий.
Ручное сверление: 7 минут на отверстие
Ранее применялось сверло из быстрорежущей стали. Процесс сверления проводился вручную с извлечением инструмента из детали для удаления стружки из зоны резания и смазывания режущей кромки сверла.
Время обработки составляло около 7 минут.
Представьте: оператор стоит у станка, сверлит, вынимает сверло, удаляет стружку, смазывает, снова сверлит. И так несколько раз на одно отверстие. 7 минут чистого времени.
SUPER MULTIDRILL от SUMITOMO
В ходе проработки технологического процесса было выбрано сверло серии SUPER MULTIDRILL от компании SUMITOMO MDW 070 XHT S15HAK ACW70.
Сверление осуществлялось на токарно-фрезерном станке MAZAK Quick Turn 100II MSY. Сверло закреплено в приводном блоке с внутренней подачей СОЖ фирмы WTO и в цанге ER.
Обработка отверстия осуществлялась за один проход.
Режимы обработки и результаты
Режимы обработки:
- Vc = 130 м/мин
- Fr = 0,21 мм/об
По результатам работы режущего инструмента была установлена стойкость режущей кромки сверла – она составила более 5000 отверстий до переточки.
Время обработки сократилось в 52,5 раза, с 7 минут до 8 секунд!
|
Параметр |
Старая технология |
Новая технология |
|
Время обработки |
7 минут (420 сек) |
8 секунд |
|
Стойкость |
Не нормирована |
5000 отверстий |
|
Число проходов |
Множество |
Один проход |
|
Удаление стружки |
Вручную |
Автоматически с СОЖ |
Таблица 2. Сравнение технологий сверления на Казанском вертолетном заводе
Рис. 6. Схема сверления с внутренним подводом СОЖ на станке MAZAK
Автоматические линии: решение для низких скоростей
Парадокс современных станков
В настоящее время почти все инструментальные фирмы разрабатывают и производят инструмент для современных высокоскоростных станков.
Но на многих промышленных предприятиях обработка до сих пор ведется на автоматических линиях, где изменение заложенных режимов порой невозможно исходя из продолжительности цикла.
Складывается парадоксальная ситуация – высокопроизводительный инструмент, применение которого может поднять эффективность производства, не может быть использован в полной мере из-за физических особенностей стружкообразования при малых и средних скоростях обработки.
И здесь на первый план выходит показатель стойкости режущей кромки, а в общем понимании – количество обработанных деталей до заданного износа.

Рис. 7. Специализированный инструмент для работы на автоматических линиях
ALLIED MACHINE: универсальное решение
Номенклатурный ряд компании ALLIED MACHINE (США), являющейся одним из лидеров по производству инструмента для обработки отверстий, позволяет использовать один корпус сверла для сменных пластин как из твердого сплава, так и из быстрорежущей стали.
Это существенно расширяет область применения металлообрабатывающих станков, в том числе радиально-сверлильных и автоматических линий.
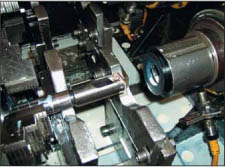
Рис. 8. Сверла ALLIED MACHINE с универсальным корпусом для пластин из разных материалов
Внедрение на УАЗ: стойкость 2500 отверстий
Сверление чашки дифференциала
Один из примеров удачного внедрения – это сверление детали «чашка дифференциала» на автоматической линии «МАУЗЕР» на ОАО «УАЗ».
Обрабатываемый материал ВЧ50, диаметр отверстия 23 мм.
Замена спирального сверла
Нами было предложено сверло со сменной пластиной из быстрорежущей стали взамен спирального сверла производства инструментального завода.
Средняя стойкость технологического сверла составляла 100–200 отверстий до первой переточки.
Результаты испытаний
Испытываемый инструмент показал стойкость 2 500 отверстий до первой переточки и 2 300 отверстий после переточки.
|
Показатель |
Спиральное сверло |
ALLIED MACHINE |
Улучшение |
|
Стойкость до переточки |
100-200 отверстий |
2 500 отверстий |
в 12,5-25 раз |
|
Стойкость после переточки |
Не указано |
2 300 отверстий |
- |
|
Общая стойкость |
100-200 |
4 800 отверстий |
в 24-48 раз |
Таблица 3. Результаты внедрения сверл ALLIED MACHINE на УАЗ
Экономический эффект
Представьте: вместо 100–200 отверстий — 2500 до первой переточки. Это в 12,5–25 раз больше!
А если учесть, что после переточки можно сделать еще 2300 отверстий, то общая стойкость составляет 4800 отверстий.
В 24–48 раз больше, чем старое сверло. Это колоссальная экономия на инструменте и времени на замену.
На автоматической линии, где каждая секунда простоя стоит денег, такая стойкость — это не просто цифры. Это реальные деньги.
432071, РОССИЯ, г. Ульяновск.
Тел. (8422) 310900. Тел./факс (8422) 310601
Email: info@haltec.ru
Http://www.haltec.ru

