Преимущества лазерной маркировки: скорость и точность
Почему лазеры вытесняют традиционные методы
Преимущества лазерной маркировки по сравнению с другими методами нанесения изображений широко известны. Но знаете ли вы все возможности современных волоконных лазеров?
Судите сами:
- высокие скорости обработки;
- отсутствие расходных материалов;
- отсутствие механического контакта с изделием;
- минимальное термическое воздействие;
- прецизионная точность;
- высокая контрастность и стойкость маркировки;
- возможность гравировки в труднодоступных местах;
- маркировка «на лету» в составе автоматических линий.
Впечатляющий список, не правда ли? Но это только начало.
Неожиданные открытия
Однако исследования показывают, что, несмотря на кажущуюся очевидность процесса, применение лазерных маркировщиков не исчерпывается «традиционным» кругом задач.
В лаборатории проводились эксперименты и отработка технологий с помощью лазерного маркировщика типа МЛП2 с волоконным лазером мощностью 20–50 Вт. Результаты оказались более чем интересными.
Обработка тонкопленочных элементов: электроника и солнечная энергетика
Точность против механики
Технологии, связанные с обработкой тонкопленочных элементов, применяются в электронике при производстве ЖК и плазменных панелей, сенсорных экранов, солнечных элементов.
Системы с маломощными волоконными лазерами с успехом реализуют задачи по их обработке. Внедрение лазерного оборудования позволяет достичь существенно большей точности по сравнению с механическим скрайбированием — независимо от того, насколько сложной является форма.
А еще — снижения стоимости и увеличения производительности по сравнению с процессами литографии.
Примеры обработки
На образце с прозрачным проводящим покрытием удаляли покрытие по площади с формированием узкой перемычки. Также выполнялась узкая (шириной 30 мкм) выборка прозрачного проводящего слоя для пробы на раскоротку.
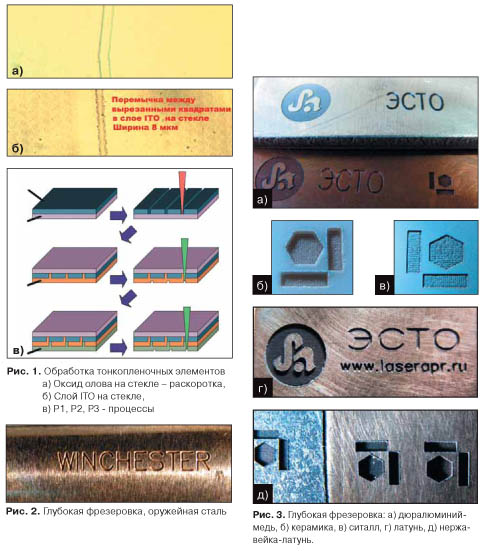
Рис. 1. Образец обработки тонкопленочного элемента: удаление прозрачного проводящего покрытия с формированием перемычки и выборка шириной 30 мкм
30 мкм — это тоньше человеческого волоса! И такая точность достигается на маркировщике, а не на специализированном станке за миллионы.
Глубокая гравировка и микрофрезеровка: выемка 0,33 мм
ГОСТы и реальные задачи
Одна из широко распространенных задач, стоящих на предприятиях различных отраслей — это глубокая гравировка. Здесь требуется выемка значительного количества материала образца.
Согласно ГОСТам, глубина паза должна составлять 0,75–1 от его ширины. Казалось бы, для этого нужен мощный гравировальный станок.
Но исследования показали: даже маркировщик, оснащенный низковаттным волоконным лазером, демонстрирует хорошую производительность и качество. Он отлично справляется с этой задачей при наличии отработанной технологии и специального программного обеспечения.
Конкретные результаты
В приведенном примере:
- длина надписи — 15 мм;
- ширина пазов — 0,3 мм;
- глубина пазов — 0,33 мм.
Выемка чистая, отбортовка по периметру пазов практически отсутствует. При этом нет необходимости в поддуве какого-либо газа.
Представьте: глубина больше ширины! И все это — на маркировщике, без дополнительной оснастки.
Разные материалы
Аналогичные результаты были получены на образцах из:
- дюралюминия;
- нержавеющей стали;
- латуни;
- меди.
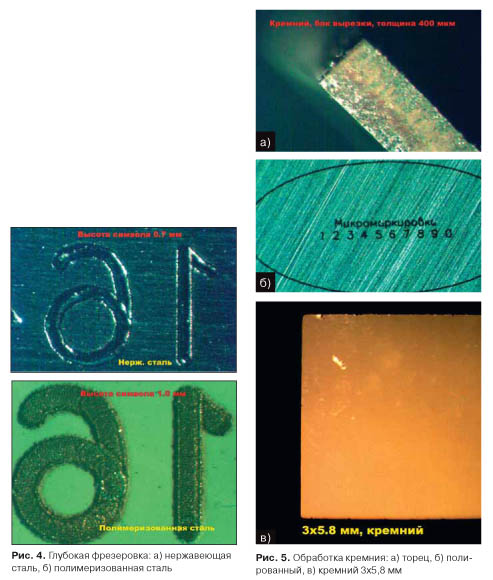
Рис. 2. Глубокая гравировка на дюралюминии, нержавеющей стали, латуни и меди: ширина пазов 0,3 мм, глубина 0,33 мм
Микрофрезеровка: радиус 10-15 мкм
С этими же материалами проводились испытания по микрофрезеровке — области микрообработки, где лазерный метод имеет большое преимущество перед механическим:
- по производительности;
- по минимально достижимым особенностям формируемой микроструктуры.
Радиус скругления при ребре прямого двугранного угла может составлять при лазерной микрофрезеровке всего 10–15 мкм.
Следует подчеркнуть: речь идет об образцах, на которых не проводилась какая-либо механическая постобработка. Чистая лазерная обработка!
Микроклише: выемка 50 мкм
При производстве микроклише требуется неглубокая выемка материала — около 50 мкм.
Один из способов решения этой задачи — выемка диэлектрического покрытия, нанесенного на металлическую подложку без повреждения последней.
Другой способ — выемка непосредственно из металлического образца.
Обработка кремния: от сквозных отверстий до мягкой маркировки
Кремний: электроника и солнечная энергетика
Кремний широко применяется как в электронной промышленности, так и в солнечной энергетике.
Проводились эксперименты по вырезке сквозных отверстий различной формы и диаметра в пластинах кремния толщиной до 400 мкм.
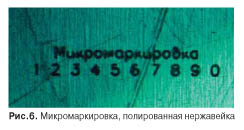
Рис. 3. Сквозные отверстия различной формы в кремниевых пластинах толщиной до 400 мкм
Маркировка и скрайбирование
Станки на маломощных лазерах показывают хорошие результаты и при маркировке, и при скрайбировании кремния.
В этом случае возможно реализовывать:
- технологию так называемой мягкой маркировки;
- скрайбирование на значительную глубину.
При этом — минимальная зона теплового воздействия и отсутствие дефектов и заусенцев.
Мягкая маркировка: невидимая, но читаемая
При мягкой маркировке легкое энергетическое воздействие вызывает лишь незначительное переплавление поверхности без ее повреждения.
Такая маркировка практически незаметна при прямом освещении — даже под микроскопом.
Но! Косое освещение поперек следов полировки дает хорошую контрастность символов.
Идеальное решение для случаев, когда нужна маркировка, но нельзя портить внешний вид изделия.
Микромаркировка: символы высотой 70-90 мкм
Микроскопические символы
При обработке нержавеющей стали и дюралюминия достигаемая высота символов при отличной читаемости составляет 70–90 мкм.
Это меньше толщины человеческого волоса (который обычно 100–150 мкм)!
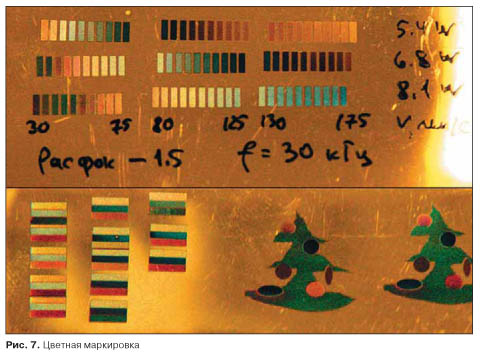
Рис. 4. Микромаркировка на нержавеющей стали и дюралюминии: высота символов 70-90 мкм при отличной читаемости
Где это применяется?
Микромаркировка востребована в:
- медицинских изделиях;
- микросхемах;
- прецизионных деталях;
- ювелирных изделиях;
- миниатюрных компонентах электроники.
Когда на квадратном миллиметре нужно разместить идентификатор — без микромаркировки не обойтись.
Цветная маркировка: растущий тренд в потребительских товарах
Не просто черно-белая гравировка
Технология цветной маркировки, безусловно, не является принципиально новой и известна уже более десяти лет.
Основные материалы, при обработке которых возможно получать эффект цветной маркировки:
- нержавеющая сталь;
- титан;
- хромированные формы;
- ряд других материалов.
Растущий интерес
Однако в последнее время интерес к этой технологии начал существенно возрастать, особенно в сфере потребительских товаров.

Рис. 5. Примеры цветной лазерной маркировки на нержавеющей стали и титане для потребительских товаров
Почему цветная маркировка?
Причины просты:
- эстетика — цветная маркировка выглядит привлекательнее;
- брендинг — возможность использовать корпоративные цвета;
- кодирование — разные цвета для разных категорий продукции;
- премиальность — восприятие продукта как более дорогого.
В потребительских товарах внешний вид имеет значение. Цветная маркировка добавляет ценности продукту без дополнительных затрат на материалы.
Универсальность волоконных лазеров: одна установка вместо трех
Не только маркировка
Описанные технологии далеко не исчерпывают задачи, реализуемые маркировщиками на волоконных лазерах.
При помощи станков указанного типа возможно также решать задачи по:
- сварке, в том числе тонкостенных стальных элементов (например, в медицинской технике);
- обработке соединений типа карбида кремния;
- многим другим операциям.
Экономический эффект
Важно проанализировать технологический процесс, поставить спектр задач — и возможно, вы убедитесь, что решить их смогут вовсе не две или три единицы оборудования, а одна.
Один волоконный лазер вместо:
- маркировщика;
- гравировального станка;
- установки для микросварки.
Это экономия:
- площади в цеху;
- капитальных затрат;
- обслуживания;
- обучения персонала.
Комплексные решения от ЗАО НИИ ЭСТО
Представленные работы выполнены на установке типа МЛП2 в рамках исследований по разработке оборудования для лазерной микро- и нанообработки на основе нового поколения лазеров и прецизионных мехатронных систем.
ЗАО НИИ ЭСТО (г. Москва, резидент ОЭЗ «Зеленоград») разрабатывает и производит:
- функционально законченные комплексы типа МЛП;
- линейки оборудования для высокопроизводительной прецизионной лазерной обработки поверхности для различных отраслей промышленности.
Широкий спектр технологий
ЗАО НИИ ЭСТО активно разрабатываются и внедряются технологии:
|
Технология |
Применение |
|
Высокоточная лазерная резка |
Повышенная скорость без дефектов и заусенцев |
|
Микросварка |
Медицинская техника, электроника |
|
Гибридная сварка |
Сложные соединения |
|
Наплавка |
Восстановление деталей |
|
Термораскалывание |
Хрупкие материалы |
|
Сверление микроотверстий |
Форсунки, фильтры |
|
Обработка композитов |
Авиация, автоспорт |
|
Обработка кристаллов и керамики |
Электроника, оптика |
|
Обработка тонкопленочных структур |
Солнечные панели, дисплеи |
|
Микромаркировка |
Миниатюрные компоненты |
Таблица 1. Спектр технологий лазерной обработки от ЗАО НИИ ЭСТО
Контакты для связи
А.А. Гришаев, А.Л. Кудрявцева
ЗАО НИИ ЭСТО — Лазеры и аппаратура ТМ
market@estoco.ru
т/ф (495) 6519031
www.estoco.ru

