Концепция динамической эффективности
Три функции для максимальной производительности
Компания HEIDENHAIN разработала пакет инновационных функций Dynamic Efficiency (динамическая эффективность) специально для повышения производительности тяжелой и черновой обработки. Включает он три программные опции, каждая из которых решает свою задачу.
ACC (Active Chatter Control или активное управление рябью) подавляет образование вибраций и позволяет работать с большей подачей на глубину. AFC (Adaptive Feed Control или адаптивное управление подачей) регулирует подачу в зависимости от конкретных условий. Трохоидальное фрезерование — цикл черновой обработки канавок и карманов, снижающий нагрузку на инструмент и станок.
Концепция сосредоточена на процессах с большими усилиями резания и значительным объемом снимаемой стружки. Сюда относится черновая обработка в целом, а также работа с труднообрабатываемыми материалами: титановыми сплавами, коррозионно-стойкими никелевыми сплавами (инконель) и другими. Такие материалы применяют в производстве инструментов, пресс-форм, аэрокосмической и медицинской промышленности, энергетике.
| Функция | Назначение | Результат |
|---|---|---|
| ACC | Подавление вибраций | Увеличение стойкости инструмента |
| AFC | Регулировка подачи | Контроль инструмента |
| Трохоидальное фрезерование | Обработка канавок | Снижение нагрузки |
| Все три вместе | Комплексная оптимизация | Сокращение времени обработки |
Каждая функция по-своему оптимизирует технологический процесс. Но комбинация раскрывает весь потенциал станка и режущего инструмента, одновременно снижая механическую нагрузку. Dynamic Efficiency позволяет повысить интенсивность съема материала без специальных инструментов. На практике возможно увеличение объема снимаемой стружки на 20–25%. Это серьезно.
Active Chatter Control: подавление вибраций
Проблема ряби при черновой обработке
При черновой обработке возникают большие силы резания. В зависимости от частоты вращения инструмента, резонансов в станке и объемов снимаемой стружки может возникать рябь. Поскольку при ряби и инструмент, и станок подвергаются повышенным нагрузкам, это существенно ограничивает производительность.
На объем снимаемой стружки влияют три фактора: термическая и механическая стабильность инструмента, мощность шпинделя и появление ряби. Рябь сама по себе не индикатор неисправности. При достаточной стабильности и мощности ограничение производительности неизбежно. Такова физика процесса.
Рябь обозначает динамическую нестабильность процесса резания из-за вибраций. Периодически возникающие силы приводят к вибрации между инструментом и деталью. Если возникает обратная связь, на вибрацию тратится больше энергии, чем преобразуется в тепло. Вибрации усиливаются — появляется дрожь.

Рис. 1. Деталь, обработанная без ACC: видны отчетливые следы ряби
Вибрации подвергают высокой нагрузке инструмент и станок. Для устранения приходится снижать режимы резания (глубину, частоту вращения, подачу), что ведет к падению производительности. Замкнутый круг, не правда ли?
Принцип действия ACC
Опция ACC (Active Chatter Control) — эффективная функция для подавления дрожи и ряби. Благодаря дополнительному демпфированию ACC повышает возможную производительность резания, начиная с которой появляется рябь.

Рис. 2. Деталь, обработанная с ACC: при той же подаче поверхность без ряби
Поскольку ACC — программная функция, вмешиваться в механику станка не нужно. Дополнительные системы (сенсоры, исполнительные механизмы) не требуются. Активация происходит через установку параметра в таблице инструментов. ACC обнаруживает дрожь по внутренним сигналам приводов и использует возможности цифровых приводов подач для отвода энергии колебаний.
Приводы подачи могут отводить энергию только в диапазоне до 100 Гц. Демпфирование более высоких частот не осуществляется в полной мере. В некоторых случаях невозможно демпфировать и колебания ниже 100 Гц, если они ограничены инструментом.
Эффективность активного управления
В экспериментах по фрезерованию различных материалов удалось значительно повысить объем снимаемой стружки (до 25% и выше), когда рябь была ограничивающим фактором. Устранение ряби уменьшило значения сил, воздействующих на инструмент и станок. Это повышает стойкость инструмента и положительно сказывается на сроке службы компонентов (шпиндель, направляющие, ШВП, подшипники).
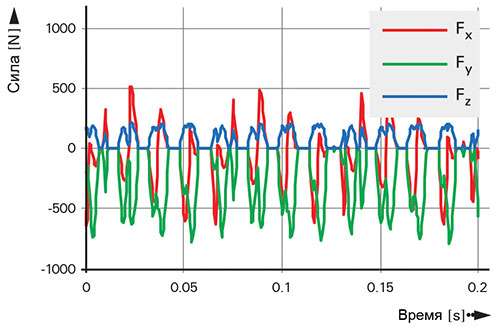
Рис. 3. Силы резания при ряби: высокие пиковые нагрузки
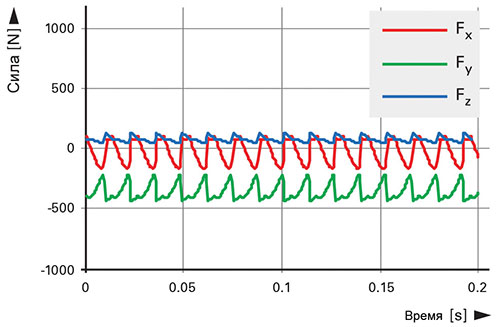
Рис. 4. Силы резания с ACC: стабильные значения без пиков
ACC работает в определенном диапазоне частот, ниже частоты входа зубьев в контакт с заготовкой. Активировать или нет — решает оператор в зависимости от используемого инструмента. Поскольку геометрия влияет на усилия резания и характеристики вибраций, для каждого инструмента можно создать индивидуальный набор параметров. При смене система ЧПУ автоматически переключается. Производитель станка может отдельно сконфигурировать параметры для всех осей подачи.
| Преимущество ACC | Результат |
|---|---|
| Подавление вибраций | Увеличение производительности резания |
| Снижение нагрузок | Рост объема стружки до 25% |
| Защита инструмента | Увеличение стойкости |
| Защита станка | Продление срока службы компонентов |
| Стабильность процесса | Повышение надежности ТП |
Adaptive Feed Control: адаптивная подача
Проблема постоянной скорости подачи
Скорость подачи при фрезерной обработке обычно выбирается исходя из материала, инструмента и глубины резания. Для каждой операции задается своя скорость. Если во время обработки условия меняются (неравномерная глубина, износ, неравномерная твердость), скорость не меняется.
С одной стороны, при уменьшении толщины материала скорость может оказаться ниже необходимой — обработка занимает больше времени. С другой стороны, высокая запрограммированная скорость при росте объема снимаемого материала может вызвать перегрузку инструмента и шпинделя. Дилемма, согласитесь?
Как работает AFC
Опция адаптивного управления подачей AFC (Adaptive Feed Control) оптимизирует контурную подачу в зависимости от мощности шпинделя и других технологических параметров. AFC обеспечивает максимально возможную подачу, что повышает эффективность.
Функция активируется в машинных параметрах. Перед обработкой определяются максимальные и минимальные граничные значения мощности шпинделя. Для этого система ЧПУ измеряет максимальную мощность во время пробного прохода. Затем AFC постоянно сравнивает мощность с эталонной и пытается поддержать её в течение всего процесса, адаптируя скорость подачи.
Оптимизация времени обработки. У литых заготовок часто встречаются отклонения припусков или материала (усадочные раковины). Путем регулирования подачи система ЧПУ поддерживает ранее измеренную максимальную мощность шпинделя. Общее время сокращается за счет увеличения подачи там, где снимается небольшое количество материала.
Контроль инструмента. AFC непрерывно контролирует необходимую мощность шпинделя для текущей подачи. Когда режущий инструмент затупляется, мощность возрастает. Система ЧПУ уменьшает подачу. Как только подача достигает установленного минимума, система реагирует остановом, сообщением об ошибке или сменой инструмента на дублер. Это уменьшает косвенный ущерб от поломки или износа фрезы.
Снижение нагрузок на механику. Благодаря снижению подачи при превышении максимальной мощности снижаются нагрузки на механику станка. Шпиндель защищен от перегрузки. Логично?
Трохоидальное фрезерование канавок
Проблема обработки с полным перекрытием
Инструменты и структуры станка при обработке труднообрабатываемых высокопрочных или закаленных материалов подвергаются особо высоким нагрузкам. Когда концевыми фрезами делают канавки с полным перекрытием (ширина равна диаметру фрезы), возникают очень большие силы резания — инструмент и деталь образуют 180-градусную дугу охвата.
В результате инструмент может искривиться, что вызовет нарушение геометрии канавки. Для достижения требуемой точности осевую глубину резания часто ограничивают половиной диаметра инструмента. Поэтому глубокие канавки фрезеруются за несколько проходов — уходит много времени. Неудобно, правда?
Принцип трохоидального фрезерования
Преимущество метода — высокоэффективная обработка любых канавок с одновременным снижением нагрузок. Черновая обработка выполняется круговыми движениями, на которые дополнительно налагается линейное перемещение.
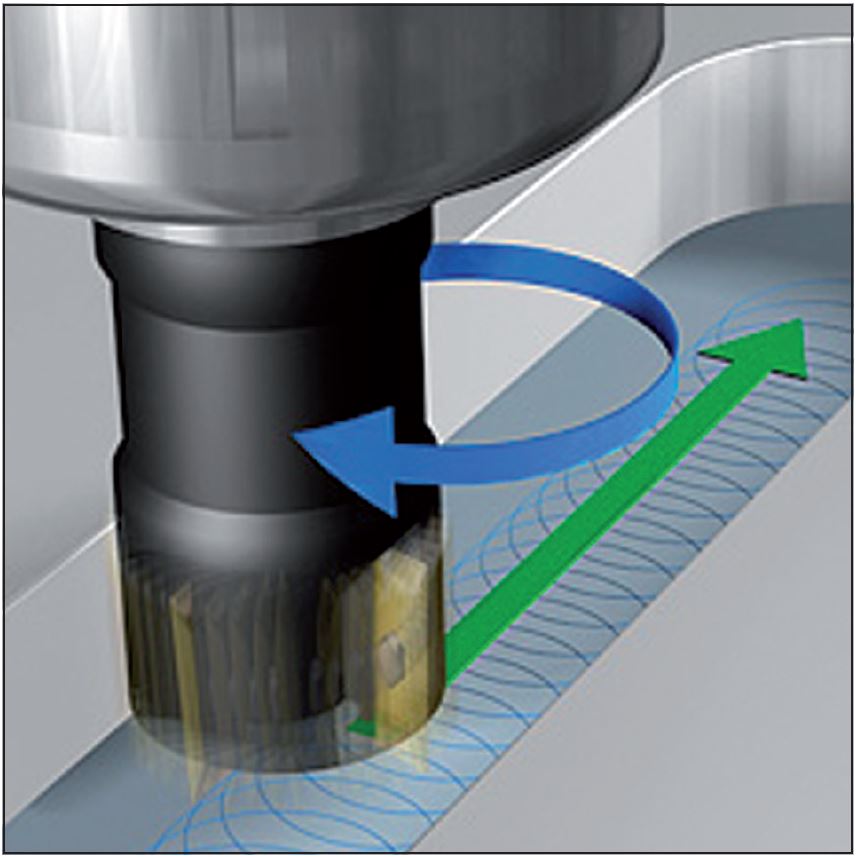
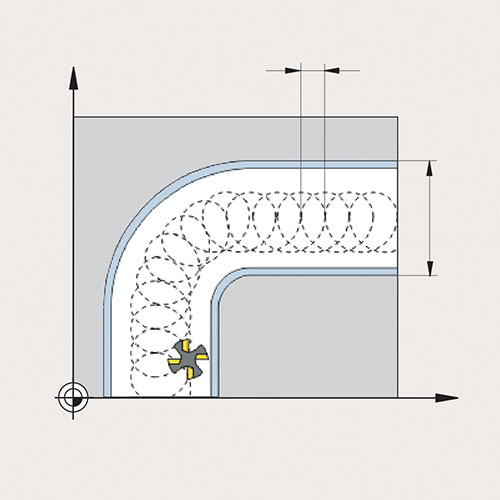
Рис. 5. Трохоидальное фрезерование: высокоэффективная обработка различных канавок
Трохоидальное фрезерование позволяет работать с большей глубиной резания, так как благодаря особым условиям не возникают эффекты, увеличивающие износ. Появляется возможность использовать всю рабочую длину фрезы — увеличивается объем снимаемой стружки на один зуб. При круговом врезании на инструмент оказывается меньшее воздействие радиальных сил. Это сохраняет механику станка и препятствует вибрациям. При комбинировании с AFC можно добиться значительной экономии времени.
Изготавливаемая канавка описывается в подпрограмме контура как последовательность. В отдельном цикле задаются размеры и режимы резания. Возможные остатки материала просто удаляются чистовым проходом.
| Преимущество | Эффект |
|---|---|
| Использование всей длины кромки | Максимальная производительность |
| Комбинация с AFC | Увеличение объема стружки |
| Снижение нагрузок | Защита механики станка |
| Уменьшение колебаний | Стабильность процесса |
| Встроенная чистовая обработка | Качество боковой стороны |
Сравнение методов обработки
Традиционный метод против Dynamic Efficiency
На рисунке показаны процессы обработки канавки традиционным методом и с применением трохоидального фрезерования и AFC. Традиционная обработка начинается с врезания в материал посередине. За один проход может быть обработано не более 1/4 требуемой глубины. После достижения нужной глубины канавка расширяется до нужной ширины.
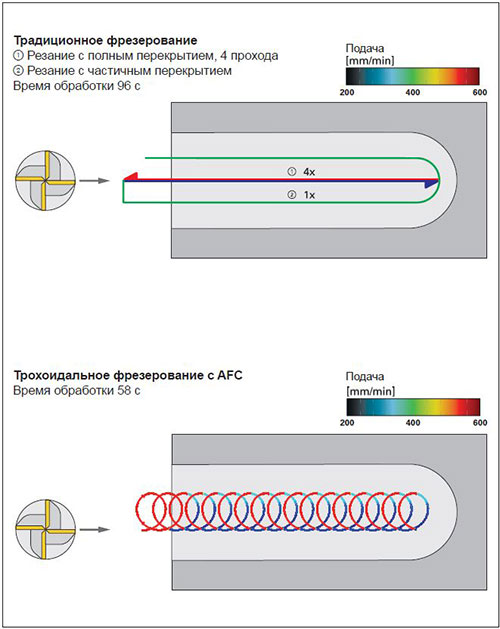
Рис. 6. Сравнение традиционной обработки и обработки с Dynamic Efficiency
Для сравнения ту же канавку обработали с применением трохоидального фрезерования и AFC. Трохоидальное фрезерование снижает нагрузку, но не влияет на скорость обработки. Когда фреза движется по круговой траектории, не соприкасаясь с деталью, AFC значительно увеличивает скорость подачи и снова снижает её, как только фреза входит в контакт с материалом. Таким образом Dynamic Efficiency позволяет добиться значительного снижения времени обработки.
Получается, мы выигрываем по всем фронтам: скорость, качество, стойкость инструмента. И это без специальных инструментов. Впечатляет, не так ли?
Системы ЧПУ HEIDENHAIN
Широкий выбор решений
Фрезерные системы ЧПУ компании HEIDENHAIN производятся в различных исполнениях: от простой компактной 3-осевой позиционной системы TNC 128 до контурной системы iTNC 530 (до 18 осей плюс шпиндель). TNC 640 — система ЧПУ для фрезерной обработки с токарными функциями.

Рис. 7. Внешний вид панели оператора систем ЧПУ HEIDENHAIN
Системы ЧПУ HEIDENHAIN универсальны: идеальны как для цехового, так и для внешнего программирования. Отлично подходят для автоматизированных производств. Простые фрезерные операции они выполняют так же надежно, как и высокоскоростное фрезерование с особо плавным перемещением по траектории контура или 5-осевую обработку качающейся головкой и поворотным столом.
В функциях Dynamic Efficiency и Dynamic Precision (динамическая точность) HEIDENHAIN объединяет инновационные технологии управления для эффективной высокоточной обработки. Dynamic Efficiency доступна в системах TNC 640 и iTNC 530. Dynamic Precision позволяет получать более точные детали с низкой шероховатостью поверхности при высокой скорости обработки: высокая точность при высокой производительности. Программная опция Dynamic Precision доступна в системах TNC 640, iTNC 530 и TNC 620.
В принципе, технологии HEIDENHAIN решают большинство задач современного металлообрабатывающего производства. Выбор конкретной системы зависит от задач и бюджета. Но одно ясно: Dynamic Efficiency — это реальный инструмент повышения конкурентоспособности.
ООО "ХАЙДЕНХАЙН"
+7 (495) 777–34–66
info@heidenhain.ru
www.heidenhain.ru

