Когда жесткости HSK125A недостаточно
Соединение HSK125A зарекомендовало себя как надежное решение для многих задач фрезерования. Но бывают случаи, когда его возможностей не хватает.
Представьте ситуацию: торцово-цилиндрические фрезы с экстремально длинной режущей частью. Изгибающие моменты достигают таких величин, что жесткости соединения уже недостаточно. Что происходит? Появляются отпечатки шпинделя станка на хвостовиках.

Рис. 3. Отпечатки шпинделя станка на хвостовиках HSK125A у фрез с длинной режущей частью при нагрузке изгибающим моментом свыше 3700 Нм
Нагрузка изгибающим моментом свыше 3700 Нм — это серьезно. Не каждый инструмент выдержит такое.
Альтернативы для экстремальных нагрузок
Что делать, когда HSK125A не справляется? Есть варианты. И они работают.
Конус HSK160B DIN69893
Первое решение — применение конуса HSK160B DIN69893. Больший размер означает большую жесткость. Логично?
Новое решение 7/24 №50
Второй вариант — использование нового решения с конусом 7/24 №50. Особенность в том, что здесь гарантируется одновременный контакт по конусу и торцу фланца.
Это важно. Двойной контакт обеспечивает лучшую передачу усилий. Меньше вибраций. Выше точность.
| Тип соединения | Особенности | Применение |
|---|---|---|
| HSK125A | Стандартное решение | Средние нагрузки |
| HSK160B DIN69893 | Увеличенная жесткость | Высокие изгибающие моменты |
| 7/24 №50 | Контакт по конусу и торцу | Экстремальные условия |
Усиленный зажим инструмента: свыше 100 кН
Эффективность использования конуса HSK125A можно повысить. Как? Увеличить осевое усилие зажима хвостовика инструмента в шпинделе.
Новое решение фирмы Makino обеспечивает усилие зажима свыше 100 кН. Это существенно. Стандартные системы обычно выдают меньше.
Что это дает? Лучшую фиксацию инструмента. Меньше биений. Выше качество обработки.
Просто, но эффективно.
Эвакуация стружки: системы подачи СОЖ под давлением
Обработка сложных деталей фрезерованием — это не только резание. Это еще и удаление стружки.
Проблема? Пакетирование стружки в зоне резания. Последствия? Повреждение детали или даже станка. Серьезно.
Как решают? Большинство современных станков оснащаются системами подачи СОЖ через шпиндель. Давление — до 80 bar. Это позволяет вымывать стружку из зоны резания.
Но есть и более продвинутые решения.
Обработка титана: сопла направленной подачи
Титан — сложный материал. Требует особого подхода. Новое решение СКИФ-М — сопла направленной подачи СОЖ под давлением в корпусах высокопроизводительных фрез.
Это дополнение к специальному покрытию корпусов фрез. Работает в комплексе.
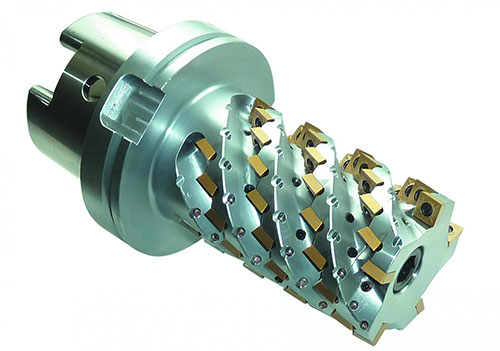
Рис. 4. Моноблочная фреза СКИФ-М диаметром 80 мм с соплами для подачи СОЖ под давлением
Направленная подача — это точность. СОЖ попадает именно туда, где нужно. Не распыляется впустую. Эффективность выше.
| Параметр | Значение | Преимущество |
|---|---|---|
| Давление СОЖ | До 80 bar | Эффективная эвакуация стружки |
| Направленная подача | Через сопла | Точечное охлаждение |
| Покрытие корпуса | Специальное | Защита и долговечность |
| Применение | Обработка титана | Сложные материалы |
Алюминиевые сплавы: покрытие против налипания
Алюминиевые сплавы — другая история. У них своя проблема: склонность к налипанию на поверхность режущего инструмента.
Чем это грозит? Во-первых, риск пакетирования стружки. Во-вторых, резкое увеличение дисбаланса при высокоскоростной обработке. Оба варианта нежелательны.
Решение СКИФ-М — покрытие рабочей части корпусов высокопроизводительных фрез сверхтвердым углеродом. Технология запатентована.
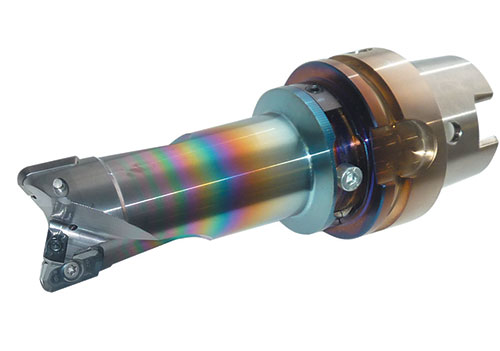
Рис. 5. Моноблочная балансируемая фреза СКИФ-М для высокоскоростной обработки со специальным покрытием рабочей части
Что это дает? Покрытие исключает налипание. Повышает надежность процесса обработки. Особенно важно при высоких скоростях.
Не всё так просто, как кажется. Но технология работает.
Сменные режущие части: экономия и надежность
Черновая обработка крупногабаритных деталей сложной формы — отдельная задача. Здесь есть своя уязвимость.
Какая? Нижний ряд зубьев сборных торцово-цилиндрических фрез. У него меньший ресурс. Логично — нагрузка выше, износ быстрее.
Оптимальное решение СКИФ-М — сменная торцовая режущая часть. Что это меняет?
- ✔️ Снижение эксплуатационных расходов
- ✔️ Повышение ресурса дорогостоящего корпуса фрез
- ✔️ Возможность замены только изношенной части
Экономия налицо. Не нужно менять всю фрезу. Только то, что износилось.
Применение в аэрокосмической отрасли
Все перечисленные решения применяются как для серийного, так и специального инструмента СКИФ-М для фрезерования.
Есть показатель, который говорит сам за себя: 66% выпускаемого СКИФ-М инструмента применяется в аэрокосмической промышленности.
Впечатляет? Еще бы. Аэрокосмическая отрасль — это высочайшие требования к качеству и надежности. Если инструмент там работает, значит, он действительно хорош.
| Характеристика | Показатель |
|---|---|
| Доля в аэрокосмической отрасли | 66% |
| Типы инструмента | Серийный и специальный |
| Применение | Фрезерование сложных деталей |
| Материалы | Титан, алюминиевые сплавы, стали |
Это факт. Качество подтверждено практикой.
ООО «СКИФ-М»
Россия, 308017, Белгород, ул. Волчанская, 159
Тел. +7 4722 21-32-85, 21-70-78, факс +7 4722 27-03-15
E-mail: skif-m@mail.ru, www.skif-m.net

